Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки труб на станках с местным нагревом деформируемого сечения, работающих на схеме с отклоняющим (нажимным) роликом, и может быть использовано для крутой гибки труб на существуквдем оборудовании во всех отраслях народного хозяйства.
Из основного изобретения по авт.св. № 441067, известен станок для гибки труб с местным нагревом деформируемого сечения, содержащий сдвоенный радиусный удлинитель с откидной сдвоенной направляющей и сдвоенный кронштейн с отклоняющим роликом. Этот станок явля;ется наиболее близким по технической сущности и достигаемому результату к предлагаемому.
Недостатком такой конструкции станка является невозможность получать гибы с углом загиба больщим 90 .
Цель изобретения - обеспечение гибки на угол более 90°.
С этой целью в станке для гибки труб по авт.св. № 441067 отклоняющий ролик снабжен жестко связанным и соосно установленным-с ним сектором с рабочим ручьем по профилю изгибаемой трубЫ.
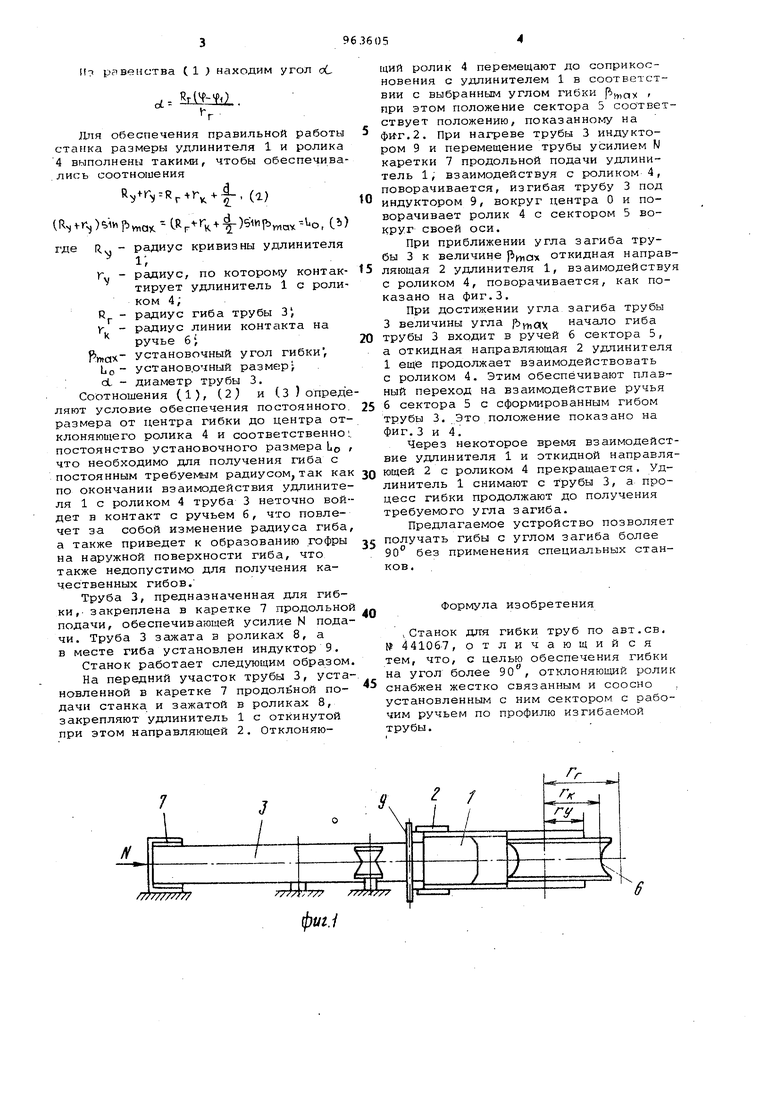
На фиг.1 изображен станок в положении начала процесса гибки; на фиг. 2 - станок, вид сверху.; на фиг. 3станок в момент взаимодействия сформированного гиба с ручьем сектора/ на фиг.4 - сечение А-А фиг.З.
Станок состоит из сдвоенного удлинителя 1 с откидной направляющей 2, установленного на переднем участке
10 трубы 3 и контактирующего с отклоняющим роликом 4 и по радиусу R , при этом ролик 4 снабжен сектором 5, в котором выполнен ручей 6, взаимодействующий с формированным гибом тру15бы 3.
Сектор 5 имеет центральный угол oi, величина которого определяется из условия обеспечения контакта трубы.3 с ручем 6 до конца гиба для любого
20 радиуса гиба. Это условие выполняется при равенстве длины линии контакта на труб;5..с длиной линии контакта на ручье 6, т.ё.
( 0;
25
гдеЯ - максимальный радиус гиба,
tmox Ч угол гиба (ГI); угол, обеспечиваемый , линителем I ; радиус оси ручья 6 секр
30 тора 5. р венства С 1 ) находим угол оС . r(4-f) Д.ПЯ обеспечения правильной работы cxaFiKa размеры удлинителя 1 и ролика 4 выполнены такими, чтобы обеспечива лись соотношения (1) IR tn )biv 1Ьу„а -- )51«|Ъ „ -Ло, (i) где RSJ - радиус кривизны удлинителя i; Г - радиус, по которому контактирует удлинитель 1 с роликом 4; R - радиус гиба трубы 3, - радиус линии контс1кта на ручье 6i Ртах установочный угол гибки , LO - установ.очный размер; ; oL - диаметр трубы 3. Соотношения (1), (2) и СЗ ) опреде ляют условие обеспечения постоянного размера от центра гибки до центра отклоняющего ролика 4 и соотве;тственно постоянство установочного размера LO что необходимо для получения гиба с постоянным требуемым радиусом,так как по окончании взаимодействия удлинителя 1 с роликом 4 труба 3 неточно войдет н контакт с ручьем 6, что повлечет за собой изменение радиуса гиба а также приведет к образованию гофры на наружной поверхности гиба, что также недопустимо для получения качественных гибов. Труба 3, предназначенная для гибки,- закреплена в каретке 7 продольной подачи, обеспечивающей усилие N подачи. Труба 3 зажата в роликах 8, а в месте гиба установлен индуктор 9. Станок работает следующим образом На передний участок трубы 3, установленной в каретке 7 продольной подачи станка и зажатой в роликах 8, закрепляют удлинитель 1 с откинутой при этом направляющей 2. Отклоняющий ролик 4 перемещают до соприкосновения с удлинителем 1 в соответствии с выбранным углом гибки ,х , при этом положение сектора 5 соответствует положению, показанному на .2. При нагреве трубы 3 индуктором 9 и перемещение трубы усилием М каретки 7 продольной подачи удлинитель 1, взаимодействуя с роликом 4, поворачивается, изгибая трубу 3 под индуктором 9, вокруг центра О и поворачивает ролик 4 с сектором 5 вокруг своей оси. При приближении угла загиба трубы 3 к величине Рщах откидная направляющая 2 удлинителя 1, взаимодействуя с роликом 4, поворачивается, как показано на фиг.З. При достижении угла загиба трубы 3 величины угла начало гиба трубы 3 входит в ручей 6 сектора 5, а откидная направляющая 2 удлинителя 1 еще продолжает взаимодействовать с роликом 4. Этим обеспечивают плавный переход на взаимодействие ручья 6 сектора 5 с сформированным гибом трубы 3. Это положение показано на фиг.3 и 4. Через некоторое время взаимодействие удлинителя 1 и откидной направляющей 2 с роликом 4 прекращается. Удлинитель 1 снимают с трубы 3, а процесс гибки продолжают до получения требуемого угла загиба. Предлагаемое устройство позволяет получать гибы с углом загиба более 90 без применения специальных станков. Формула изобретения (Станок для гибки труб по авт.св. №44106.7, отличающий ся тем, что, с целью обеспечения гибки на угол более 90, отклоняющий ролик снабжен жестко связанным и соосно установленным с ним сектором с рабочим ручьем по профилю изгибаемой трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб | 1984 |
|
SU1250349A1 |
| Станок для гибки труб | 1970 |
|
SU441067A1 |
| Станок для гибки труб | 1975 |
|
SU1115828A1 |
| Способ изготовления трубопроводов с криволинейными участками | 1981 |
|
SU1013020A1 |
| Трубогибочный станок с индукционным нагревом | 1981 |
|
SU984564A1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| СПОСОБ ГИБКИ ТРУБ | 1968 |
|
SU220012A1 |
| Устройство для контроля заданных углов гибки | 1976 |
|
SU707646A1 |
| Станок для гибки проката | 1976 |
|
SU642046A1 |
| Устройство для гибки труб с индукционным нагревом | 1987 |
|
SU1530286A1 |

ф1/г.г
