Изобретение относится к обработке металлов резанием и может быть использовано в машиностроении при изготовлении, например, некруглых червяков и им подобных деталей.
Известен способ обработки винтовых канавок на некруглых деталях, когда обработку осуществляют дисковым режущим инструментом, например фрезой, которой сообщают вращение вокруг своей оси, скрещивающейся с осью изделия, относительное винтовое движение и .прямолинейное перемещение по нормали к оси изделия 1.
Недостатком этого способа является значительная погрешность обработки по щирине канавки. Этот недостаток обусловлен тем, что из-за некруглой формы червяка угол наклона винтовой канавки заданного шага непрерывно изменяется на длине одного витка и периодически изменяется по всей длине червяка, а угол скрещивания между осями инструмента и червяка остается постоянным. Поэтому в процессе обработки ширина винтовой канавки, прорезаемой инструментом, непрерывно изменяется, что и-вызывает погрешность обработки по ширине канавки.
Цель предложения - повыщение точности обработки.
Указанная цель достигается тем, что при обработке винтовых канавок на некруглых деталях дисковым инструментом, которому сообщают вращение со скоростью резания вокруг оси, скрещивающейся с осью детали, относительное винтовое движение и прямолинейное радиальное перемещение по нормали к оси детали, согласованное с изменением ее радиуса, дополнительно сообщают непрерывный относительный поворот, функционально связанный с изменением радиуса детали зависимостью
cf H- -arct«- p,
где Н
- шаг нарезаемой
винтовой канавки, мм;
н
4j arctj- -угол скрещивания между ося « ми инструмента и детали, соответствующий ее минимальному
рад;
радиусу
tf -относительный поворот, инструмента и детали, соответствующий изменению ее радиуса;
г - радиус детали, мм. Благодаря непрерывному относительному повороту осей инструмента и детали происходит изменение угла скрещивания t между ними, и обеспечивается неизменное положение инструмента относительно направления винтовой канавки, поэтому ее ширина остается постоянной на всей длине канавки, что недостижимо при обработке по известному способу, чем обеспечивается более высокая точность формообразования.
На чертеже изображено взаимное расположение инструмента и детали и сообщаемые им в процессе обработки движения. Деталь 1, которой нарезается винтовая канавка 2, имеющая переменный радиус г,
установлена с возможностью вращения вокруг оси 3. Дисковый режущий инструмент 4 установлен с возможностью вращения вокруг оси 5, скрещивающейся под углом Г с осью 3 детали.
В процессе обработки инструменту 4 сообщают: вращение Bj вокруг оси 5 со скоростью резания; поступательное движение Пз вдоль оси 3 детали, связанное с ее вращением BJ вокруг этой оси в соответствии с щагом нарезаемой канавки; поступательное перемещение П по нормали к оси 3 детали в соответствии с изменением ее радиуса г; поворот ч в плоскости движения ITg, изменяющий угол скрещивания между осями 3 и 5 в соответствии с изменением радиуса детали по зависимости
Н
4 o-arct,
гдеН
- шаг нарезаемой винтовой канавки, MJ
5 fo 3rctj- - угол скрещивания между ося, ° ми инструмента и детали, соответствующий минимальному значению г ее радиуса, рад.
Начальное значение f угла скрещивания 0 западают при настройке станка, а дополнительный поворот tf осуществляют посредством кинематики станка.
Изменение угла скрещивания между осями инструмента и детали постедством сообщения им относительного поворота обеспечивает независимо от диаметра детали постоянную щирину обрабатываемой канавки.
Пример. При обработке винтовой к авки с шагом Н 20 мм на некруглой детали, радиус который изменяется в пределах 3050 мм, глубина канавки 10 мм, ширина 10 мм используют инструмент - дисковую фрезу шириной 10 мм, и диаметром 125 мм с режущей частью из стали Р18. Материал детали - сталь 45. Режим резания: скорость резания - 33 м/мин, подачи S-120 мм/мин.
Настраивают частоту вращения фрезы 80 об/мин; начальный угол скрещивания осей инструмента и детали, соответствую0 щий ее минимальному радиусу г 30 мм; arctg 5° ; глубину канавки Ш мм; станок на шаг винтовой канавки 20 мм, максимальную частоту детали пэ, 0,635 об/мин, радиальное перемещение инструмента и поворот его оси от5 носительно оси детали в соответствии с изменением радиуса г детали.
В процессе обработки сообщают одновременно инструменту - вращение с частотой 80 об/мин вокруг своей оси, связанное с вращением детали, поступательное перемещение вдоль ее оси, равное 20 мм за каждый оборот детали, и радиальное перемещение по нормали оси детали, связанное с из 1енением ее радиуса; детали - вращение вокруг своей оси с переменной угловой скоростью от Ътах 0,635 об/мин по зависимости -.-Ш об/мин . 2zr Оси инструмента сообщают относительно детали поворот, изменяющий угол скрещивания между этими осями в соответствии с изменением радиуса детали по зависимостиcf 6 - arct (град). В результатах указанных движений угол скрещивания между осями фрезы и детали в каждый момент времени равен углу подъема винтовой канавки; поэтому фрезеруемая канавка имеет постоянную щирину, равную ширине фрезы, т.е. 10 мм. Таким образом предлагаемый способ обработки винтовых канавок на некруглых деталях позволяет повысить точность обработки за счет непрерывного изменения угла скрещивания между осями инструмента и детали.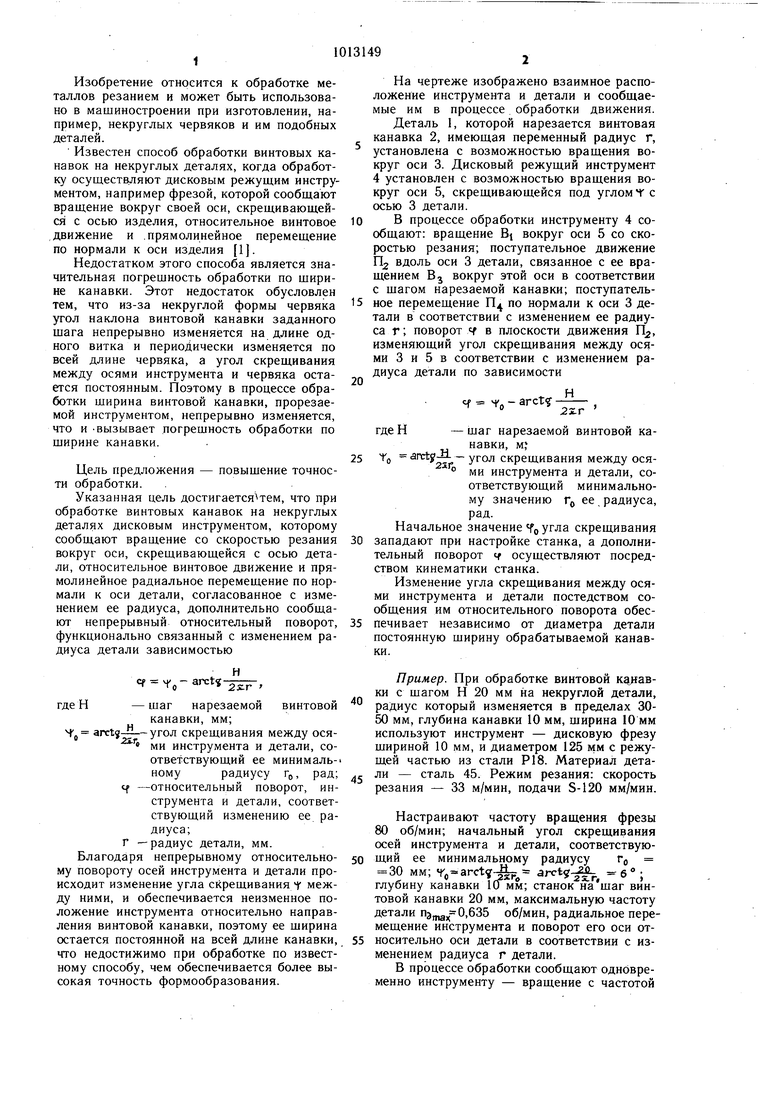
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрической червячной фрезы | 1990 |
|
SU1787715A1 |
| Станок для обработки винтовых канавок | 1981 |
|
SU1000192A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ обработки многозаходных винтовых канавок на телах вращения | 1984 |
|
SU1162555A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Способ нарезания конических колес на станках с ЧПУ | 1989 |
|
SU1720815A1 |
| Способ нарезания наружных резьб | 1982 |
|
SU1134319A1 |
| СПОСОБ ФОРМИРОВАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ПОСТОЯННОГО ШАГА У ИЗДЕЛИЙ С НЕЦИЛИНДРИЧЕСКОЙ СЕРДЦЕВИНОЙ | 1995 |
|
RU2115533C1 |
СПОСОБ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК НА НЕКРУГЛЫХ ДЕТАЛЯХ дисковым режущим инструментом, которому сообщают вращение со скоростью . резания вокруг оси, скрещивающейся с осью детали, относительное винтовое движение и прямолинейное радиальное перемещение по нормали к оси детали, согласованное с изменением ее радиуса, отличающийся тем. что ки, соо рот ем vfQ с целью повышения точности обработинструменту и детали дополнительно ают непрерывный относительный повофункционально связанный с изменениадиуса детали зависимостью ,,- rci - шаг нарезаемой винтовой канавки, мм; ctg-- - угол скрещивания между ми инструмента и детали, соответствующий минимальному ее радиусу К5,рад; относительный поворот, инструмента и детали, соответствующий изменению ее радиуса; г -радиус детали, мм.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ нарезания винтовой поверхности | 1977 |
|
SU701746A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
