2. Устройство по п, 1, отличающееся- тем, что лоток, для приема секций разделен на отсеки, каждый из которых снабжен заслонками с электромагнитами, а управляющие элементы механизма разбраковки секций электрически соединены с электромагнитами заслонок лотка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1780116A1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| Устройство для изготовления секций конденсаторов | 1978 |
|
SU744755A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| Устройство для намотки секций рулонных конденсаторов | 1984 |
|
SU1265866A1 |
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
| Устройство для изготовления секций конденсаторов | 1978 |
|
SU750589A1 |
1.УСТРОЙСТВО ДЛЯ НАМОТКИ СЕК ЦИЙ КОНДЕНСАТОРОВ, содержащее размещенные на станине смоточные шпин,дели с лентами фольги и диэлектрика лентоведующие ролики лент фольги и диэлектрика, намоточный шпиндель с оправкой, блок контроля емкости. «СЕСОМШЯ ВАШГЙй- ,, блок управления и лоток для приема секций, отличающееся. тем, что, с целью повышения качества готовых изделий, оно снабжено блоком контроля длины последнего витка с установленным на намоточном шпинделе датчиком намотки последнего витка и установленными& лентоведущем ролике ленты диэлектрика датчиком длины последнего витка, и механизмом разбраковки секций с управляющими элементами, причем датчики намотки и длины последнего витка блока контроля последнего витка электрически соединены с .блоками управления и контроля емкости,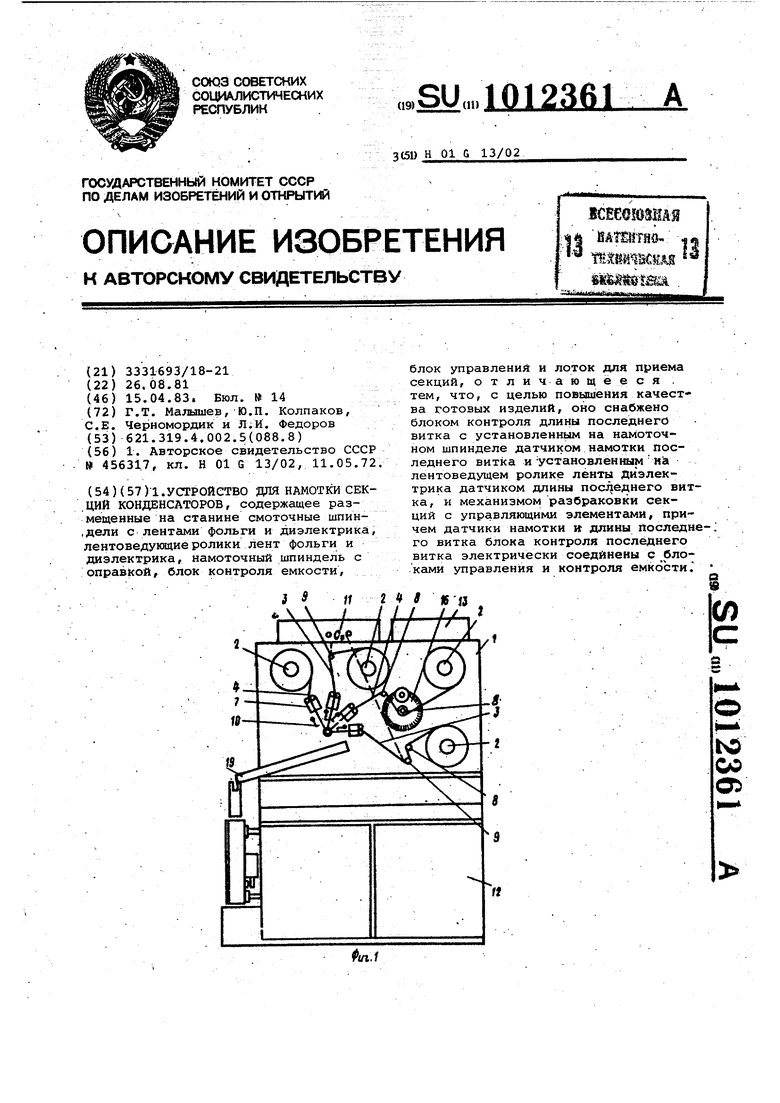
Изобретение относится к технологическому оборудованию для изготоления радиодеталей, в частности для изготовления секций конденсаторов.
Известно устройство для намотки секций конденсаторов, содержащее размещенные на станине смоточные ишиндели с лентами фольги,.и дизлектрика, лентоведущие ролики лён фольги и диэлектрика, намоточный шпиндель с оправкой, блок контроля емкости, блок управления и лоток для приема секций fl 3.
Однако в известном устройстве намотанные секции, имея незначительный разброс по емкости, очень сильно разнятся по диаметру, в результате чего при последующих технических операциях - сплющивания и запекания готовые конденсаторы име ют разброс, по емкости порядка 1015%.
Цель изобретения - повышение качества готовых изделий.
Поставленная цель достигается тем, что устройство, содержащее размещенные на станине смоточные шпиндели с лентами фольги и диэлектрика, лентоведущие ролики.лент фольги и диэлектрика, намоточный шпиндель с оправкой, блок контроля емкости, блок управления и лоток дл приема секций, снабжено блоком контроля длины последнего витка с установленным на намоточном шпинделе неилотки последнего витка и установленным на лентоведущем ролике ленты диэлектрика датчиком длины последнего витка, и механизмом разбраковки секций с управляющими элементами, причем датчики намотки и длины последнего витка блока контроля последнего витка электрически соединены с блоками управления и контроля емкости.
Кроме того, лоток для приема секций разделен на отсеки, каждый из которых снабжен заслонками с электромагнитами, а управляющие элементы механизма, разбраковки секций электрически соединены с электромагнитами заслонок лотка.
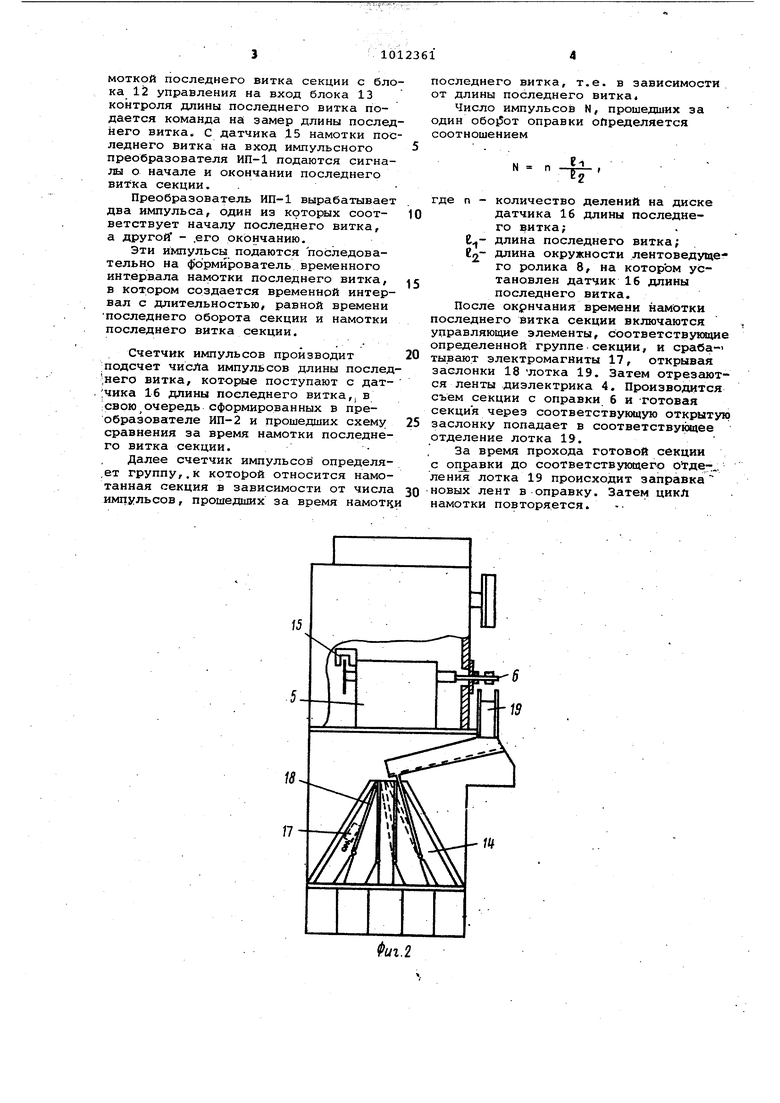
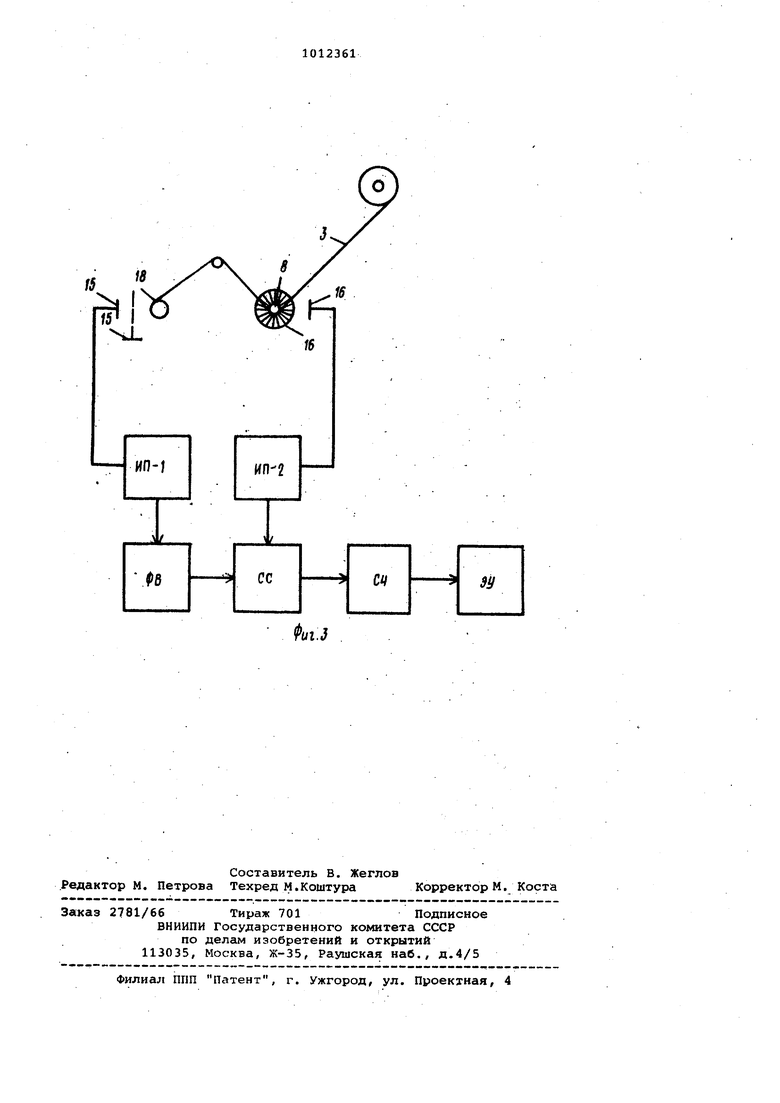
На фиг. 1 изображено предлагаемое устрой.ство; на фиг, 2 - то же, вид сбоку; на фиг. 3 - структурная
схема блока контроля длины последнего витка секции.
Устройство состоит из станины 1 и установленных на ней смоточных шпинделей 2 с рулонгини фольги 3 и диэлектрика 4, намоточного шпинделя 5 с оправкой 6, механизмов 7 заправки лент в оправку 6, лентоведущих роликов 8, контактных роликов 9, механизмов 10 отрезки лент/ блока 11 контроля емкости, к клеммам которого подключены контактные ролики 9, блока 12 управления, блока 13 контроля длины последнего витка и механизма 14 разбраковки намотанных секций на группы по длине последнего витка. .
При этом в состав блока 13 контроля длины последнего витка входят установленный на намоточном шпинделе 5 датчик 15 последнего витка и установленный на Лентоведущем ролике 8 лент диэлектрика датчик 16 длин последнего витка.
Кррме того, блок 13 контроля длины последнего витка включает в себя импульсные преобразователи ИП-1 и ИП-2, к входам которых подключены датчики 15 и 16, формирователь временного интервала намотки последнего витка, схема совпадения и счетчик импульсов, а механизм 14 разбраковки секций на группы включает в себя управляющие .элементы, в цепь которых включены электромагниты 17 установленные на заслонках .18 лотка 19.
Устройство работает следующим образом.
Механизмы 7 заправки лент заправляют концы лент фольги 3 и диэлектрика 4 в оправку 6, при вращении которой наматывается секция конденсатора, причем одна из лент диэлектрика 4 вращает лентоведущий ролик 8 с диском датчика 16 длины последнего витка.
При достижении Нё1матываемой секции заданной емкости блок 11 контролй емкости выдает команду на отрезку лент фольги 3 механизмам 10 отрезки лент.
Происходит отрезка лент фольги 3 В дальнейшем наматываются только .ленты диэлектрика 4. Одна из лент диэлектрика вращает диск датчика 16 длины последнего витка. Перед намоткой последнего витка секции с бло ка 12 управления на вход блока 13 контроля длины последнего витка подается команда на замер длины послед него витка. С датчика 15 намотки пос леднего витка на вход импульсного преобразователя ИП-1 подаются сигналы о начале и окончании последнего витка секции. . Преобразователь ИП-1 вырабатывает два импульса, один из которых соответствует началу последнего витка, а другой - .его окончанию. Эти импульсы подаются последовательно на формирователь временного интервала намотки последнего витка, в котором создается временной интервал с длительностью, равной времени последнего оборота секции и намотки последнего витка секции. Счетчик импульсов производит подсчет числа импульсов длины послед 1него витка/ которые поступают с дат;чика 16 длины последнего витка,, в свою,очередь сформированных в преобразователе ИП-2 и прошедших схему сравнения за время намотки последнего витка секции. далее счетчик импульсов определя,ет группу,,к которой относится намотанная секция в зависимости от числа импульсов, прошедших за время намотк
15 оследнего витка, т.е. в зависимости т длины последнего витка Число импульсов N, прошедших за дин o6oi5oT оправки определяется оотношением де п - количество делений на диске датчика 16 длины последнего эитка; Ц- длина последнего витка; Ип- длина окружности лентоведущего ролика 8, на котором установлен датчик 16 длины последнего витка. После окрнчания времени намотки последнего витка секции включаются управляющие элементы, соответствуквдие определенной группе секции, и сраватывают электромагниты 17, открывая заслонки 18 -лотка 19. Затем отрезаются ленты диэлектрика 4. Производится съем секции с оправки 6 и Готовая секция через соответствующую открытую заслонку попадает в соответствующее отделение лотка 19. За время прохода готовой секции с оправки до соответствующего огде-.: ленйя лотка 19 происходит заправка новых лент в оправку. Затем цикл намотки повторяется. -
Mi:j
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для намотки секций конденсаторов | 1972 |
|
SU456317A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
