Изобретение относится к обработке металлов давлением и может быть использовано для получения на наруишой поверхности цилиндрических деталей шлицевых канавок переменной глубины. Известен штамп для получения канавок на шшшцфической поверхности детали способом редуцирования, который содержит целиковую матрицу и пуансон fl Непостагками этого игампа являются ниэ кая стойкость матрицы штампа и н(жоэможность получения канавок переменной глубины. Известен также штамп для получения шшшщрнческих деталей.- с канавками на наружной поверхности, содержащий смонтированную на нижней ппите сборную матридуг состояшую по меныией мере из дву секторов, с формообразующими элементами выполненными в виде роликов, и. закрепленный неподвижно на верхней плите пуансон .. Недостатксж известного штампа яёпяется то, что на нем нельзя получить шлицевые канавки переменной глубины. Целью изобретения является обеспечешхе возможности получения канавок переменной глубины. Поставленная цель достигается тем, что штамп для получения цилиндрических деталей с канавками на наружной поверхности, содержащий смонтированную на нижней штате сборную матраду cocTOjmiyro по меньшей мере из двух секторов с формообразующими элементами, вьшопненным в виде роликов, н закрепленный неподвижн на верхней пгагге пуансон, снабжен охваты вающими иуансои копиром и шарнирно зак репленными на нижней штате двуплечими рычагами, каждый из к(горых взаимЬдейс вует одними плечами с копиром, а другим с секторами матрицы, установленнымиГч с возможностью их радиального перемеще ния. На чертеже изображен штамп, в разрезе слева от осевой линия положение штампа в начальный момент рабочего хода, справа положение в конце рабочего хода).. Штамп содержит сборную матрицу, состоящую из двух или больше секторов 1 с форьюобразующими элементами 2, которые .татшены в виде роликов. Сектора 1 уотановленны с возможностью радиального пе-, ремешения. На верхней плите штампа неподвижно закретшен nyaHcoia 3 со смонггированным на нем копиром 4, например, конической формы. Двуплечие рычаги, 5, шарнирно закрепленные на нижней плите штампа, взаимодействуют ощшм концом с копиром 4, а Щ)угим с секторам 1, между которыми размещается заготовка 6. . Штапм работает следующим образом. При движении ползуна пресса вниз пуансон 3, закрепленный неподвижно на нек своим нижним торцом проталкивает заготовку 6 между роликами 2. (Одновременно через копир 4, закрепленный неподвижно на пуансоне 3, передается радиальное перемещение верхнему концу рычага 5, который, поворачиваясь вокруг оси, закрепленной неподвижно на матрице, своим нижним концом передает радиальное перемещение сектору 1 матрицы с формообразующими роликами 2. Формообразующие ролики вдавливаются в заготовку 6. с одновременным перемещением ее вниз, Образуя на цилиндрической поверхности канавку. При радиальном перемещений сектор 1 матрицы повтсэряет профиль копира 4, поэтому канавка на заготовке 6 получаете я переменной гл бтшы. Предлагаемый штамп по сравнению с известным позволит получатгь различной формы профиль канавок по длине детали, заменяя фрезерование, что позволит сократить время изготовления детали, повысить производительность.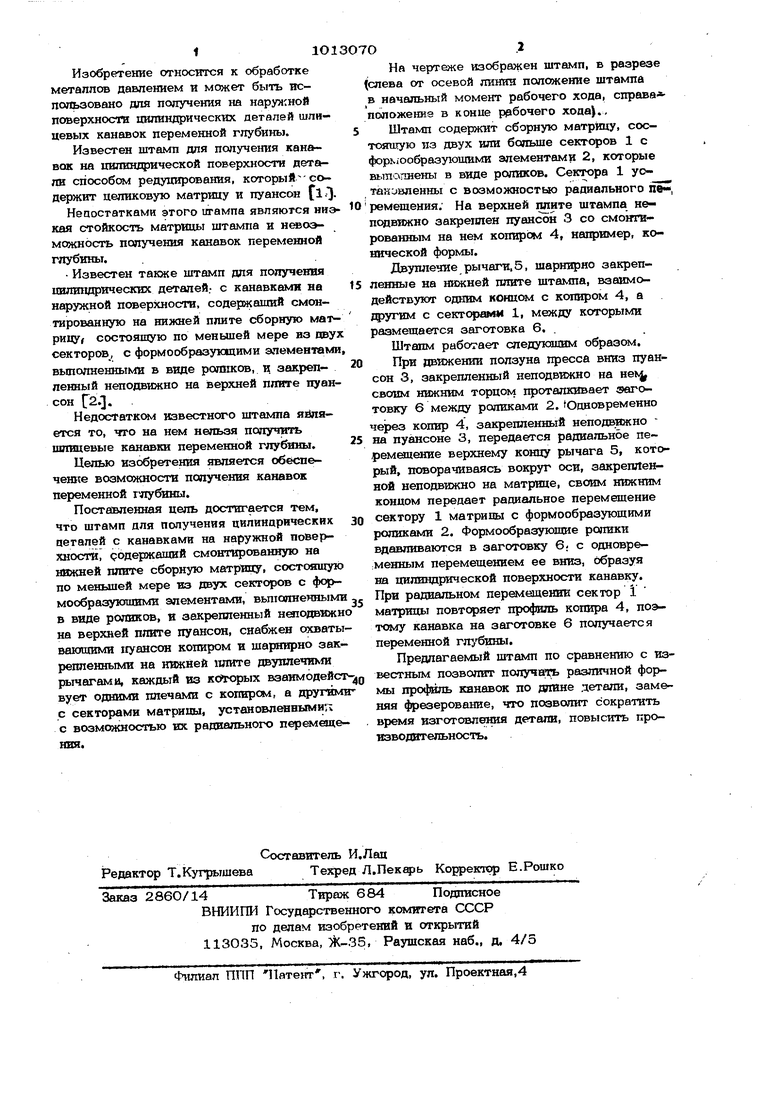
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения цилиндрических деталей с канавками переменной глубины на наружной поверхности | 1989 |
|
SU1676734A1 |
| Штамп для получения цилиндрических деталей с канавками на наружной поверхности | 1990 |
|
SU1761371A1 |
| Штамп для изготовления деталей с внутренней резьбой | 1979 |
|
SU1022773A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| Устройство для вырубки деталей из заготовок | 1987 |
|
SU1438895A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп для гибки деталей | 1982 |
|
SU1074637A1 |
ШТАМП ДЛЯ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С КАНАВКАМИ НА НАРУЖНОЙ ПОВЕРХНОСТИ, содержащий смонтяроващую на нижней шште сборную матрицу, состоящую по меньшей мере из двух секторов с фор мообразующими элементами,выполненными в вкае роликов, и закрепленный непсявижно на верхней плите пуансон, о т л и ч а - ю щ и и с я т&л, что, с целью обеспечения возможности получения каиавок переменной глубиньт, ои снабжен (ясватываюшикг. пуансон копиром и шарИЕ о закрепленными на нижней шште двуплечими рычагами, каждый из вэвви модействует одними плечами с копиром, а рругтли - с секторами матрицы, уотановленкыми с возможностью .их рааа ального перемещения. (А со о 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Холодная объемная штамповка | |||
| Справочаак под ред | |||
| Г.А.Навроцкого | |||
| М., Машиностроение, 1973, с | |||
| Ручная тележка для реклам | 1923 |
|
SU407A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Способ модулирования для радиотелефонии | 1923 |
|
SU409A1 |
