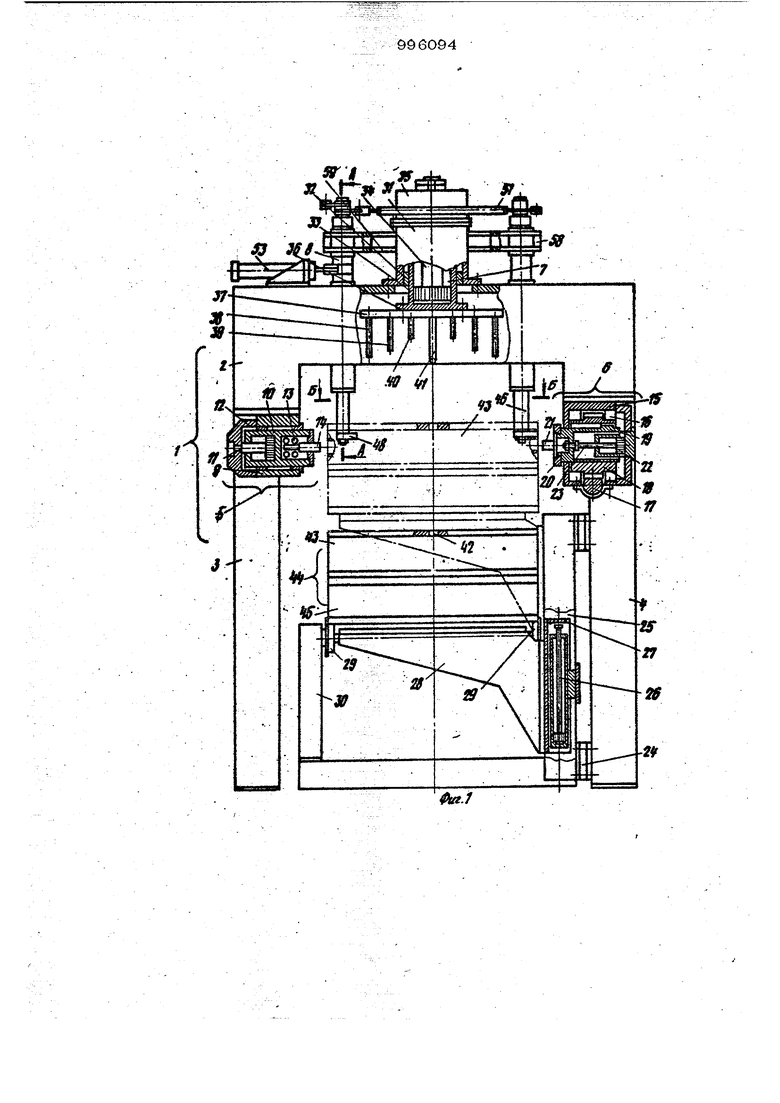
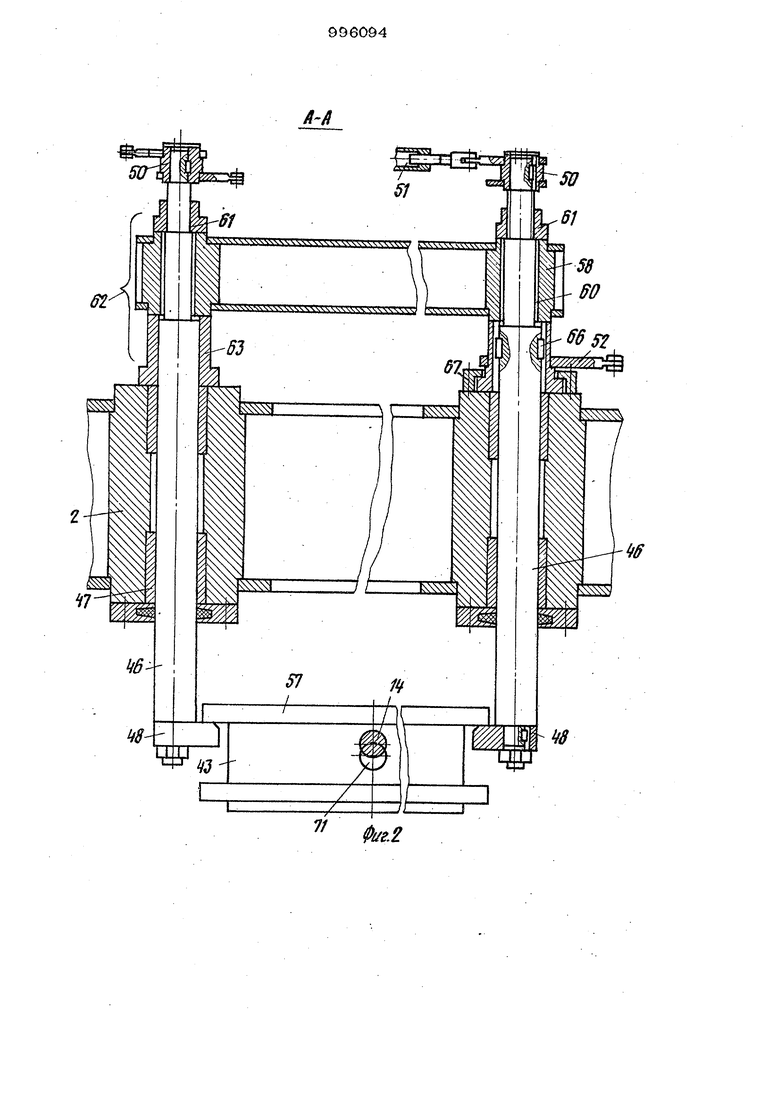
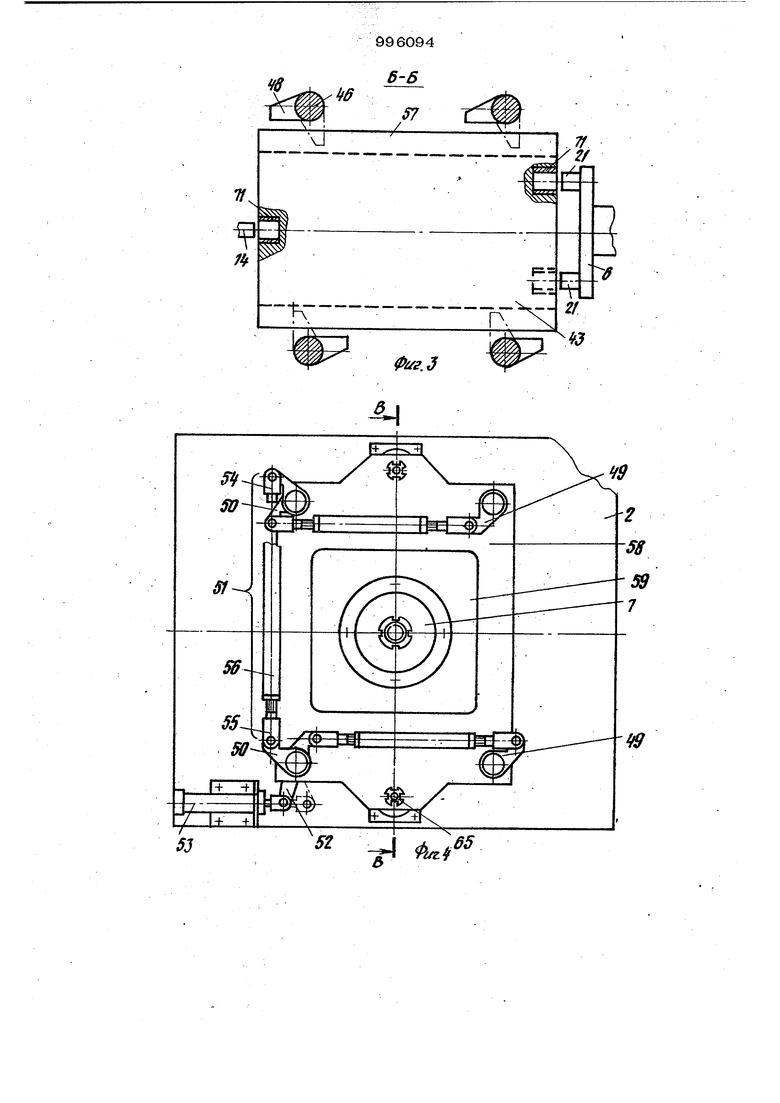
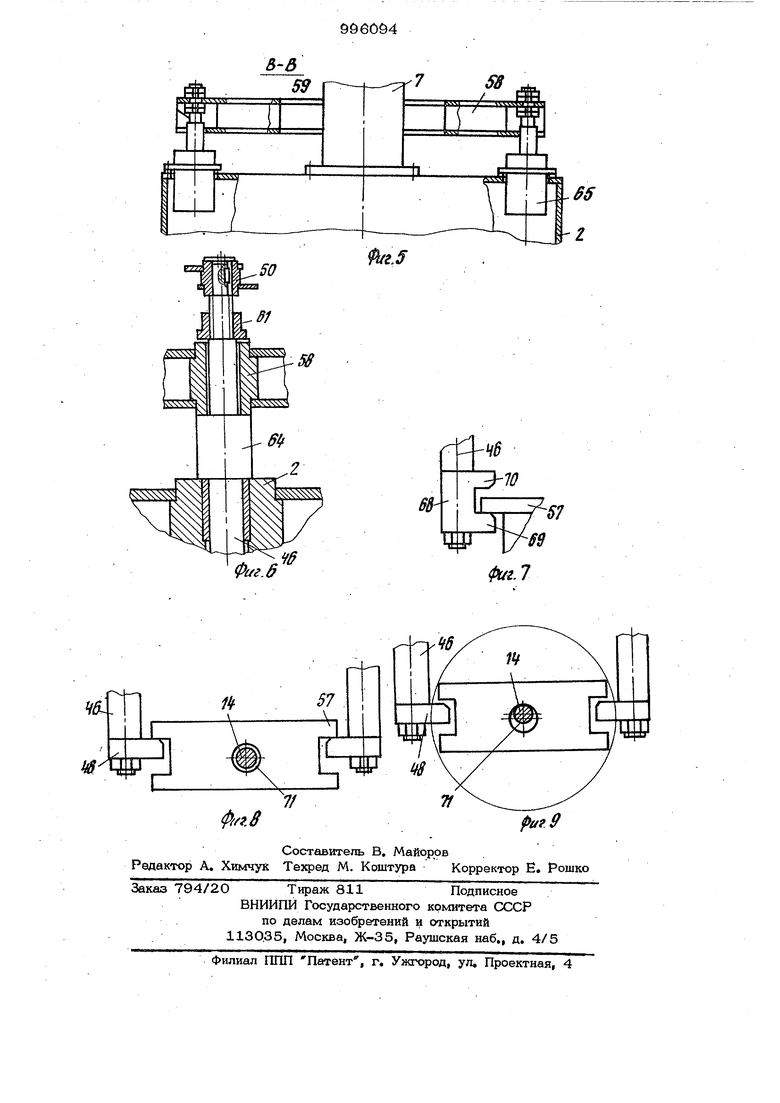
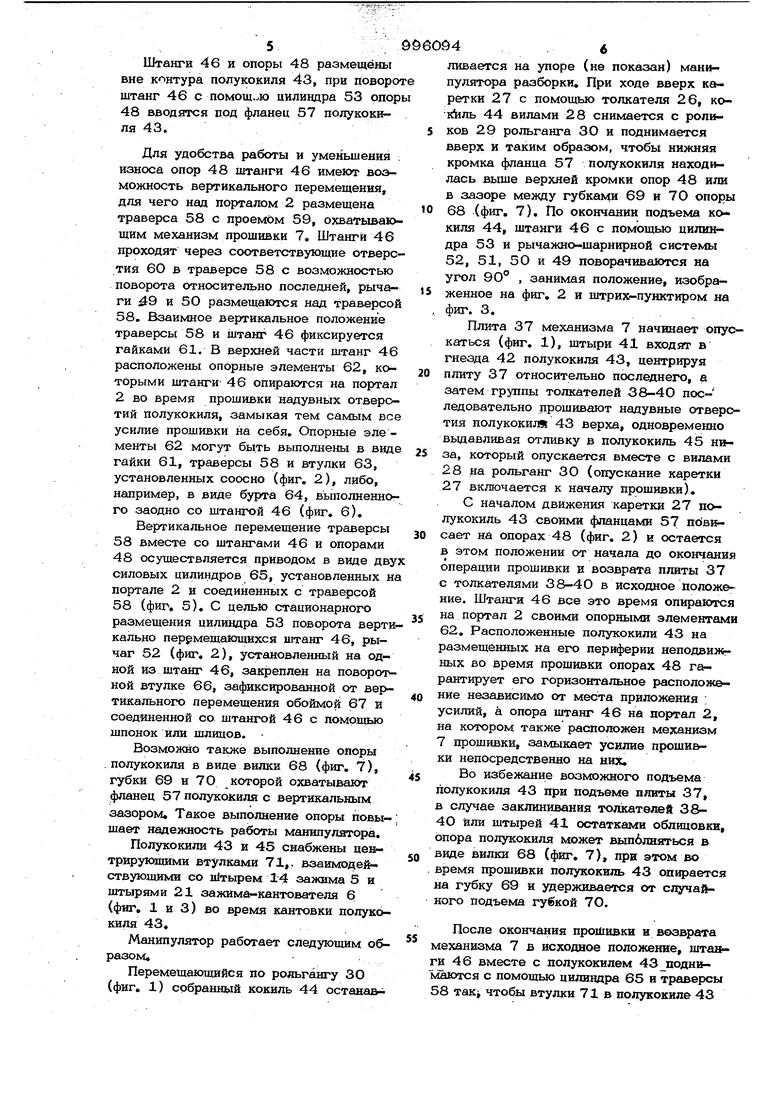
1: . Изобретение относитея к литейному производству, а именно к производству точных заготовок литьем в облицовйаины кокили на автоматических линиях. Известен манипулятор разборки обпицованных кокилей, включающий устайоаленныё на станине зажимы и кантователь полукокиля, механизм прошивки надувных отверстий полукокиля с подвижной плитой толкателей, подъемник кокиля и устройство фиксации горизонталь-ного положения полукокиля во время прошивки надувных отверстий 13 , Недостатками известного манипулянтора 5ШЛ51ются ненадежность и недолговечность устройства для фиксации горизонтального положения полукокиля вследствие наличия большого количества шарнирных соединений; испытывающих значительные нагрузки во время прошивк надувных отверстий, и значительных нагрузок во время прошивки на трайспо у ные механизмы .зажима и кантовки. Цель изобретения - повышение эффективности очистки надувных отверстий полукокиля и увеличение надежности работы манипулятора. Поставленная цель достигается тем, что в манипуляторе разборки облицованных кокилей, содержащем установленные на станине портального типа зажимы в кантователь полукокиля, механизм прошивки надувных отверстий полукокиля с подвижной плитой толкателей, подъек никкокиля и устройство фиксации горизонтального положения полукоккля во время прсшивки надувных отверстий, устройство фиксации гч ризонтального положения полукокилё выполнено в виде вертикальных штанг, имеющих на нижнем конце опоры для полукокиля, привода поворота штанг вокруг своей оси, связанного посредством системы рычагов и тяг с верхними концами штанг, и опорных элементов, взаимодействующих со станиной. Кроме того, манипулятор снабжен траверсой, установленной над станиной и выполненной с проемом для раэмещания механизма прошивки, и приводом вер тикального Перемещения траверсы, при этом верхние концы вертикальных штанг раэмешень в траверсе. При этом привод поворота вертикальных штанг жестко закреплен на станине, а связанный с ним рычаг закреплен на поворотной втулке, зафиксированной от осевого перемещения и соединенной с соответствующей штангой посредством шпонок или шлицов, опоры попу кокиля выполнены в виде вилок, охватывающих фланец попукокиля, тяги выполнены в ви вилок, охватывающих фланец в виде полу кокиля, тяги выгюлнены регулируемыми по длине, На фиг. 1 схематически изображен предлагаемый манипулятор, общий вид; (частичный разрез); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1, на фиг. 4 - манипулятор вид в плане; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - опорный элемент штанги, вариант выполнения; на фиг. 7 опора полукокиля, вариант выполнения; на фиг. 3 и 9 взаимное положение по лукокиля и элементов манипулятора на . различных этапах технологического процесса. Манипулятор состоит из станины 1, включающей портал 2, опирающийся на колонны 3 и 4, К поргапу 2 поавешены приводные за Жим 5 и зайшм-кантовател 6. На портале 2 установлен механизм 7 прошивки надувных отверстий верхнего полукокилй и устройство 8 для фиксации горизонтального положения полукокиля во время прошивки. Зажим 5 состоит из корпуса 9, в ко тором расположена гильза 10 цилиндра, имекчцая возможность поступательнохх) перемещения относительно корпуса 9. Шток 11 цилиндра закреплен в крышке 12 корпуса 9. На свободном конце гильзы 10 выполнена расточка, в которой на подшипниках 13 установлен шты 14. Зажим-кантователь 6 сСютоит из корпуса 15, в котором на втулках 16 установлено поворотно с помощью реечного гидроцилиндра 17 зубчатое колесо 18 с пинолью 19, на переднем конце к торой установлена траверса 2О с двумя штырями 21. Пиноль 19 может поступательно перемещаться с помощью встр енного в корпус 15 гидроцилиндра 22, ШТОК 23 которого свободно связан с пинолью 19. К колонне 4 с помощью регулировочных прокл.адок 24 крепится шахта 25, подъемника, по которой с -помощью гидравлического толкателя 26 перемещается каретка 27 с вилами 28, раЬположе ными между роликами 29 рольганга 30, Механизм 7 прошивки состоит из установленного на портале 2 корпуса 31, во втулках 32 которого перемещается гильза 33 гидроцилиндра. Шток 34 гидроцилиндра закреплен в колпаке 35, привернутом к корпусу 31. К фланцу 36 гильзы 33 подвешена- прошивная плита 37 с набором толкателей, например, 38-40, размещенных в соответствии с расположением надувных отверстий прошиваемо1Ю полукокиля. Толкатели 38- 40 вьшолнены разной длины, что гарантирует вступление в работу очередной группы толкателей лишь после того, как предыдущая группа выталкивает пробки из соответствующих ей надувных отверстий, за счет чего удается снизить общее усилие прошивки. На плите 37 установлены также штыри 41, нижняя кромка которых находится ниже торцов самых длинных толкателей 38. С помощью штырей 41, входящих в специальные гнезда 42 полукокиля 43, осуществляется центрирование плиты 37 относительно полукокиля. Собранный кокиль 44 и его элементы - полукокиль 43 верха и полукокиль 45 низа транспортируются в зону действия манипулятора и из нее с помощью рольганга ЗО. Устройство 8 для фиксации горизонтального положения полукокиля состоит из вертикальных штанг 46, смонтированных, с возможностью поворота во втулках 47 портала 2. Штанги 46 размещены по периферии полукокиля 43, на нижних концах штанг 46 жестко закреплены опоры 48 полукокиля, а на верхних концах - рычаги 49 0 50 причем рычаги 50 вьшолнены двуплечими. Рычаги 49 и 50 шарнирно соединены между собой тягами 51, а одна из штанг 46 снабженадополнительным рычагом 52, шарнирно соединенным со штоком силового цилиндра 53, размещенного на портале 2. Тяги 51 для удобства настройки выполняются регулируемыми по длине и включают вилки 54 и 55 с левой и правдой резьбой соответственно, и соединительную муфту 56. Штанги 46 и опоры 48 размещены вне контура полукокиля 43, при поворо штанг 46 с помощ.ю цилиндра 53 опор 48 вводятся под фланец 57 полукокйля 43. Для удобства работы и уменьшения износа опор 48 штанги 46 имеют возможность вертикального перемещения, для чего над порталом 2 размещена траверса 58 с проемом 59, охватывающим механизм прошивки 7. Штанги 46 проходят через соответствующие отверс тия 60 в траверсе 58 с возможностью поворота относительно последней, рычаги 9 и 5О размещаются над траверсой 58. Взаимное вертикальное положение траверсы 58 и штанг 46 фиксируется гайками 61. В верхней части штанг 46 расположены опорные элементы 62, которыми штанги 46 опираются на портал 2 во время прошивки надувных отверстий полукокиля, замыкая тем самым все усилие прошивки на себя. Опорные элементы 62 могут быть выполнены в вид гайки 61, траверсы 58 и втулки 63, установленных соосно (фиг. 2), либо, например, в виде бурта 64, выполненного заодно со штангой 46 (фиг. 6), Вертикальное перемещение траверсы 58 вместе со штангами 46 и опорами 48 осуществляется приводом в виде дву силовых цилиндров 65, установленных н портале 2 и соединенных с траверсой 58 (фиг, 5). С целью стационарного размещения цилиндра 53 поворота верти кально перемещающихся штанг 46, рычаг 52 (фиг. 2), установленный на одной из штанг 46, закреплен на поворотной втулке 66, зафиксированной от вертикального перемещения обоймой 67 и соединенной со штангой 46 с помощью шпонок или шлииов. Возможно также выполнение опоры полукокиля в виде вилки 68 (фиг. 7), губки 69 и 70 которой охватывают фланец 57 полукокиля с вертикальным зазором. Такое выполнение опоры повышает надежность работы манипулятора. Полукокили 43 и 45 снабжены центрирующими втулками 71,- взаимодействующими со Ытырем 14 зажима 5 и штырями 21 зажима-кантователя 6 (фиг, 1 и 3) во время кантовки полукокиля 43, Манипулятор работает следующим образом. Перемещающийся По рольгангу ЗО (фиг, 1) собранный кокиль 44 остана& ливается на упоре (не показан) манипулятора разборки. При ходе вверх каретки 27 с помощью толкателя 26, кок5аль 44 вилами 28 снимается с рюликов 29 рольганга ЗО и поднимается вверх и таким образом, чтобы нижняя кромка фланца 57 полукокиля находилась выше верхней кромки опор 48 или в зазоре между губками 69 и 7О опоры 68 (фиг, 7). По окончании подъема кокиля 44, штанги 46 с помощью цилиндра 53 и рычажно-шарнирной системы 52, 51, 50 и 49 поворачиваются на угол 90° , занимая положение, изображенное на фиг, 2 и штрих-пунктиром на фиг. 3. Плита 37 механизма 7 начинает опускаться (фиг, 1), штыри 41 входят в гнезда 42 полукокиля 43, центрируя плиту 37 относительно последнего, а затем группы толкателей 38-40 последовательно прошивают надувные отверстия полукокилк 43 верха, одновременно вьщавливая отливку в полукокиль 45 н№за, который опускается вместе с вилами 28 на рольганг ЗО (опускание каретки 27 включается к началу прошивки). С началом движения каретки 27 полукокиль 43 своими фланцами 57 п6в№сает на опорах 48 (фиг. 2) и остается в этом положении от начала до окончания операции прошивки и возврата плиты 37 с толкателями 38-40 в исходное положение. Штанги 46 все это время опираются на портал 2 своими опорными элементами 62. Расположенные полукокили 43 на размещенных на его периферии неподвижг ных во время прошивки опорах 48 гарантирует его горизонтальное расположение независимо от места приложения усилий, а опора штанг 46 на портал 2, на котором также расположен механизм 7 прошивки, замыкает усилие проши&ки непосредственно на них, Во избежание возможного подъема полукокиля 43 при подъеме плиты 37, в случае заклинивания толкателей 3840 или штырей 41 остатками облицовки, опора полукокиля может выпблняться в виде вилки 68 (фиг, 7), при этом во время прошивки полукокиль 43 опирается на губку 69 и удерживается от случайного подъема губкой 7О. После окончания прошивки и возврата еханизма 7 в исходное положение, 46 вместе с лолукокилем 43 подн1ь. аются с помощью цилиндра 65 и траверсы 8 так чтобы втулки 71 в полукокиле 43 устанавливались соосно со штырями 14 и 21 зажимов 5 и 6, после чего штыри 14 и 21 входят во втулки 71 (фиг. 8) с ра диалыцыми зазорами. После ввода штырей 14 и 21, штанги 46 с помощью цилиндров 65 и траверсы 58 опускаются в исходное положение, при этом полукокиль 43 зависает на штырях 14 и 21, а между флан цем 57 и опорами 48 (либо фланцем 57 и губками 69 и 7О) образуется зазор. Взаимное положение полукокиля И элементов манипулятора в этом положении показано на фиг, 9. После окончания опускания штанг 46, последние с помощью цилиндра 53 поворачиваются в исходное положение (фиг. 1 и 3) без трения о фланец 57 .иолукокиля 43, освобождая последний. После возврата штанг 46 в исходное положение и ухода по рольгангу полукокиля 45, полу-° кокиль 43 верха с помощью цилиндра 17 (фиг, 1), зубчатого колеса 18 и траверсы 20 кантуется на 180° разъемом вверх. По окончании кантовки каретка 27 поднимается вверх на полный ход, вилы 28 подхватывают полукокиль 43, штыри 14 и 21 выводятся из его втулок 71 и полукокиль верха разъемом вверх опускается,|На рольганг 30, которым транопортируется за пределы манипулятора, Таким образом, предложенный манип лятор, обеспечивая совмещение в одном механизме операций разборки кокиля, прошивки надубных отверстий в его вер ней половине и последующей ее кантовк позволяет со1фатить производственные площади и упростить структуру автомат ческой линии, в которую встраивается манш1ул51тор, а также увеличить надежность работы и эффективность очистки при значительном тхрощении конструкци в сравнении с известными манипуляторами аналогичного назначения, Формула изобретения 1, Манипулятор разборки облицованн кокилей, содержащий установленные на станине портального типа зажимы и ка№тователь полукокиля, механизм прошивки надувных отверстий полукокиля с подвижной плитой толкателей, подъемник кокиля и устройство фиксации горизонтальноного положения пояукокиля во время прошивки надувных отверстий, отличающийся тем, что, с целью повышения эффективности очистки надувных отверстий полукокиля и увеличения надежности работы манипулятора, устройство фиксации горизонтального положения полукокиля выполнено в виде вертикальных штанг, имеющих на нижнем конце опоры для полукокиля, привода поворота штанг вокруг своей оси, связанного посредством системы рычагов и тяг с верхними концами штанг, и опорных элементов, взаимодействующих со станиной, . 2. Манипулятор по п,1, отличающийся тем, что устройство фиксации горизонтального положения полукокиля снабжено траверсой, установленной под станиной и выполненной с проемом для размещения механизма прошивки, и приводом вертикального перемещения траверсы, при этом верхние концы вертикальных штанг размещены в траверсе. . 3.Манипулятор по п, 1, о т л и ч а ю щ и и с я тем, что, привод поворота вертикальных штанг жестко закреплен на станине, а связанный с ним рычаг закреплен на поворотной втулке, зафиксированной от осевого перемещения и соединенной с соответствующей штанхчзй посредством шпонок или шлицов, 4.Манипулятор по п,1, отличающийся тем что, опоры полукокиля выполнены в виде вилок, охватываю.Щих фланец полукокиля, 5.Манипулятор по я, 1, о т л и ч а ю щ и и с я тем, что тяги выполнены регулируемыми по длине. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 740405, кл, В 22 В 33/04, 1975,
44f
ifd 6-6
57
Tt.
Ify
Jr
i t
txФ.З /
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор для разборки облицованных кокилей | 1990 |
|
SU1763086A1 |
| Манипулятор разборки облицованных кокилей | 1975 |
|
SU740405A1 |
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
| Устройство для разборки и очистки облицованных кокилей с горизонтальным разъемом | 1979 |
|
SU859022A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБЛИЦОВКИ НА КОКИЛИВ ГМ SФ01Щ внш^^рт^е | 1973 |
|
SU420388A1 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| Кокильный станок | 1976 |
|
SU609594A1 |
| Машина для нанесения облицовки на кокили | 1973 |
|
SU474392A1 |
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |