входу блсча формирования результатов моделирования и к четвертому входу пятого блока сравнения, первый, второй и третий выходы третьего блока памяти соединены со вторыми инфор мационными входами соответственно первого, второго и третьего блоков сравнения, первый, второй и третий выходы четвертого бЛока памяти подключены ко вторым входам соответственно четвертого, пятого и шестого элементов И, выход пятого блока памяти соединен с четвертым входом четвертого блока сравнения, первый выхо которого подключен ко вторым входам первого, второго и третьего элементов И, второй выход четвертого блока сравнения соедине 1 со вторым входом седьмого элемента И и со вторым управляющим входом блока моделирования поступления производственного задания.
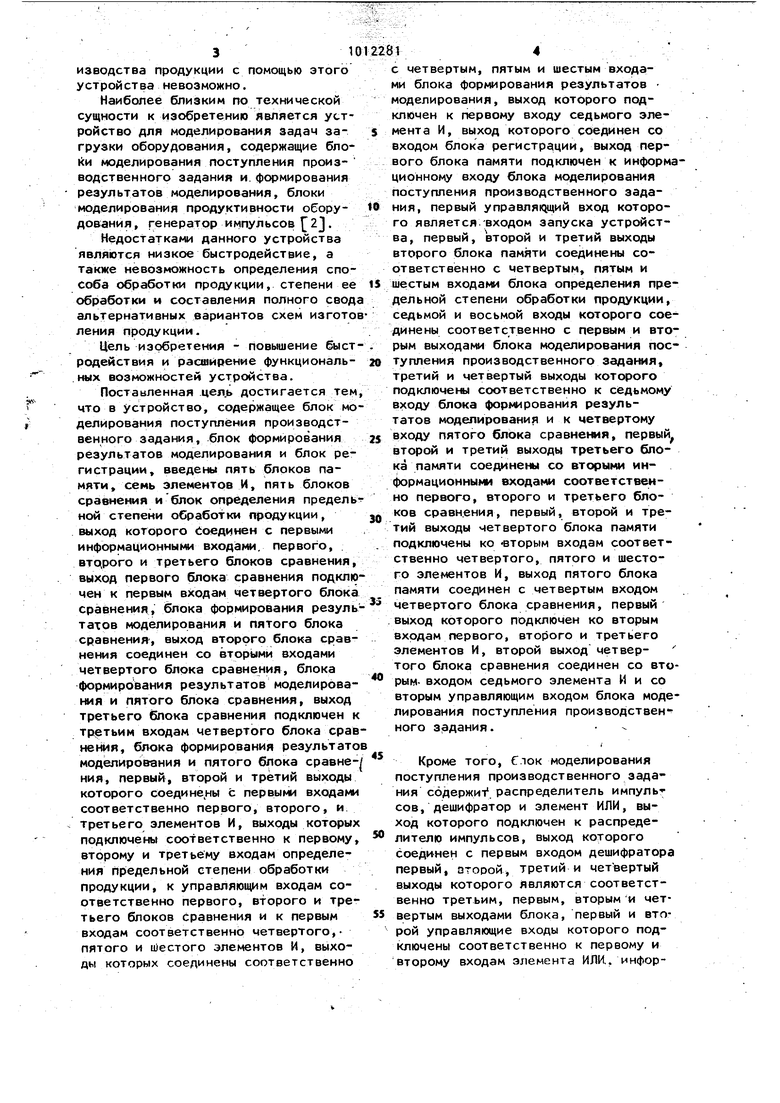
2. Устройство по П.1, о т л и чающееся тем, что блок моделирования поступления производственного задания содержит распределитель импульсов, дешифратор и элемент ИЛИ, выход которого подключен к распределителю импульсов, выход которого соединен с первым входом дешифратора первый, второй, .третий и четве()тый выходы которого являются соответственно третьим, первым, вторым и четвертым выходами блока, первый и BTO-I рой управляющие входы которого .подключены соответственно к первому и второму входам элемента ИЛИ, информационный вход блока соединен со вторым входом дешифратора.
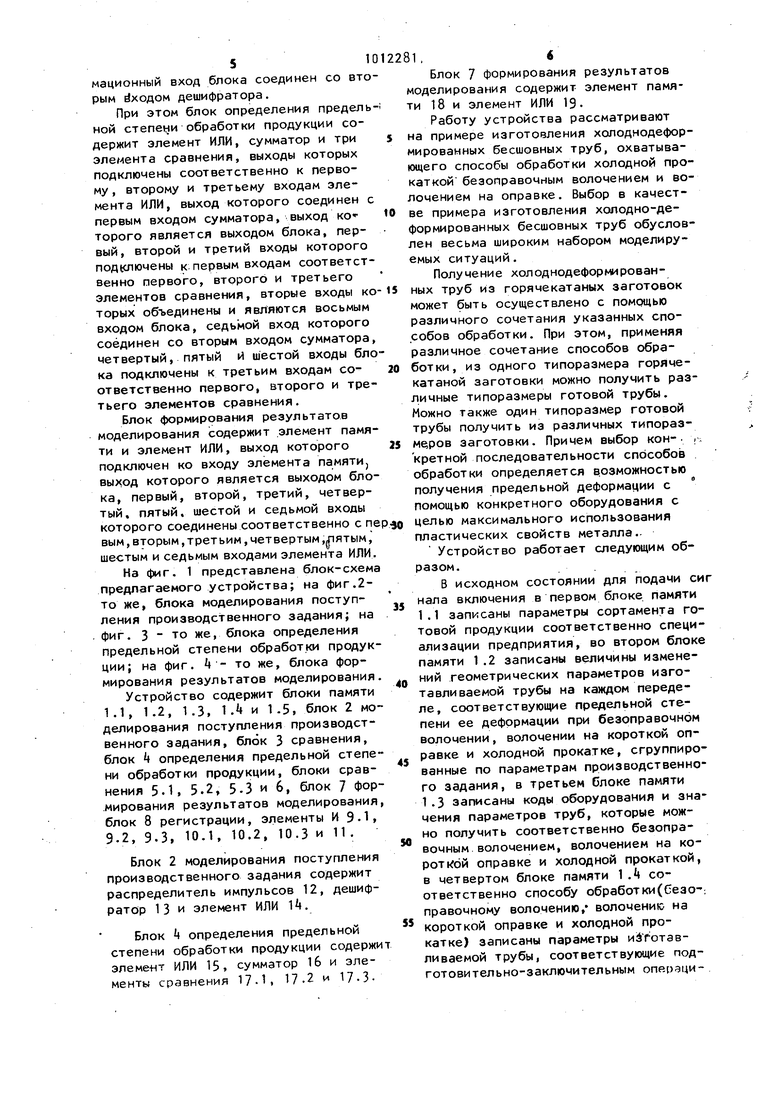
3. Устройство по П.1, отли чающееся тем, что блок определения предельной степени обработки продукции содержит элемент ИЛИ, сумматор и три элемента сравнения, выходы которых подключены соответственно к первому, второму и третьему входам элемента ИЛИ, выход которого соединен с первым входом сумматора, выход которого является выхо дом блока, первый, второй и третий входы которого подключены к первым входам соответственно первого, второго и третьего элементов сравнения, вторые входы которых объединены и вляются восьмым входом блока, седьмой вход которого соединен со вторым входом сумматора, четвертый, пятый и шестой входы блока подключены к третьим входам соответственно первого, второго и третьего элементов сравнения.
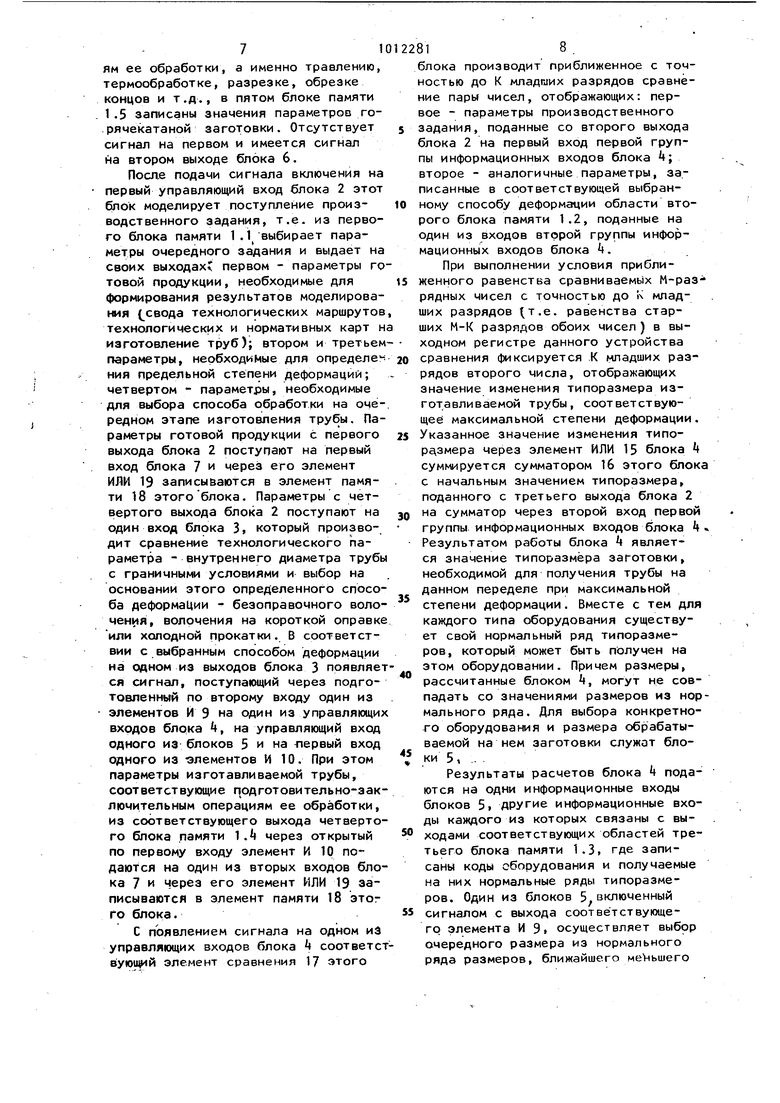
i. Устройство по П.1, о т л и чающееся тем, что блок формирования результатов моделирования содержит элемент памяти и элемент ИЛИ, выход которого подключен ко входу элемента памяти, выход которог является выходом блока, первый, второй, третий, четвертый, пятый, шестой и седьмой входы которого соединены соответственно с первым, вторым, третьим, четвертым, пятым, шестыч и седьмым входами эле,мента ИЛИ. .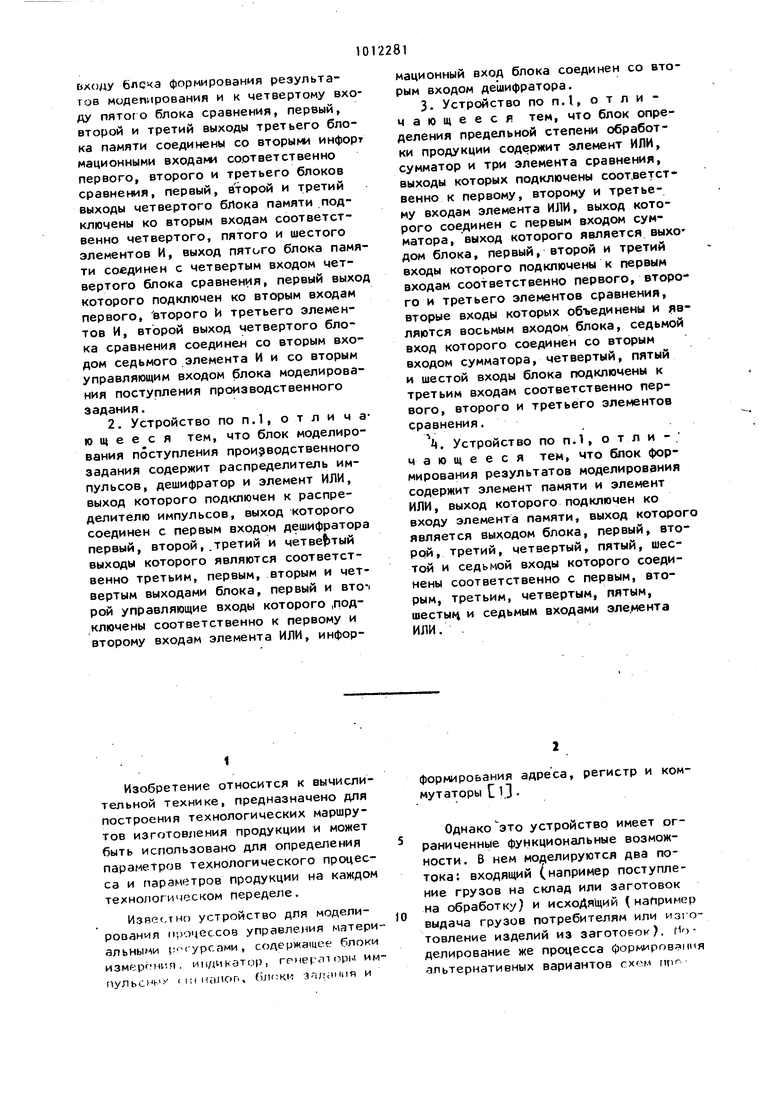
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для моделирования процесса изготовления труб прессованием | 1984 |
|
SU1293736A1 |
| Устройство для моделирования деятельности человека-оператора | 1987 |
|
SU1545226A1 |
| Устройство для обработки радиосигналов | 1980 |
|
SU955083A1 |
| Устройство для преобразования графической информации | 1982 |
|
SU1140148A1 |
| Устройство для моделирования систем массового обслуживания | 1989 |
|
SU1652979A1 |
| Генератор стационарного случайного процесса | 1989 |
|
SU1644129A1 |
| Устройство для моделирования систем управления | 1984 |
|
SU1167631A1 |
| Генератор случайного напряжения | 1984 |
|
SU1241238A1 |
| Устройство для моделирования конечных автоматов | 1980 |
|
SU955080A1 |
| Устройство для моделирования систем массового обслуживания | 1986 |
|
SU1399756A1 |
1. УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ПРОДУКЦИИ, содержащее блок моделирования поступления прокзводственного задания, блок формирования результатов моделирования и блок регистрации, отличаю1цее1ся тем, что, с целью повышения быстродействия, в него введены пять блоков памяти, семь элементов И, пять блоков сравнения и блок определения предельной степени обработки продукции, выход которого соединен с первыми информационными входами первого, второго и третьего блоков срав« нения, выход первого блока сравнения подключен к первым входам четвертого блока сравнения, блока формирования результатов моделирования и пятого блока сравнения, выход второго блока сравнения соединен со вторыми входами четвертого блока сравнения, бпока формирования результатов моделирования и пятого блока сравнения, выход третьего блока сравнения подключен к третьим входам четвертого блока сравнения, блока формирования результатов моделирования и пятого блока сравнения, первый, второй и третий выходы которого соединены с первыми входами соответственно первого, второго и третьего элементов И, выходы которых подключены соответственно к первому, второму и третьему входам блока определения предельной степени обработки продукции, к управляющим входам соответственно первого, второго и третьего блоков сравнения и к первым входам соответственно четвертого, СО пятого и шестого элементов И, выходы которых соединены соответственно с четвертым, пятым к шестым входами блока формирования результатов моделирования, выход которого подключен к первому входу седьмого элемента И, выход которого соединен со входом блока регистрации, выход первого блока памяти подключен к информацион|С ному входу блока моделирования посЮ тупления производственного задания, 00 первый управляющий вход которого является входом запуска устройства, первый , второй и третий выходы второго блока памяти соединены соответственно с четвертым, пятым и шестым вхо- . дами блока определения предельной степени обработки продукции, седьмой и восьмой входы которого соединены соответственно с первым и вторым выходами блока моделирования поступления производственного задания, третийи четвертый выходы которого подключены соответственно к седьмому
1
Изобретение относится к вычислительной технике, предназначено для построения технологических маршрутов изготовления продукции и может быть использовано для определения параметров технологического процесса и параметров продукции на каждом технологическом переделе.
Извес,тно устройство для моделирования п ,)оцес.сов управления материальными ресурсами, содержащее блоки измер м-1ип. индикатор, гемер« порь1 им
Г1УЛЬСНЬ1 MMHaJIOPi, (Х1ИЖ1- :31; ;и111Я и
формирования адреса, регистр и коммутаторы 11.3
Однако это устройство имеет ограниченные функциональные возможности . В нем моделируются два потока входящий (например поступление грузов на склад или заготовок на обработку) и исходящий (например выдача грузов потребителям или изготовление изделий из заготоеок). fioделирование же процесса формирования альтернативных вариантов схем гп изводства продукции с помощью этого устрой ст ва невозможно. Наиболее близким по технической сущности к изобретению является устройство для моделирования задач загрузки оборудования, содержащие блойи моделирования поступления производственного задания и. формирования результатов моделирования, блоки моделирования продуктивности оборудования, генератор импульсов 2. Недостатками данного устройства являются низкое быстродействие, а также невозможность определения способа обработки продукции, степени ее обработки и составления полного свод альтернативных вариантов схем изгото ления проду кции. Цель изобретения - Повышение быст родействия и расширение функциональных возможностей устройства. Поставленная цель достигается тем что в устройство, содержащее блок мо делирования поступления производственного задания, блок формирования результатов моделирования и блок регистрации, введены пять блоков памяти, семь элементов И, пять блоков сравнения и блок определения предель ной степени обработки продукции, выход которого Соединен с первыми информационными входами, первого, BTqporo и третьего блоков сравнения, выход первого блока сравнения подклю чен к первым входам четвертого блока сравнения, блока формирования резуль татов моделирования и пятого блока сравнения, выход второго блока сравнения соединен со вторыми входами четвертого блока сравнения, блока формирования результатов моделирования и пятого блока сравнения, выход третьего блока сравнения подключен к тр,етьим входам четвертого блока срав нежя, блока формирования результато моделирования и пятого блока сравнения, первый, второй и третий выходы которого соединены с первыми входами соответственно первого, второго, и третьего злементов И, выходы которых подключен соответственно к первому, второму и третьему входам определения пр едельной степени обработки продукции, к управляющим входам соответственно первого, второго и третьего блоков сравнения и к первым входам соответственно четвертого,пятого и шестого элементов И, выходы которых соединены соответственно 1 14 с четвертым, пятым и шестым входами блока формирования результатов моделирования, выход которого подключен к первому входу седьмого элемента И, выход которого соединен со входом блока регистрации, выход первого блока памяти подключен к информационному входу блока моделирования поступления производственного задания, первый управляадий вход которого является ВХОДОМ запуска устройства, первый, второй и третий выходы второго блока памяти соединены соответственно с четвертым, пятым и шестым входами блока определения предельной степени обработки продукции, седьмой и восьмой входы которого соединены соответственно с первым и вторым выходами блока моделирования поступления производственного задания, третий и четвертый выходы которого подключены соответственно к седьмому входу блока формирования результатов моделирования и к четвертому входу пятого блока сравнения, первый второй и третий выходы третьего блока памяти соединены со вторыми ин(|юрмационными входами соответственно первого, второго и третьего блоков сравнения, первый, второй и третий выходы четвертого блока памяти подключены ко -вторым входам соответственно четвертого, пятого и шестого элементов И, выход пятого блока памяти соединен с четвертым входом четвертого блока сравнения, первый выход которого подключен ко вторым входам первого, второго и третьего элементов И, второй выход четвертого блока сравнения соединен со вторым- входом седьмого элемента И и со вторым управляющим входом блока моде лирования поступления производственного задания. Кроме того, Слок моделирования поступления производственного задания содержиУ. распределитель импуль сов, дешифратор и элемент ИЛИ, выход которого подключен к распределителю импульсов, выход которого соединен с первым входом дешифратора первый, агорой, третий и четвертый выходы которого Являются соответственно третьим, первым, вторым и четвертым выходами блока, первый и второй управляющие входы которого подключены соответственно к первому и второму входам элемента ИЛИ,, информационный вход блока соединен со вт рым йходом дешифратора. При этом блок определения предел ной степени обработки продукции содержит элемент ИЛИ, сумматор и три элемента сравнения, выходы которых подключены соответственно к первому , второму и третьему входам элемента ИЛИ, выход которого соединен первым входом сумматора, выход ко торого является выходом блока, первый, второй и третий входы которого подьслючены к первым входам соответст венно первого, второго и третьего элементов сравнения, вторые входы ко-15 торых объединены и являются восьмым
входом блока, седьмой вход которого соединен со вторым входом сумматора, четвертый, пятый и шестой входы блока подключены к третьим входам соответственно первого, второго и третьего элементов сравнения.
Блок формирования результатов моделирования содержит элемент памяти и элемент ИЛИ, выход которого подключен ко входу элемента памяти, выход которого является выходом блока, первый, второй, третий, четвертый, пятый, шестой и седьмой входы которого соединены соответственно с пер;30
вым,вторым,трет ьим,четвертым,лятым, шестым и седьмым входами элемента ИЛИ.
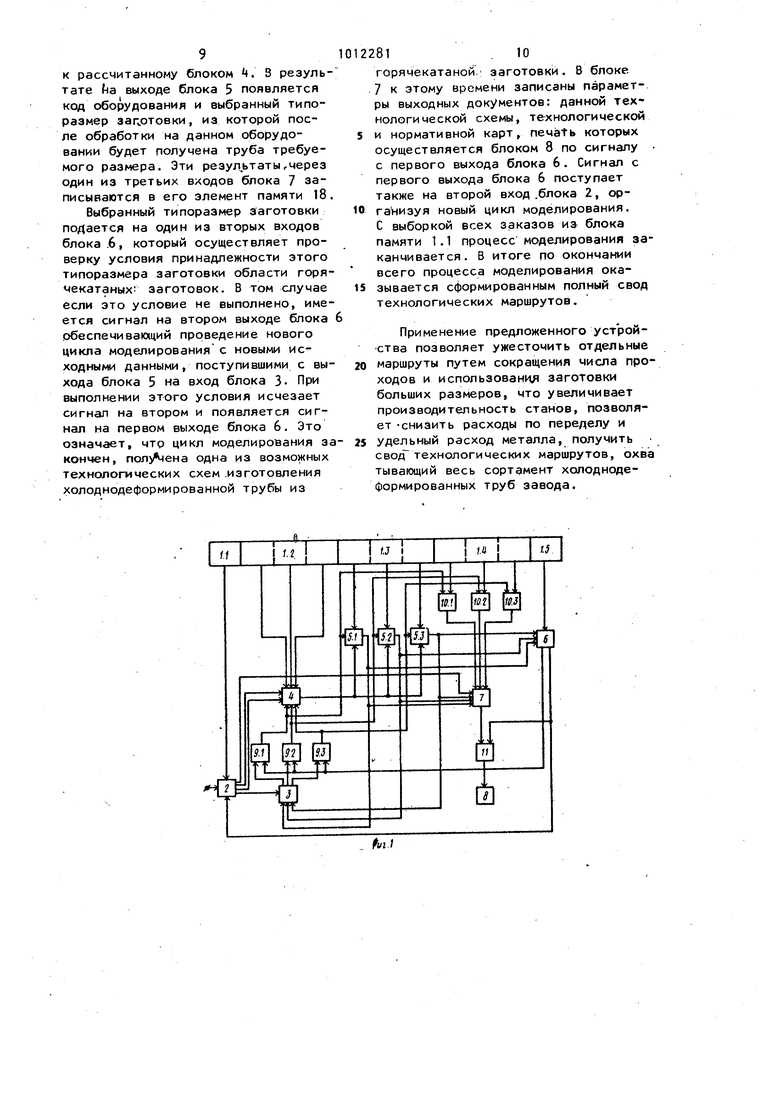
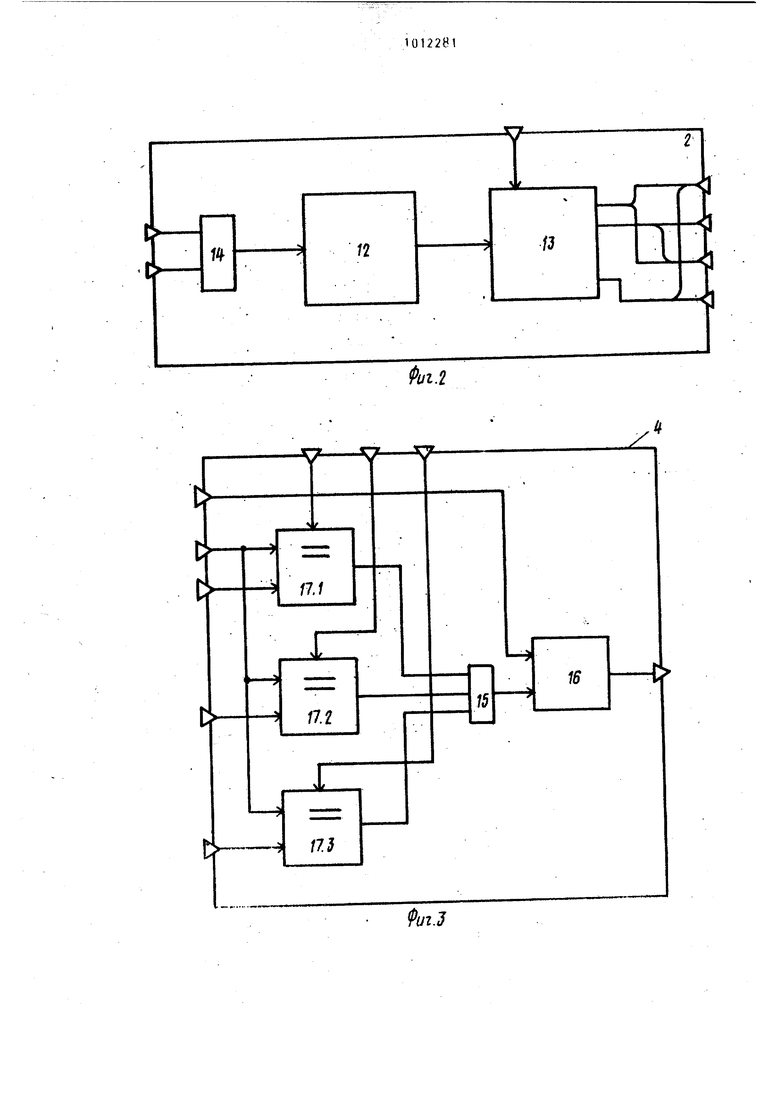
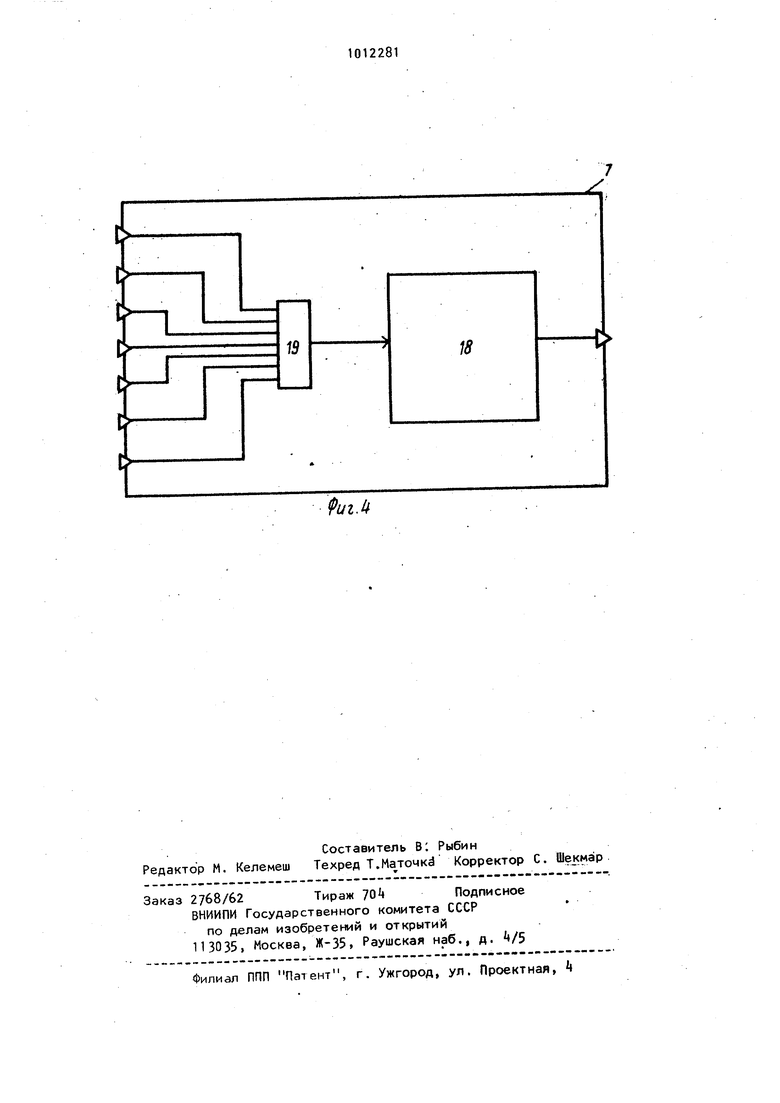
На фиг. 1 представлена блок-схема предлагаемого устройства; на фиг.2то же, блока моделирования поступления пpoизвoдctвeннoгo задания; на фиг. 3 то же, блока определения предельной степени обработки продукции; на фиг. - то же, блока формирования результатов моделирования.
Устройство содержит блоки памяти
Блок 2 моделирования поступления производственного задания содержит распределитель импульсов 12, дешифратор 13 и элемент ИЛИ U.
Блок i определения предельной степени обработки продукции содержит элеме1нт ИЛИ 15, сумматор 16 и элементы сравнения 17.1. 17.2 и 17.3различного сочетания указанных способов обработки. При этом, применяя различное сочетание способов обработки, из одного типоразмера горячекатаной заготовки можно получить различные типоразмеры готовой трубы. Можно также один типоразмер готовой трубы получить из различных типоразмеров заготовки. Причем выбор кон-. . кретной последовательности спЬсобов обработки определяется возможностью получения предельной деформации с помощью конкретного оборудования с
пластических свойств металла..
Устройство работает следующим образом.
В исходном состоянии для подачи сиг нала включения в первом блоке памяти 1.1 записаны параметры сортамента готовой продукции соответственно специализации предприятия, во втором блоке памяти 1.2 записаны величины изменений геометрических параметров изготавливаемой трубы на каждом переделе, соответствующие предельной степени ее деформации при безоправочном волочении, волочении на короткой оправке и холодной прокатке, сгруппированные по параметрам производственного задания, в третьем блоке памяти 1.3 записаны коды оборудования и значения параметров труб, которые можно получить соответственно безоправочным волочением, волочением на короткой оправке и холодной прокаткой, в четвертом блоке памяти 1,k соответственно способу обработки(безо-; правочному волочению, волочению на короткой оправке и холодной прокатке) записаны параметры ийТотавливаемой трубы, соответствующие подготовительно-заключительным операциБлок 7 формирования результатов моделирования содержит элемент памяти 18 и элемент ИЛИ 19. Работу устройства рассматривают на примере изготовления холоднодеформированных бесшовных труб, охватывающего способы обработки холодной прокаткой безоправочным волочением и волочением на оправке. Выбор в качестве примера изготовления холодно-деформированных бесшовных труб обусловлен весьма широким набором моделируемых ситуаций. Получение холоднодеформированных труб из горячекатаных заготовок может быть осуществлено с помощью максимального использования ям ее обработки, а именно травлению, термообработке, разрезке, обрезке концов и т.д., в пятом блоке памяти 1.5 записаны значения параметров горячекатаной заготовки. Отсутствует сигнал на первом и имеется сигнал на втором выходе блока 6. После подачи сигнала включения на первый управляющий вход блока 2 этот блок моделирует поступление производственного задания, т.е. из первого блока памяти 1.1 выбирает параметры очередного задания и выдает на своих выходах первом - параметры го товой продукции, необходимые для формирования результатов моделирования (свода технологических маршрутов технологических и нормат4 вных карт н изготовление труб); втором и третьем параметры, необходимые для определе-ния предельной степени деформаций; четвертом - параметры, необходимые для выбора способа обработки на очередном этапе изготовления трубы. Параметры готовой продукции с первого выхода блока 2 поступают на первый вход блока 7 и через его элемент ИЛИ 19 записываются в элемент памяти 18 этого блока. Параметры с четвертого выхода блока 2 поступают на один вход блока 3, который производит сравнение технологического параметра - внутреннего диаметра трубы с граничными условиями и выбор на основании этого определенного способа деформации - безоправочного волочения, волочения на короткой оправке или холодной прокатки. В соответствии с выбранным способом деформации на одном из выходов блока 3 появляет ся сигнал, поступающий через подготовленный по второму входу один из элементов И 9 на один из управляющих входов блока k, на управляющий вход одного из блоков 5 и на лервый вход одного из -элементов И 10. При этом параметры изготавливаемой трубы, соответствующие г|одготовительно-заключительным операциям ее обработки, из соответствующего выхода четвертого блока памяти 1,k через открытый по первому входу элемент И 10 подаются на один из вторых входов блока 7 и через его элемент ИЛИ 19 записываются в элемент памяти 18 этог ГО блока. С появлением сигнала на одном иЭ управляющих входов блока соответст вующий элемент сравнения 17 этого блока производит приближенное с точностью до К младших разрядов сравнение пары чисел, отображающих: первое - параметры производственного задания, поданные со второго выхода блока 2 на первый вход первой группы информационных входов блока 4; второе - аналогичные параметры, записанные в соответствующей выбранному способу деформации области второго блока памяти 1.2, поданные на один из входов второй группы информационных входов блока k. При выполнении условия приближенного равенства сравниваемых М-разрядных чисел с точностью до К младших разрядов т.е. равенства старших М-К разрядов обоих чисел) в выходном регистре данного устройства сравнения фиксируется К младших разрядов второго числа, отображающих значение изменения типоразмера изготавливаемой трубы, соответствующее максимальной степени деформации. Указанное значение изменения типор змера через элемент ИЛИ 15 блока суммируется сумматором 16 этого блока с начальным значением типоразмера, поданного с третьего выхода блока 2 на сумматор через второй вход первой группы информационных входов блока k Результатом работы блока является значение типоразмера заготовки, необходимой для получения трубы на данном переделе при максимальной степени деформации. Вместе с тем для каждого типа оборудования существует свой нормальный ряд типоразмеров, который может быть получен на этом оборудовании. Причем размеры, рассчитанные блоком k, могут не совпадать со значениями размеров из нормального ряда. Для выбора конкретного оборудования и размера обрабатываемой на нем заготовки служат блоки 5, ... Результаты расчетов блока 4 подаются на одни информационные входы блоков 5, другие информационные входы каждого из которых связаны с выходами соответствующих областей третьего блока памяти 1.3, где записаны коды оборудования и получаемые на них нормальные ряды типоразмеров. Один из блоков 5.включенный сигналом с выхода соответствующего элемента И 9i осуществляет выбор очередного размера из нормального ряда размеров, ближайшего меИьшего
к рассчитанному блоком 4. В результате ha выходе блока 5 появляется код оборудования и выбранный типоразмер зап.отовки, из которой после обработки на данном оборудовании будет получена труба требуемого размера. Эти результаты,через один из третьих входов блока 7 записываются в его элемент памяти 18
Выбранный типоразмер заготовки подается на один из вторых входов блока .6, который осуществляет проверку условия принадлежности этого типоразмера заготовки области горячекатаных: заготовок. В том случае если это условие не выполнено, имеется сигнал на втором выходе блока обеспечивающий проведение нового цикла моделирования с новыми ис ходными данными, поступившими с выхода блока 5 на вход блока 3. При выполнении этого условия исчезает сигнал на втором и появляется сигнал на первом выходе блока 6. Это означает, что цикл моделирования закончен, одна из возможных технологических схем .изготовления холоднодеформированной трубы из
горячекатаной; заготовки, В блоке 7 к этому времени записаны параметры выходных документов: данной технологической схемы, те-хнологической и нормативной карт, печаТь которых осуществляется блоком 8 по сигналу с первого выхода блока 6. Сигнал с первого выхода блока 6 поступает также на второй вход .блока 2, организуя новый цикл моделирования. С выборкой всех заказов иэ блока памяти 1.1 процесс моделирования заканчивается. В итоге по окончании всего процесса моделирования оказывается сформированным полный свод технологических маршрутов.
Применение предложенного устройства позволяет ужесточить отдельные
маршруты путем сокращения числа проходов и использования заготовки больших размеров, что увеличивает производительность станов, позволяет -снизить расходы по переделу и
удельный расход металла, получить свод технологических маршрутов, охва тывающий весь сортамент холоднодеормированных труб завода.
-И
18
