2. Устройство по п. 1, о т л и чающееся тем, что привод осциллирующего перемещения выполнен в виде располо хенных в ползуне направляющих, серьги с роликом и установленных с возмох{ностью поворота опорных
плит, при этом на одном конце направлящих размещен корпус с деформирующим зубчатым инструментом, а на другом - указанные серьга с роликом, причем последний размещен с возмо ностью контактирования с плитами.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционной закалки крупномодульных зубчатых колес | 1988 |
|
SU1652364A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Устройство для упрочняющей обработки зубчатых колес | 1980 |
|
SU869923A1 |
| Устройство для упрочняющей обработки зубчатых колес | 1981 |
|
SU1013065A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Устройство для размерной термомеханической обработки зубчатых колес | 1984 |
|
SU1244195A1 |
| Устройство для упрочняющей обработки зубчатых колес | 1982 |
|
SU1031613A1 |
| Способ отделочной обработки зубчатых элементов муфты с пространственно-модифицированными зубьями | 1989 |
|
SU1613257A2 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
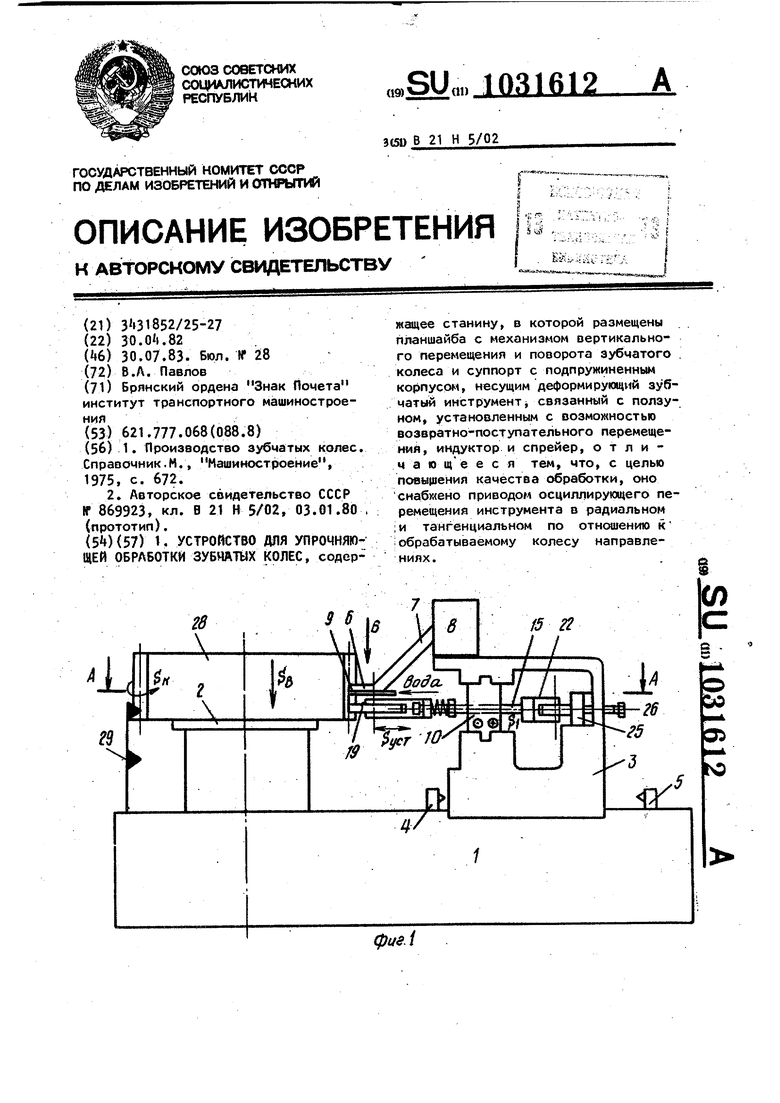
Изобретение относится к обработке металлов давлением и быть испо зовано при изготовлении зубчатых колес. Известно устройство для поверхнос тей закалки зубчатых колес, содержащее механизм вертикального перемещения и поворота на шаг обрабатываемог колеса и механизм осевого перемещени индуктора ТВЧ со спрейером L V. Недостатком данного устройства яв ляется невысокое качество.зубчатых колес аа счет больших поводок зубьев вызванных структурными превращениями D их поверхностном слое. Наиболее близким по технической с ности к предлагаемому является устро ство для упрочняющей обработки зубчатых колес, содер ащее станину с планшайбой, несущей механизм вертикального перемещения и поворота зубчатого колеса и суппорт с подпружиненным корпусом,несущим деформирующий зубчатый инструмент, связанный с ползуном, установленным с возможностью возвратно-поступательного перемещения, индуктор ТВЧ 2. Недостатки известного устройства - невысокое качество зубчатых колес за счет уменьшения прочности его зубьев в результате разупрочнения деформированного слоя, обработка которого ведется при температуре аустенизации и, следовательно, ухудшение эксплуатационных свойств зубчатых колес. Цель изобретения - повышение качества зубчатых колес. Поставленная цель достигается тем что устройство для упрочняющей обработки зубчатых колес, содержащее ста нину, в которой размещены планшайба с механизмом вертикального перемещения и поворота зубчатого колеса и суппорт с подпружиненным корпусом, и ползуном установленным с возмо хностью возвратно-поступательного перемещения, индуктор, спрейер и деформирующий зубчатый инструмент, расположенный в корпусе, снабжено приводом осцилляции, предназначенным для перемещения инструмента в радиальном и тангенциальном направлениях. Причем привод выполнен в виде расположенных на ползуне направляющих серьги с роликом и установленных с возмокшостью поворота опорных плит, при этом на одном конце направляющих размещен корпус с деформирующим зубчатьт инструментом, а на другом упомянутые серьга с роликом, причем последний размещен с возможностью контактирования с плитами. На фиг. 1 изображено устрюйство для упрочняющей обработки зубчатых колес, общий вид;.на фиг. 2 - разрез А-Л на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг..1. Устройство содерк{ит станину 1, на которой смонтированы планшайба 2 с механизмом ее вертикального перемещения и поворота, суппорт 3 с механизмом его осевого перемещения. Величина осевого перемещения суппорта станине 1 ограничена передвижными упорами 4 и 5. Механизмы вертикального перемещения и поворота планшайбы 2 и механизм осевого перемещения суппорта 3 на чертеже не показаны На суппорте установлены индуктор ТВЧ 6, соединенный шинами 7 с генератором ТВЧ 8, и спрейер 9. Ползун 10 является выходным звеном осциллятора, содерпащего связанные с этим ползу- , ном механизмы возвратно-поступательных тангенциальных и радиальных по отношению к зубчатому колесу перемещений. Механизм возвратно-подтупательных тангенциальных перемещений состоит из кулисы 11, камня 12, диска 13 кулисной шестерни 1 и привода кулисной шестерни (не показан. 31 в ползуне 10 смонтированы подвижные направляющие 1.5, на одном торце которЫуЧ, обращенном к планшайбе 2, установлен подпру «иненный пружинами корпус 17. В проушинах корпуса 17 закреплена ось 18 с деформирующим зубчатым инструментом 19 в виде зубчатого .валка, зубчатой рейки или сектора зубчатого колеса внутреннего зацепления, выполненных с высокой точностью и твердостью. Величину сжа тия прумин 16 изменяют с помощью гаек 20. Перемещение корпуса 17 по направляющим 15 под действием пружин ограничено упорами 21. . С другой стороны ползуна 10 на противоположном торце подвижных направляющих J5 расположен механизм во вратно-поступательных радиальных перемещений корпуса 17с деформирующим зубчатым инструментом 19, состоящий из серьги 22, на оси 23 которой установлен ролик 2, находящийся в кон такте с опорными плитами 25. Опорные плиты 25 имеют возможность поворачив ться на уголо } под действием винтов 26 относительно оси 27, закрепленной на суппорте 3. Обрабатываемое зубчатое колесо 28 закреплено к планшайбе 2 и его поворот с планшайбой ограничивает фиксатор 29, входящий между зубьями колеса. Перед упрочнением зубчатых колес устройство настраивают на обработку конкретного изделия. Настройку ведут при нижнем распС) зубчатого ко леса 2В. Индуктор ТВЧ 6 (фиг. 3 вво дят во впадину между зубьями колеса 28. Движением упора до контакта с суппортом 3 устанавливают зазор 2k мм ме,хду индуктором ТВЧ 6 и окружностью впадин колеса 28, Передвижным упором 5 ограничивают отвод суппорта 3 от обрабатываемого колеса 28 на величину (t-5}m , где т- модуль обр батываемого колеса. Фиксаторами 29 создают боковой за зор 2-3 мм ме}яду. индуктором ТВЧ 6 и боковыми сторонами профиля нагреваемой впадины. Устройство работает следующим образом. Обработку начинают при верхнем по ложении обрабатываемого колеса 28 { колесо находится выше индуктора ТВЧ 6). Включают индуктор ТВЧ 6, подают охла ; дающую жидкость через спре ер 9 и сообщают колесу 28 вертикальную подачу 5 Q вниз. При этом впадина . мекоду оубьями входит в зону действия, индуктора ТВЧ, который нагревает профили зубьев до температуры аустенизации. Нагретая впадина колеса 28при последующем движении вниз входит в зону действия спрейера 9 и деформирующего зубчатого инструмента 19. Зоны обработки спрейера 9 и деформирующего зубчатого инструмента 19 совмещаются соответствующим наклоном отверстий в спрейере, через которые выходит охлах дающая жидкость. Деформирующий зубчатый инструмент 19 входит в зацепление ( Оиг. 2) с обрабатываемым колесоь 28, Под действием зубьев колеса 28 зубчатый инструмент 19 и корпус 17 перемещаются с подачей S/ ДО образования зазора Д между корпусом 17 и упорами 21. Включают осциллятор, создающий .возвратно-поступательные тангенциальные и радиальные по отношению к зубчатому колесу перемещения, при этом еращение от кулисной шестерни 1 передается, на диск 13 и кулисный камень 12, который совершает планетарное движение относительно центра диска. Кулиса 11 совершает качательные движения и сообщает возвратно-поступательные тангенциальные по отношению ж зубчатому колесу 28 перемещения G на расстояние U ползуну 10, вместе с которым перемещаются направляющие 15, корпус 17, зубча тый инструмент 19, серьга 22 и ролик 24. Прокатываясь по опорным плитам 25, установленным под углом , ролик соо&цает возвратно-поступательные радиальные по отношению к зубчатому колесу 28 перемещения S/2 направляющим 15, корпусу 17 и зубчатому инструменту 19. Зубчатый инструмент 19 при слохшнии перемещений 9 и S обкатывает нагреваемую впадину колеса 28 со скорое- тью V в обе стороны от ее оси. Длину хода ползуна 10 определяют из условия полного обкатывания профиля yпpoчнлe юй впадины и принимают равным 2U-) (-5)0 А Ьо основной шаг зубьев обрабатываемого колеса. Величину перемещения ролика 2k устанавливают в зависимости от диаметра обрабатываемого колеса. Изменение хода ползуна Ь осуществляют путем переустановки камня 12 относительно центра вращения диска 13. Деформирующий зубчатый инструмент 19 обкатывает профиль нагревае
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Производство зубчатых колес | |||
| Справочник.М., Машиностроение, 1975, с | |||
| Моноплан с несколькими двигателями | 1924 |
|
SU672A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для упрочняющей обработки зубчатых колес | 1980 |
|
SU869923A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
