Изобретение относится к обработке металлов давлением, в частности к гибке труб с нагревом ТВЧ деформируемого сечения, и может быть использовано при изготовлении гнутых участков трубопроводов.
Цель изобретения - повышение качества изогнутых труб за счет предотвращения гофрообразования.
На чертеже представлена схема гибки.
Трубу 1 устанавливают в направляющих роликах 2 станка и пропускают через ин- дуктор 3. Отклоняющий ролик 4 доводят до сопри косновения с трубой 1 и включают продольную подачу трубы 1 со скоростью Vnp, одновременно или чуть позже включают поперечную подачу отклоняющего ролика 4 с постоянной скоростью Уп, равной (0,5-0,6) Vnp, по достижении углов загиба трубы 1, равных углу гибки р 45-60° поперечную подачу Vn отключают и продолжают процесс при наличии только продольной подачи (стационарный этап).
В начале процесса гибки, когда продольное усилие имеет наименьшую величину, радиус гиба трубы больще заданного, что позволяет избежать гофрообразования и обеспечить меньшее по сравнению с известным способом утонение стенки в начале гиба. В дальнейщем постоянная скорость перемещения отклоняющего ролика 4 приводит к уменьшению радиуса гиба и одновременному возрастанию продольного усилия, а при достижении угла загиба а, равного углу гибки р (начало стационарного периода гибки), величина радиуса гиба становится меньше заданной величины и остается примерно равной до конца процесса при максимальном значении продольного усилия.
Среднее значение радиуса гиба при этом обеспечивается равным заданной величине радиуса.
С точки зрения оценки качества гибов по предлагаемому способу получение переменного по длине радиуса гиба не имеет существенного значения, поскольку основными критериями контроля качества гибов яв
ляется угол между торцами труб и состояние поверхности.
Наилучшие результаты получены при скорости отклоняющего ролика 4, равной (0,5-0,6) величины продольной скорости трубы 1.
Пример. Необходимо согнуть трубу 0159х Хб мм из стали 08Х 18Н10Т с радиусом гиба 250 мм на угол 90°. Гибка осуществляется на станке ТГС-300 с радиусом отклоняющего ролика мм.
Трубу устанавливают в станок, закрепляют в каретке продольной подачи и направляющих роликах.
Устанавливают скорость продольной подачи (скорость гибки) Кпр потенциометром электропривода, равную 0,6 м/с, а скорость отклоняющего ролика l/non 0,6Vnp, 0,36 мм/с.
Расстояние LO от индуктора до отклоняющего ролика устанавливают равным 275 мм и продвигают трубу через индуктор на расстояние не менее 275 мм.
Подводят отклоняющий ролик до соприкосновения с трубой, включают нагрев и по достижении нагрева трубы до температуры 1050°С включают спрейерное охлаждение трубы и продольную подачу станка. Спустя I-2 мин, когда нагрев и охлаждение трубы под индуктором стабилизируется, включают подачу отклоняющего ролика с постоянной скоростью 0,36 мм/с, под действием которого осуществляется изгиб трубы. По достижении начала гиба на трубе отклоняющего ролика его перемещение останавливают и догибают трубу до заданного угла загиба при неподвижном отклоняющем ролике. Так как в начале гиба расчетное значение мм вместо 250 мм, это обеспечивает получение гибов без гофр в начале гиба и с меньшим утонением стенки.
Предлагаемый способ позволяет, кроме того, отказаться от изготовления специальной оснастки - радиусных удлинителей и соответствующих им отклоняющих роликов, автоматических радиусоугломеров для крутой гибки труб.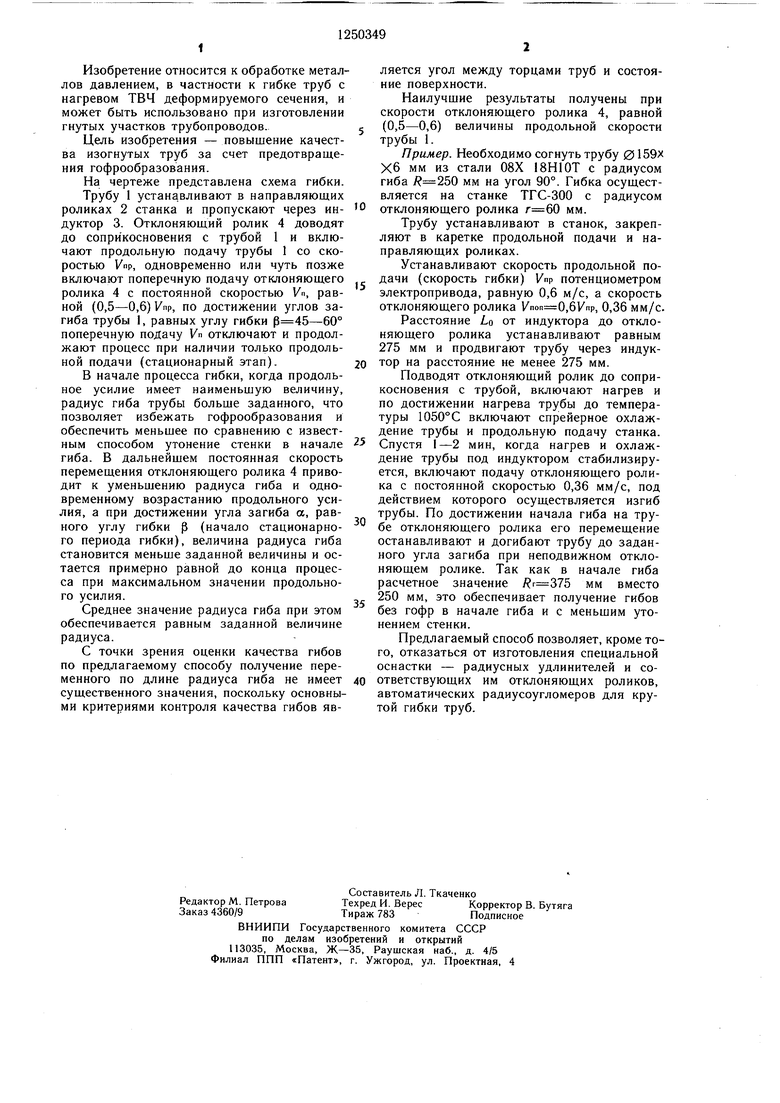
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубопроводов с криволинейными участками | 1981 |
|
SU1013020A1 |
| Станок для гибки труб | 1975 |
|
SU1115828A1 |
| Станок для гибки труб | 1980 |
|
SU963605A2 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Трубогибочный станок с индукционным нагревом | 1981 |
|
SU984564A1 |
| Гибочный орган трубогибочного станка | 1973 |
|
SU463497A1 |
| Устройство для управления процессом изгибания трубы на трубогибочном станке | 1957 |
|
SU115441A2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Станок для гибки труб | 1970 |
|
SU441067A1 |

| Способ гибки труб на малый радиус | 1971 |
|
SU457260A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гальперин А | |||
| И | |||
| Машины и оборудование для изготовления криволинейных участков трубопроводов-М.: Недра, 1983, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
