t12937362
Изобретение относится к вычисли- сравнения,элементов И 38-41 и элемеи- тельной технике, предназначено для . (Та1 ИЛИ 42, построения технологических маршрутов изготовления продукции и может быть
Узел 5 моделирования процесса редуцирования выполнен на элементах
использовано для определения парамет-, И 43 и 44 и компараторах 45 и 46.
зел 12 моделирования процессов прошивки и прессования труб содерж элемент ИЛИ , элемент НЕ 48, эле менты И 49 и 50 элемент ИЛИ 51, э
зел 12 моделирования процессов прошивки и прессования труб содержит элемент ИЛИ , элемент НЕ 48, элементы И 49 и 50 элемент ИЛИ 51, элеров технологического процесса и параметров продукции на каждом технологическом переделе как на действукщем оборудовании, гак и при проектировании новых технологический цехов и ус- fO менты И 52-54, блоки 55-58 сравнения тановок.и элементы И 59 и 60.
Цель изобретения - повьшение быстродействия и расширение класса моделируемых объектов путем обеспечения
Узел 13 определения размеров инструмента образуют элементы И 61 и 62, элемент НЕ 63, блок 64 суммировареапизации процесса моделирования 5 ния с постоянным коэффициентом, блоки всей технологии изготовления труб од- 65 и 66 умножения на постоянный коэф- ного сортамента за один цикл моделирования .
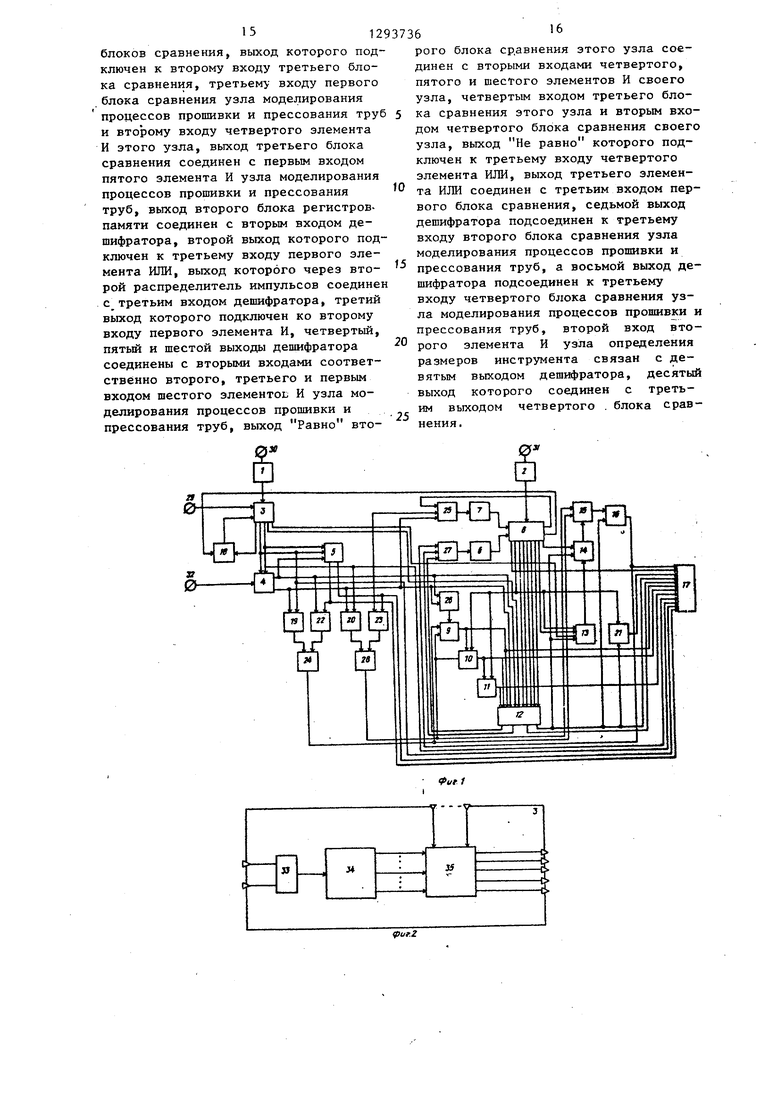
На фиг.1 представлена блок-схема
фициент, элемент ИЛИ 67 и сумматор 68.
Устройство работает следующим образом.
устройства; на фиг.2 - блок-схема 20 блока моделирования поступления производственного заданияjj f на фиг.З - блок- схема узла моделирования очередности операций; на фиг.4 - блок-схема узла
В исходном состоянии до подачи сигнала включения в первый блок 1 регистров памяти через вход 30 заносятся параметры сортамента готовых труб, во
второй блок 2 регистров памяти через
моделирования процесса редуцирования; вход 31 заносятся типы труропрессовых на фиг.5 - блок-схема узла моделиро- установок и соответствующие им значе- вания процессов прошивки и прессова- ния ограничений на типоразмеры труб
для всех схем процесса их изготовле-. ния и типоразмеры инструментов (кон- тейнеров). В регистры блоков 36 и 37 сравнения узла 4 моделирования очередности операций через информационный
ния труб; на фиг.Ь - блок-схема узла определения размеров инструмента. Устройство содержит первый 1 и второй 2 блоки регистров памяти,- блок 3 моделирования поступления производственного задания, узел 4 моде- вход 32 заносятся значения соответ- лнрования очередности опера1Д1Й, узел ственно нижней и верхней границ облас- 5 моделирования процесса редуцирова- 35 ти значений диаметров и нижней и верх- ния, первый 6 и второй 7 распредели- ней границ области значений стенок тепи импульсов, деишфратор 8, первый труб, получаемых на редукционном ста- 9, второй 10 и третий 11 блоки срав- не. В регистрах компараторов 45 и 46 нения, узел 12 моделирования процес- узла 5 моделирования процесса редуци- сов прошивки и прессования труб, узел 40 рования записан дискретный ряд М-раз- 13 определения размеров инструмента, рядных чисел, в К младших разрядах четвертый блок 14 сравнения, сумматор которых записаны значения соответ- 15, пятый блок 16 сравнения, узел 17 ственно диаметров и стенок труб-под-, регистрации, с первого по шестой эле- ката, а в (М-К) старших разрядах - менты И 18-23, с первого по пятый 45 значения соответственно диаметров и элементы ИЛИ 24-28, вход 29 запуска стенок готовых труб„ получаемых из устройства, вход 30 задания сортамен- этих труб-прокатов. В регистрах бло- та.готовых труб устройства, вход 31 ков 9-11 сравнения записан дискретный задания параметров трубопрессовых ряд М-разрядных чисел, в К младших установок устройства информационный 50 разрядах которых записаны значения 32 устройства.удельной массы соответственно готовой
трубы или трубы-подката в блоке 9 сравнения, гильзы - в блоке 10 сравнения и заготовки - в блоке 11 срав- элемент ШШ 33, распределитель 34 им-55 нения. В старших (М-К) разрядах этих пульсов и дешифратор 35.регистров записаны последовательно
Узел 4 моделирования очередности значения соответственно диаметров и операций состоит из блоков 36 и 37 стенок готовой трубы или трубы-подкаБлок 3 моделирования поступления поизводственного задания образуют
сравнения,элементов И 38-41 и элемеи- (Та1 ИЛИ 42,
Узел 5 моделирования процесса редуцирования выполнен на элементах
зел 12 моделирования процессов прошивки и прессования труб содержит элемент ИЛИ , элемент НЕ 48, элементы И 49 и 50 элемент ИЛИ 51, элементы И 52-54, блоки 55-58 сравнения и элементы И 59 и 60.
ния с постоянным коэффициентом, блоки 65 и 66 умножения на постоянный коэф-
фициент, элемент ИЛИ 67 и сумматор 68.
Устройство работает следующим образом.
та (блок 9 сравнения), Д1 аметров заготовки и стенок готовой трубы или трубы-подката (блок 10 сравнения), значения диаметров заготовки (регистры блока 11 сравнения), функцией ко- торых являются соответствующие значения удельной массы. В регистрах блоков 55 и 56 сравнения узла 12 моделирования процессов прошивки и прессования труб записан ряд М-разрядных чисел, в К младших разрядах которых записаны значения соответственно длин гильз и длин заготовок, а в (М-К) старших разрядах записаны последовательно соответствующие им значения: в блоке 55 сравнения - значения максимально допустимой длины трубы,- удельной массы труб и удельной массы гильзы, в блоке 56 сравнения - значения максимально допустимой длины гильзы, удельной массы гильзы и удельной массы заготовки.
В регистрах блока 16 сравнения записан дискретный ряд значений диаметров игл прошивного стана.
Запуск устройства осуществляется подачей сигнала на его вход 29 запуска, которьй через элемент ИЛИ 33 блока 3 моделирования поступления производственного задания, включает распре делитель импульсов 34 этого блока, обеспечивающий выбор дешифратором 35 из блока 1 регистров памяти параметров готовых труб первого типоразмера. В результате дешифратор 35 блока 3 выдает на своем втором выходе значение диаметра трубы, на третьем - значение стенки трубы, на четвертом - значение признака наличия термообработки (закалки), на пятом - значение признака принадлежности материала трубы углеродистой или легированной марке стали, на первом выходе сигнал остается до момента окончания просмотра всего заданного сортамента го- товых труб. Значения диаметра трубы с второго выхода дешифратора 35 блока 3 поступает на первые входы блока 36 сравнения узла 4, элемента И 43 блока 5, элемента И 19 и четвертый вход блока 17 регистрации. Значение стенки трубы с третьего выхода дешифратора 35 блока 3 поступает на первые входы блока 37 сравнения узла 4, элемент И 44 блока 5, элемент И 20 h на пятый вход блока 17 регистрации. Узел 4 задает топологию технологического процесса - определяет необходи0 5 0
5
0 5 0 5 0 5
мость включения технологической операции редуцирования. Для этого определяется возможность получения трубы данного сортамента на редукционном стане путем сравнения значений диаметра и стенки трубы с установленными значениями верхних и нижних границ заданного интервала соответственно блоками 36 и 37 сравнения узла 4. Если значения диаметра и стенки трубы удовлетворяют условиям получения трубы моделируемого сортамента редуцированием, появляются сигналы на выходах Равно обоих блоков 36 и 37 сравнения и, соответственно, на обоих входах элемента И 38 узла 4 и на его выходе. В противном случае появляются сигналы на обоих входах одного из элементов И 39 или И 40, или И 41. Сигнал с выхода соответствующего элемента И через элемент ИЛИ 42 поступает на его выход. Сигнал с выхода элемента И 38 узла 4 поступает на вторые входы элементов И 43 и 44 узла 5, элементов ИЛИ 25 и 26, элемента ИЛИ 47 узла 12 и первые входы элементов И 22 и 23. Значение диаметра трубы с второго выхода дешифратора 35 блока 3 через элемент И 43 узла 5, открытый сигналом синхронизации с выхода элемента И 38 узла 4, подается на вход компаратора 45 узла 5, который определяет диаметр трубы-подката, из которой может быть получена редуцированная труба заданного диаметра. Компаратор 45 производит приближенное с точностью до К младших разрядов сравнение значения диаметра, записываемого в (М-К) старших разрядов регистра заданного числа с числами описанной выше структуры, хранящимися в регистрах сравниваемых чисел. При выполнении условия приближенного равенства сравниваемых М-разрядных чисел с точностью до К младших разрядов (т.е. равенства старших (М-К) разрядов сравниваемых чисел) в выходном регистре компаратора фиксируется К младших разрядов, отображающих значение искомого диаметра трубы-подката. Аналогично описанному компаратор 46 узла 5 определяет значение стенки трубы-подката по значению стенки готовой трубы, поданному на вход через элемент И 44 узла 5. В результате на выход компаратора 45 узла 5 поступает значение диаметра, а на выход компаратора 46 - значение стенки трубы-под
ката. Значение диаметра трубы-подката поступает на второй вход элемента И 22, значение стенки трубы-подката - на второй вход элемента И 23. Одновременно значения диаметра и стенки тру- бы-подката поступают соответственно на седьмой и восьмой входы блока ре- . гистрации 17.. Сигнал с выхода элемента И 38 узла 4 -через элемент ИЛИ 25 включает распределитель 7 импульсов5 обеспечивающий выбор дешифратором 8 из блока регистров 2 данных, характеризующих условия изготовления труб на первой из записанных: в блоке 2 трубо- прессовой установке с редукционным станом. В результате дешифратор выдает на одиннадцатом выходе тип трубо- прессовой установкир на первом - значение диаметра заготовки из дискретного ряда значений, допустимых к обработке на выбранной трубопрессовой установке, на четвертом - значение максимальной длины трубы, которое можно получить при предельной степени деформации в условиях термообработки (закалки) 5 на пятом - значение максимальной длины трубы в условиях полу чения готового изделий без термообработки, на шестом - значение максимальной длины гильзы, которую можно полу- чить на моделируемой трубопрессовой установке при предельной степени деформации, на седьмом - значения верхней и нижней границ, в пределах которых возможно получение длины гильзы на рассматриваемой трубопрессовой ус тановке, на восьмом - значения возможных границ колебания длины загото- вок на данной трубопрессовой установке, на девятом - значение величины допустимого для моделируемой трубо
прессовой установки зазора между втулкой контейнера прошивного пресса и диаметром заготовки в горячем состоянии, на десятом - дискретный ряд зна- 45 нения подается также на второй вход
нений диаметров контейнеров прошивного и трубопрофильного прессов. Сигна - лы на втором и третьем выходах дешифратора 8 отсутствуют. С одиннадцатого выхода дешифратора 8 значение типа модулируемой трубопрессовой установки поступает на двенадцатый вход блока 17 регистрации. Значение диаметра заготовки с первого выхода дешифратора 8 подается на второй вход блока 10 55 сравнения и первый вход блока 11 сравнения, первый вход элемента И 62 узла 13 и первый вход элемента И 21. Зна50
O
5
0
0
чение диаметра трубы-подката с выхода элемента И 22 через элемент ИЖ 24 подается на первый вход блока 9 сравнения и первый вход сумматора 15, Значение стенки трубы-подката с выхэда элемента И 23 через элемент ИЛИ 28 подается .на второй вход блока 9 сравнения, третий вход блока 10 сравнения и третий вход сумматора 1 б. Значения диаметра и стенки трубы- подката заносятся последовательно в (М-К) старших разрядов регистра заданного числа блока 9 сравнения, в () старших разрядов регистра заданного числа блока 10 сравнения заносятся последовательно значения диаметра заготовки и стенки трубы-подката. Значение диаметра заготовки заносится также в старшие разряды регистра заданного числа блока 11 сравнения. Включаемый сигналом с выхода элемента И 38 узла 4 через элемент ИЛИ 26 блок 9 сравнения производит приближенное с точностью до К младших разрядов сравнение содержимого регистра заданного числа с числами описанной вьше структуры, хранящимся в регистрах сравниваемых чисел. При выполнении условия приближенного
0 равенства сравниваемых М-разрядных чисел с точностью до К младших разрядов (тое, равенства. (М-К) старших разрядов сравниваемых чисел) в вьпюд- ном регистре блока сравнения фиксиру5 ется К младших разрядов,, отображающих значение искомой удельной массы Jrpyбы-пoдкaтa5 подаваемое на выход блока 9 сравнения. Сигнал с вызсода блока 9 сравнения подается также на
0 первый вход синхронизации блока 10 сравнения, который аналогично блоку 9 сравнения определяет значение удельной массы гильзы и подает его на свой выход. Сигнал с выхода блока 10 срав
синхронизации блока 11 сравнения, определяющий аналогичным образом значение удельной массы заготовки, выдаваемое на его выход. Значения удельной массы трубы-подката гильзы и заготовки с выходов блоков 9-11 сравнения поступают соответственно на девятый, десятый и одиннадцатый входы блока 17 регистрации.
Значение удельной массы трубы-подката поступает также на первый вход блока 55 сравнения узла 12, гильзы - на тлэетий вход блока сравнения 55 и
12937368
первьй вход элемента И 5 этого узла, распределитель 6 импульсов, обеспечи- эаготовки - на первьш вход элемента вающий выбор дешифратором 8 из блока И 53, С шестого выхода дешифратора 8 на первый вход элемента И 54 узла 12 подается значение максимальной длины гильзы, с седьмого на третий вход блока 57 сравнения - значения ограничений на длину гильзы, с восьмого на третий вход блока 58 сравнения узла
12 - значения ограничений на длину Ю да значение длины гильзы удовлетворя- заготовки. На вторые входы элементов ет заданным ограничениям. В этом слу-г 50 и 49 узла 12 с четвертого, и пятого чае появляется сигнал на выходе Равно блока 57 сравнения узла 12, ко2 регистров нового значения диаметра заготовки из дискретного ряда значе- 5 НИИ, соответствующих модулируемой трубопрессовой установке. Это значение диаметра заготовки подается на первый вькод дешифратора 8. Описанные операции повторяются до момента, когторый поступает на входы синхронизавыходов дешифратора 8 соответственно подаются значения максимальной длины трубы. При наличии термообработки (на 15 ции блоков 56 и 58 сравнения и разре- четвертом выходе дешифратора 35 блока шает прохождение через элементы И 3 - единичный сигнал) через элементы 52-54 поданых на их первые входы cold 50 и ИЛИ 51 в старшие разряды ре- ответственно значений удельной массы гистра заданного числа блока 55 срав- гильзы и заготовки и максимальной нения узла 12 заносится значение, мак- 20 длины гильзы на входы блока 56 срав- симальной длины трубы с четвертого нения, который аналогично блоку 55
сравнения по значениям максимальной длины гильзы и удельных масс гильзы и заготовки определяет значение дливыхода дешифратора 8. При отсутствии термообработки (на четвертом выходе дешифратора 35 блока 3 - нулевой сигнал) через элементы И 49 и ИЛИ 51 в старшие разряды регистра заданного числа блока 55 сравнения узла 12 заносится значение максимальной длины трубы с пятого выхода дешифратора 8.
25 ны заготовки, подаваемое на первые входы элемента И 60 и блока 58 срав- нения, которьш проверяет, удовлетворяет ли это значение заданным ограничениям. Если не удовлетворяет, то В (М-К) старших разрядов регистра за- 30 сигнал с выхода Не равно этого бло- данного числа блока 55 сравнения уз- ка через элемент ИЛИ 27 включает рас- ла 12 после значения максимальной пределитель 6 импульсов, обеспечиваю- длины трубы с выходов блоков 9 и 10 щий выбор дешифратором 8 из блока сравнения заносятся соответственно регистров 2 очередного значения диа- значения удельной массы трубы-подката 35 метра заготовки, подаваемое на первый и гильзы. Включаемый сигналом с вы- выход дешифратора 8. Описанные опера- хода элемента И 38 узла 4 через эле- ции повторяются до момента, когда мент ИЛИ 47 блок 55 сравнения произ- значение длины заготовки удовлетворя- водит приближенное с точностью до К ет заданным ограничениям. В этом слу- младших разрядов сравнение содержимо- 40 чае сигнал с выхода Равно блока 58 го регистра заданного числа с числами сравнения разрешает прохождение через
элементы И 59 и 60 удовлетворяющего ограничениям значения соответственно длины гильзы и длины заготовки. Зна- 45 чения длины гильзы и заготовки подаются на соответственно десятый и одиннадцатый входы узла 17 регистра- .ции. Сигнал с выхода элемента И 60 узла 12 используется также как раз- ется К младших разрядов, отображающих 50 решающий для подачи значения диаметра заготовки через элемент И 21 на третий вход узла регистрации 17. С пятого выхода дешифратора 35 блока 3 значение признака принадлежности ма- 55 териала трубы углеродистой марке стали (единичный сигнал) подается на второй вход блока 65 умножения на постоянный коэффициент узла 13 непосредственно, а на второй вход блока
описанной выше структуры, хранящимися в регистрах сравниваемых чисел. При выполнении условия приближенного равенства сравниваемых М-разрядных чисел с точностью до К младших разрядов (т.е. равенства (М-К) старших рдзрядов сравниваемых чисел) в выходном регистре блока сравнения фиксирузначение искомой длины гильзы, подаваемое на первые входы элемента И 59 и блока 57 сравнения, включаемого сигналом с выхода.элемента ИЛИ 47. Блок 57 проверяет, удовлетворяет-ли . это значение заданным ограничениям. Если не удовлетворяет, то появляется сигнал на выходе Не равно блока 57, который через элемент ИЛИ 27 включает
распределитель 6 импульсов, обеспечи- вающий выбор дешифратором 8 из блока
да значение длины гильзы удовлетворя- ет заданным ограничениям. В этом слу-г чае появляется сигнал на выходе Рав2 регистров нового значения диаметра заготовки из дискретного ряда значе- НИИ, соответствующих модулируемой трубопрессовой установке. Это значение диаметра заготовки подается на первый вькод дешифратора 8. Описанные операции повторяются до момента, когторый поступает на входы синхронизации блоков 56 и 58 сравнения и разре- шает прохождение через элементы И 52-54 поданых на их первые входы coответственно значений удельной массы гильзы и заготовки и максимальной длины гильзы на входы блока 56 срав- нения, который аналогично блоку 55
66 умножения на постоянный коэффициент этого узла - через его элемент НЕ 63. На второй вход элемента И 61 узла 13 с девятого выхода дешифратора 8 подается величина допустимого зазора между втулкой контейнера прошивного пресса и диаметром заготовки в горячем состоянии. Сигнал с выхода элемента И 60 узла 12 открывает элементы И 61 и 62,этого узла. При этом значение диаметра заготовки с первого входа дешифратора 8 через элемент И 69 поступает на вход блока 64 суммирования с постоянным коэффициентом, который определяет значение диаметра заготовки после механической обработки путем вычитания из исходного значения диаметра заготовки припуска на механическую обработку (постоянного коэффициента). Вычисленное блоком 64 значение подается на первые входы блоков 65 и 66 умножения на постоян ньй коэффициент. Если материал трубы - углеродистая сталь (единичный сигнал), то величина с выхода блока 64 умножается на соответствующий коэффициент температурного расширения блоком 65 и через элемент ИЛИ 67 подается на первый вход сумматора 68, Если материал трубы - легированная сталь (нулевой сигнал), то величина с выхода блока 64 умножается на соответствующий коэффициент температурного расширения блоком 66 и через элемент ИЛИ 67 подается на первый вход сумматора 68, на второй вход которого, через элемент И 61 подается значение величины допустимого зазора между втулкой контейнера прошивного пресса
водит приближенное с точностью до К младших разрядов сравнение содер мого регистра заданного числа с чи лами, хранящимися в регистрах срав
5 ниваемых чисел (т.е. сравниваются (М-К) старших разрядов заданного и сравниваемых чисел). Б результате сравнения в регистр результата зап сывается число из регистров сравни
0 ваемых чисел, (М-К) старших разряд которого является числом, ближайши меньшим к (М-К) старших разрядов з данного числа (частным случаем явл ется их равенство). Таким образом,
5 выход блока 14 сравнения и на втор вход сумматора 15 подаются выбранн значения диаметров контейнеров про шивного и трубопрофильного прессов числа принадлежащих моделируемой т бопрессовой установке. Сумматор 15 по значениям диаметра и стенки тру подката и выбранных диаметров труб профильного и прошивного прессов в числяет диаметр иглы прошивного пр са и подает его через первый вход ка 16 сравнения в его регистр зада ного числа. Блок 16 сравнения запу кается сигналом, подаваемым на его вход синхронизации с выхода элемен
30 и 60 узла 12. В результате сравнен из дискретного ряда значений, хран щихся в регистрах сравниваемых чис выбирается ближайшее большее значе ние иглы прошивного пресса, которо
35 подается на второй вход блока 17 р гистрации и через элемент ИЛИ 27 включает распределитель 6 импульсо обеспечивающий выбор дешифратором из блока 2 регистров очередное зна
20
25
и диаметром заготовки в горячем сое- ние диаметра заготовки из области
тоянии.. Результат сложения - расчетная величина.диаметра контейнера прошивного пресса, с выхода сумматора 68 поступает на первый вход блока 14 сравнения и заносится в старшие разряды его регистра заданного числа. С десятого выхода дешифратора 8 через третий вход блока 14 сравнения в его регистры сравниваемых чисел заносится заданные для моделируемой трубо- пр ессовой установки значения диаметров контейнера прошивного стана (в (М-К) старших разрядов) и диаметров контейнера трубопрофильного пресса (в К младших разрядов). Включаемый. сигналом, поступающим с выхода элемента И 60 узла 12 на его вход синхронизации, блок 14 сравнения производит приближенное с точностью до К младших разрядов сравнение содержимого регистра заданного числа с числами, хранящимися в регистрах сравниваемых чисел (т.е. сравниваются (М-К) старших разрядов заданного и сравниваемых чисел). Б результате сравнения в регистр результата записывается число из регистров сравни0 ваемых чисел, (М-К) старших разрядов которого является числом, ближайшим меньшим к (М-К) старших разрядов заданного числа (частным случаем является их равенство). Таким образом, на
5 выход блока 14 сравнения и на второй вход сумматора 15 подаются выбранные значения диаметров контейнеров прошивного и трубопрофильного прессов из числа принадлежащих моделируемой тре- бопрессовой установке. Сумматор 15 по значениям диаметра и стенки трубы- подката и выбранных диаметров трубопрофильного и прошивного прессов вычисляет диаметр иглы прошивного пресса и подает его через первый вход блока 16 сравнения в его регистр заданного числа. Блок 16 сравнения запускается сигналом, подаваемым на его вход синхронизации с выхода элемента
0 и 60 узла 12. В результате сравнения из дискретного ряда значений, хранящихся в регистрах сравниваемых чисел, выбирается ближайшее большее значение иглы прошивного пресса, которое
5 подается на второй вход блока 17 регистрации и через элемент ИЛИ 27 включает распределитель 6 импульсов, обеспечивающий выбор дешифратором 8 из блока 2 регистров очередное значе0
5
допустимых ДЛЯ моделируемой трубо- прессовой установки. Описанный цикл моделирования повторяется до тех пор пока не исчерпается весь диапазон
45 диаметров заготовок рассматриваемой трубопрессовой установки. В этом случае появляется сигнал на втором вы- ходе дешифратора 8, который через элемент ИЛИ 25 включает распредели50 тель 7 импульсов, обеспечивающий выбор дешифратором 8 из блока регистров 2 данных об очередной трубопрессовой установке с редукционным станом. Очередные циклы моделирования
55 продолжаются до тех пор, пока не будет смоделировано получение данного типоразмера труб на всех трубопрессо- вых установках с редукционным станом.
В этом случае появляется сигнал на третьем выходе дешифратора 8, который через открытый сигналом с первого выхода дешифратора 35 блока 3 элемент И 18 и элемент ИЛИ 33 блока 3 включа- ет ег о распределитель 34 импульсов, обеспечивающий выбор дешифратором 35 из блока регистров 1 параметров готовых труб очередного сортамента, Если значения диаметра и стенки вновь выбранной трубы не могут быть получены на редукционном стане, появляется сигнал на выходе элемента ИЛИ 42 узла 4. Этот сигнал подготавливает элементы И 19 и 20, поступает на первые входы элемента ИЛИ 47 узла 12 и элемента ИЛИ 26 и через элемент ИЛИ 25 включает распределитель 7 импульсов, Начинается очередной цикл моделирования получения очередного типоразмера готовой трубы, но в рассматриваемом случае без редуцирования. Поэтому при работе устройства используются значения диаметра и стенки готовой трубы, поступающие на входы блоков 9 и 10 сравнения и сумматора 15 соответственно через элементы И 19 и 20 и элементы ИЛИ 24 и 28.
После моделирования получения последней в заданном сортаменте готовой трубы исчезает сигнал на первом вы- .ходе дешифратора 35 блока 3, прекращая цикл моделирования. К этому времени блоком 17 регистрации зафиксиро- ваны все параметры процесса получения каждого типоразмера труб заданного сортамента на всех проектируемых типах трубопрессовых установок.
Формула изобретения
Устройство для моделирования процесса изготовления труб прессованием, содержащее блок моделирования поступления производственного задания, сос - тоящий из дешифратора, распределителя импульсов и элемента ИЛИ, узел моделирования очередности операций, блок регистрации, элементы И, блоки сравнения, первый вход элемента ИЛИ в блоке моделирования поступления про- изводственного задания является входом запуска устройства, выход элемента ИЛИ через распределитель импуль- сов соединен с первым разрядным вхо- дом дешифратора блока моделирования поступления производственного задания, второй вход дешифратора подключен к выходу .первого блока регистров памяти, вход которого является входом задания сортамента готовых труб устройства, входом задания параметров трубопрессовых установок которого яв- ляетсг вход второго блока регистров памяти, отличающееся тем, что, с целью повышения быстродей- , в него введены узел моделирования процесса редуцирования, состоящий из элементов И и компараторов, распределители импульсов, элементы ИЛИ5 дешифратор, сумматор, узел моделирования процессов прошивки и прессования труб, состоящий из элементов ИЛИ, И, НЕ, блоков сравнения, узел определения размеров инструмента, состоящий из элементов И, элемента НЕ, блока суммирования с постоянным коэффициентомj блоков умножения, элемента ИЛИ и сумматора, узел моделирования очередности операций состоит из блоков сравнения, элементов И, ИЛИ, причем первьй выход дешифратора блока моделирования поступления производственного задания соединен с первым входом первого элемента И, выход которого подключен к второму входу элемента ИЛИ, блока моделирования поступления производственного задания, второй выход дешифратора этого блока соединен с первым входом первого блока сравнения узла моделирования очередности операций, с первым входом элемента И узла моделирования процесса редуцирования и первым входом второго элемента И, выход которого соединен с первым входом первого элемента ИЛИ, выход которого подключен к первому входу сумматора и первому входу первого блока сравнения, выход которого соединен с первым входом второго блока сравнения и первым входом первого блока сравнения узла моделирования процессов прощивки и прессования труб, выход которого подключен к первому входу второго бло- ка сравнения и первому входу первого элемента И этого узла, выход которого соединен с первым входом блока регистрации, третий выход дешифратора блока моделирования поступления производственного задания подключен к цервому входу второго эдемента И узла моделирования процесса редуцирования, к первому входу третьего элемента И и первому входу второго блока сравнения узла моделирования очередности операций, выход Равно ко13
Toporo соединен с первыми входами первого и второго элементов И, а выход Не равно - с первыми входами третьего и четвертого элементов И узла моделирования очередности опера- з ций, выходы второго, третьего и четвертого элементов И этого узла подключены к вх.одам элемента ИЛИ своего узла, выход которого соединен с вторыми входами, второго и третьего элементов И, первым входом второго и третьего элементов ИЛИ и первым входом первого элемента ИЛИ узла моделирования процессов прошивки и прессо129373614
подключены соответственно к первому, второму и третьему входам третьего блока сравнения, выход которого подключен к первому входу седьмого элемента И и к первому входу четвертого блока сравнения, выход Равно которого соединен с вторыми входами первого и седьнрго элементов И, выход седьмого элемента И подключен к вто рому входу первого и первому входу второго элементов И узла определения размеров инструмента, к вторым входам четвертого и пятого блоков сравнения и к второму входу четвертого элеменЮ
вания труб, выход которого соединен с И, выход которого соединен с тревторымн входами первого и второготьим входом блока регистрации, пяблоков сравнения своего узла, вьпсодтый выход дешифратора блока моделиро- Не равно второго блока сравнения
вания поступления производственного задания подключен непосредственно к
этого узла подключен к первому входу
вания поступления производственного задания подключен непосредственно к
четвертого элемента ИЛИ, выход кото- второму входу первого блока умноже- рого через первый распределитель им- ния и через элемент НЕ узла определе- пульсов соединен с первым разрядным ния размеров инструмента - к второму входом дешифратора, первый выход ко- входу второго блока умножения, вторые
.торого подключен к первому входу четвертого элемента И, второму входу второго блока сравнения, первому входу третьего блока сравнения и первому входу первого элемента И узла определения размеров инструмента, причем в этом узле выход первого элемента И через блок суммирования с постоянным |коэффи1щентом соединен с первыми входами блоков умножения, выходы которых подключены к входам элемента ИЛИ, выход которого соединен с первым входом 35 вания очередности операций, выход косумматора, второй вход которого подключен к выходу второго элемента И, выход сумматора соединен с первым входом четвертого блока сравнения, вьпсод которого подключен к второму входу сумматора, выход которого соединен с первьш входом пятого блока сравнения, выход которого подключен к второму входу блока регистрации и
к второму входу четвертого элемента ИЛИ, четвертый выход дешифратора блока моделирования поступления производственного задания соединен с первым входом второго элемента И и через элеторого соединен с первыми входами пятого и шестого элементов И, вторыми входами второго и третьего элементов ИЛИ, вторым входом первого элемента
ИЛИ узла моделирования процессов прошивки и прессования труб и вторыми входами первого и второго элементов И узла моделирования процесса редуцирования, выход первого элемента И
5 этого узла через одноименный компаратор своего узла подключен к второму входу пятого элемента И, выход кото - рого соединен с вторым входом первого элемента ИЛИ, выход второго элемент НЕ - с первым входом третьего 50 мента И узла моделирования процесса элемента И узла моделирования процес- редуцирования через одноименный компаратор .своего блока соед1шен с вторым входом шестого элемента И, выхосов прошивки и прессования труб, причем в этом узле выходы второго и третьего элементов И соединены с входами первого элемента ИЛИ, выход которого подключен к третьему входу первого блока сравнения, выходы четвертого, пятого и шестого элементов И
55
ды третьего и шестого элементов И подключены к входам пятого элемента ИЛИ, выход которого соединен с третьим входом cyMisiaTOpa и вторым входом первого и третьим входом второго
тый выход дешифратора блока моделиро
вания поступления производственного задания подключен непосредственно к
второму входу первого блока умноже- ния и через элемент НЕ узла определе ния размеров инструмента - к второму входу второго блока умножения, вторы
25
30
входы блоков сравнения узла моделирования очередности операций объединены и являются информационным входом устройства, выход Не равно первого блока сравнения узла моделирования очередности операций соединен с вторыми входами второго и четвертого элементов И своего узла, выход Равно первого блока сравнения этого узла подключен к вторым входам третьего и первого элементов И узла моделироторого соединен с первыми входами пятого и шестого элементов И, вторыми входами второго и третьего элементов ИЛИ, вторым входом первого элемента
ИЛИ узла моделирования процессов прошивки и прессования труб и вторыми входами первого и второго элементов И узла моделирования процесса редуцирования, выход первого элемента И
5 этого узла через одноименный компаратор своего узла подключен к второму входу пятого элемента И, выход кото - рого соединен с вторым входом первого элемента ИЛИ, выход второго эле55
ды третьего и шестого элементов И подключены к входам пятого элемента ИЛИ, выход которого соединен с третьим входом cyMisiaTOpa и вторым входом первого и третьим входом второго
блоков сравнения, выход которого подключен к второму входу третьего блока сравнения, третьему входу первого блока сравнения узла моделирования процессов прошивки и прессования тру и второму входу четвертого элемента И этого узла, выход третьего блока сравнения соединен с первым входом пятого элемента И узла моделирования процессов прошивки и прессования труб, выход второго блока регистров- памяти соединен с вторым входом дешифратора, второй выход которого подключен к третьему входу первого элемента ИЛИ, выход которого через второй распределитель импульсов соединен с третьим входом дешифратора, третий выход которого подключен ко второму входу первого элемента И, четвертый, пятый и шестой выходы дешифратора соединены с вторыми входами соответственно второго, третьего и первым входом шестого элeмeнтoL И узла моделирования процессов прошивки и прессования труб, выход Равно вто
рого блока сравнения этого узла соединен с вторыми входами четвертого, пятого и шестого элементов И своего узла, четвертым входом третьего блока сравнения этого узла и вторым входом четвертого блока сравнения своего узла, выход Не равно которого подключен к третьему входу четвертого элемента ИЛИ, выход третьего элемента ИЛИ соединен с третьим входом первого блока сравнения, седьмой выход дешифратора подсоединен к третьему входу второго блока сравнения узла моделирования процессов прошивки и прессования труб, а восьмой выход дешифратора подсоединен к третьему входу четвертого блока сравнения узла моделирования процессов прошивки и прессования труб, второй вход второго элемента И узла определения размеров инструмента связан с девятым выходом дешифратора, десятый выход которого соединен с третьим выходом четвертого . блока сравнения.
0Фиг 1
Фиг.г
Uf.3

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для моделирования технологических процессов изготовления продукции | 1981 |
|
SU1012281A1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| Устройство для решения интегральных уравнений Фредгольма второго порядка | 1985 |
|
SU1295413A1 |
| Устройство для логарифмирования | 1982 |
|
SU1030800A1 |
| Арифметико-логическое устройство двухадресной ЦВМ | 1980 |
|
SU890390A1 |
| Устройство для поиска чисел в заданном диапазоне | 1982 |
|
SU1116426A1 |
| Вычислительный узел цифровой сетки | 1987 |
|
SU1501053A1 |
| Устройство для поиска чисел в заданном диапазоне | 1981 |
|
SU993250A1 |
| Устройство для моделирования многомерных диффузионных процессов | 1980 |
|
SU926684A1 |
| Способ редуцирования труб с натяжением | 1987 |
|
SU1488044A1 |

Изобретение относится к области вычислительной техники и предназначено для построения технологических маршрутов изготовления продукции. Целью изобретения является повышение точности моделирования за счет учета операции редуцирования и более подробного воспроизведения процесса изготовления труб методом прессования. Уст- ройство содержит блок моделирования поступления производственного задания, узел моделирования процессов про- шиЕки труб, узел моделирования процесса редуцирования, узел определения размеров инструмента, распределители импульсов, элементы ИЛИ, дешифратор, сумматор, блоки сравнения. 6 ил. (Л
| Устройство для моделирования задач загрузки оборудования | 1972 |
|
SU437102A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для моделирования технологических процессов изготовления продукции | 1981 |
|
SU1012281A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
