Изобретение относится к устройствам для гибки труб с местным нагревом деформируемого сечения в особенности с малыми радиусами гибки, в частности, тонкостенных труб. Известен станок для гибки труб, содержащий смонтированные на станине механизм продольной нодачи трубы, направляющие ролики, индуктор для нагрева, гибочный механизм в виде свободно установленного на оси гибочного колеса с тормозом и зажимом трубы и взаимодействующего с колесом отклоняющего ролика, неподвижно закрепленного на станине 1. Однако утонение стенок нри гибе составляет значительную величину и имеет место овальность трубы. Цель изобретения - повыщение качества гибки путем уменьщения овальности и утонения стенки трубы. Поставленная цель достигается тем, что в станке для гибки труб, содержащем смонтированные на станине механизм продольной нодачи трубы, направляющие ролики, индуктор для нагрева, гибочный механизм в виде свободно установленного на оси гибочного колеса с тормозом и зажимом трубы и взаимодействующего с колесом отклоняющего ролика, неподвижно закрепленного на станине, гибочный механизм снабжен закрепленным на гибочном колесе соосно с ним роликом, а на станине перпондикулярно продольной оси станка смонтирована направляющая ролика, при этом тормоз размепден в плоскости индуктора в зоне между осью индуктора и осью гибочного колеса. На фиг. 1 - станок при гнутье труб относительно больщим радиусом гиба; на фиг. 2 - станок при гнутье труб на малый радиус гиба. На станине 1 смонтирован механизм продольной подачи 2, направляющие ролики 3 и направляющая 4, расположенная перпендикулярно продольной оси станка. Гибочный механизм состоит из установленного на столе 5 гибочного колеса 6 с соосно закрепленным на нем роликом 7, тормозным устройством 8, взаимодействующим с гибочным колесом в зоне расположения индуктора 9 и отклоняющего ролика 10. Гибочный .механизм имеет устройство 11 для настройки на радиус гиба, а гибочное колесо - механизм зажима 12 трубы. Устройство 11 и механизм зажима 12 трубы настраиваются на заданный радиус гиба .механизмом 3. Буквами обозначены S - усилие продольной подачи; F - тормозное усилие; Р, .4 и В - реакции отклоняющих и направляющих роликов; Q и N - составляющие усилия Р; Rr -- радиус гиба; RT- расстояние от оси гибочного колеса до тор.чоза. Станок работает следующим образом. Неред установкой трубы в станок с помощью устройства 11 и механизма 13 устанавливают стол 5 с гибочным колесом 6 и- механизмом зажима 12 трубы на требуемый радиус гиба трубы. При малых радиусах гиба это соответствует положению, показанному на фиг. 2. После укладки трубы в станок ее зажимают тисках (пе обозначены) каретки продольной подачи 2 и в направляющих роликах 3 и проталкивают через индуктор 9 в механизм зажима 12 гибочного колеса. Включают индуктор 9 и осуществляют нагрев трубы. Для гнутья труб перед включением индуктора 9 кареткой продольной подачи 2 отводят трубу вместе с гибочным колесом 6 до появления зазора между гибочным колесом и отклоняющим роликом 10. При. продольном перемещении трубы продольное усилие (усилие подсадки) S воспринимается отклоняющим роликом 10, создающим одновременно перерезывающую силу Q, роликом 7 и тормозным устройством 8. Необходимая величина подсадки в зависимости от радиуса гиба и допустимой величины утонения стенки может быть получена как за счет изменения величины усилия, так и за счет изменения величины Rv(M..l,OR-ERj где Ry - радиус гибочного колеса; ГЛн - изгибающий момент; N - составляющая усилия Р; Rr - радиус гиба. при этом с уменьшением величины радиуса гиба подсадка будет возрастать при постоянном значении тормозного усилия F, что обеспечивает получение крутых гибов с допустимым утонением стенки, а снижение значения перерезывающей Q обеспечивает уме 1ьп1ение овальности в гибах труб. Предлагаемый станок позволит снизить перерезывающие усилия, действующие на трубу в направляющих роликах, зажиме каретки продольной подачи и деформируемом под индуктором сечении, что уменьщает овальность гибов, а также обеспечивает возможность неограниченно из.менять отнощение между величиной изгибающего момента и усилием подсадки (). что позволяет осуществлять гибку трубы па малые радиусы гибов без существенного утонения.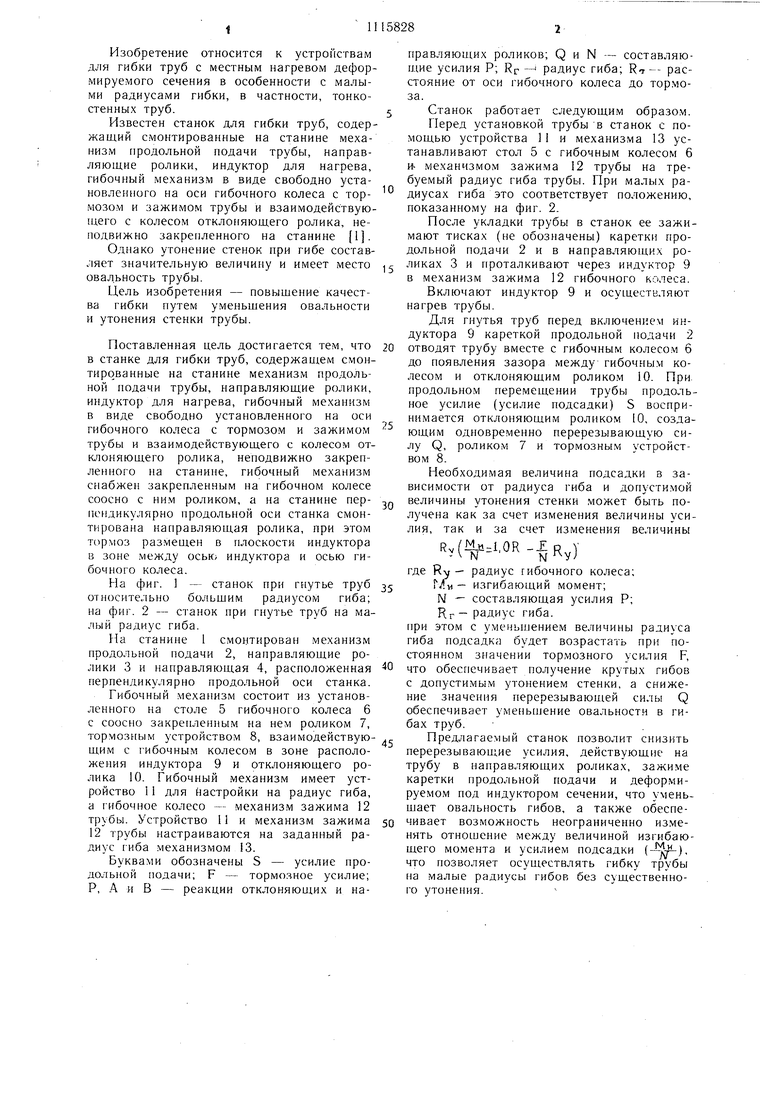
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК_,-..-л.. -г^.ц4Я бСЬОч,-.->&-^^_ ., р|Иьй1ЙО'Т11'>&:^ - "-^"iш^ •Jstsu" ^"•'•- - _ i bvi &,• •' -' | 1973 |
|
SU368902A1 |
| Способ гибки труб | 1984 |
|
SU1250349A1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| Трубогибочный станок с индукционным нагревом | 1981 |
|
SU984564A1 |
| Станок для гибки труб с одновременной осадкой и нагревом твч | 1972 |
|
SU467555A1 |
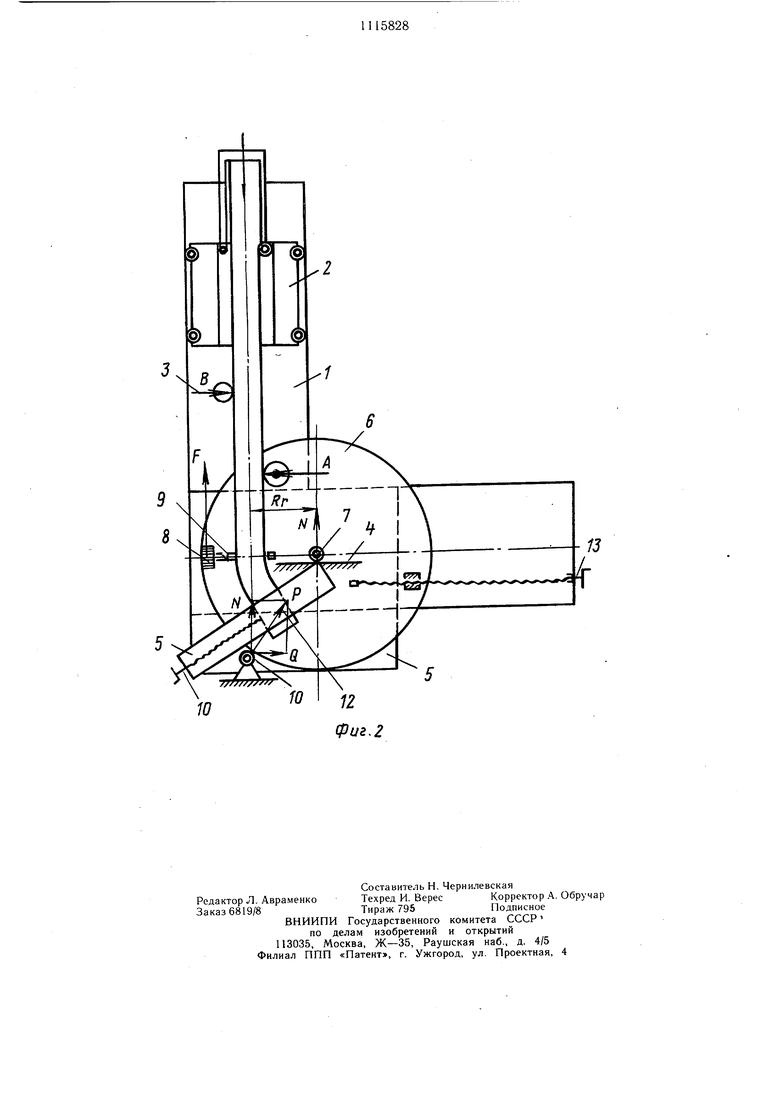
СТАНОК ДЛЯ ГИБКИ ТРУБ, содержащий смонтированные на станине механизм продольной подачи трубы, направляющие ролики, индуктор для нагрева. гибочный механизм в виде свободно установленного на оси гибочного колеса с тормозом и зажимом трубы и взаимодействующего с колесом отклоняющего ролика, неподвижно закрепленного на станине, отличающийся тем, что, с целью повышения качества гибки путем уменьшения овальности и утонения стенки трубы, гибочный механизм снабжен закрепленным на гибочном колесе соосно с ним роликом,.а на станине перпендикулярно продольной оси станка смонтирована направляющая ролика, при этом тормоз размещен в плоскости индуктора между осью индуктора и осью гибочного колеса. (Л ел 00 ю 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для гибки труб | 1970 |
|
SU502679A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
