Изобретение относится к сварке, t в частности к машинам для контактно стыковой сварки с автоматическим управлением приводом перемещения подвижной плиты, и является дополнительным к авт.св. № 841856.
Цель изобретения - повышение качества сварного соединения путем увеличения быстродействия привода перемещения подвижной плиты машины.
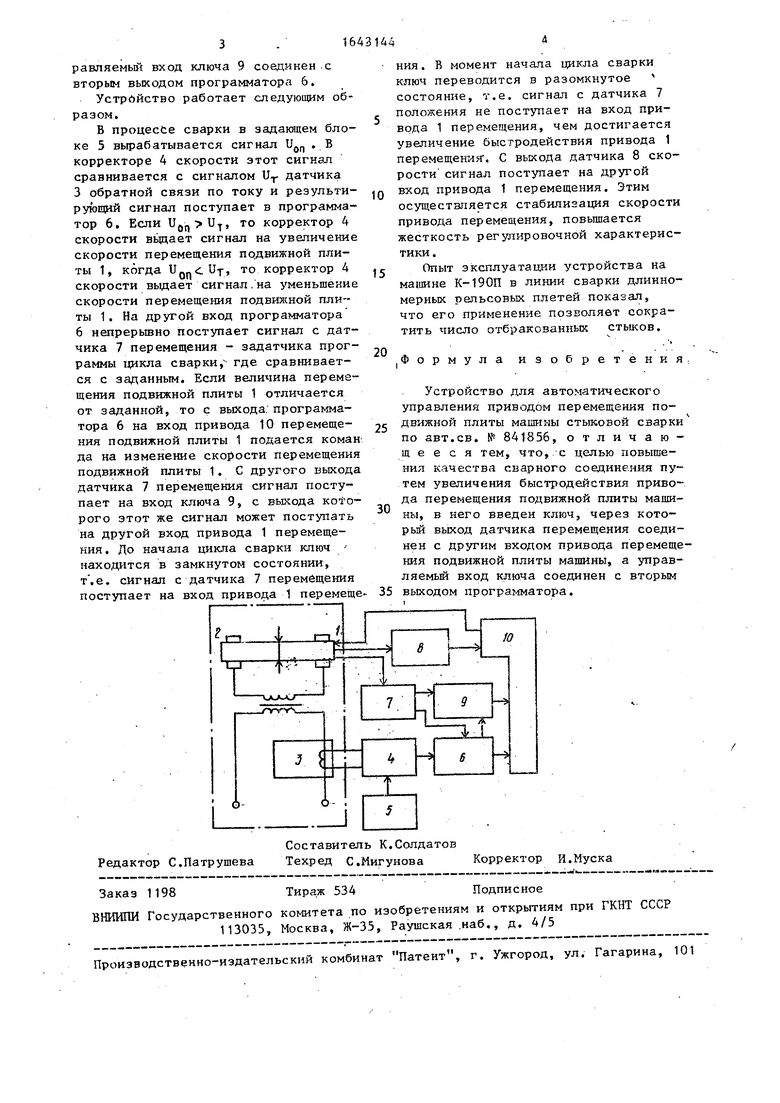
На чертеже приведена структурная схема устройства.
Устройство для автоматического управления приводом перемещения подвижной плиты содержит подвижную плиту 1 машины 2 для контактной .стыковой сварки, датчик 3 обратной связи по току сварки. Выход датчика 3 обратной связи по току соединен с первым входом корректора 4 скорости,
а второй вход коррект ора 4 соединен с выходом задающего блока 5. Выход корректора 4 скорости соединен с первым входом программатора 6, другой вход которого соединен с выходом датчика 7 перемещения. Первый выход программатора 6 соединен с одним из входов привода 10 перемещения подвижной плиты 1 машины. Другой вход привода 10 перемещения соединен с выходом датчика 8 скорости. Подвижные части датчика 7 перемещения и датчика 8 скорости жестко соединены с подвижной плитой 1. Другой выход датчика перемещения соединен с входом ключа 9, выход которого соединен с другим входом привода 10 перемещения. Выход привода 10 перемещения соединен с подвижной плитой 1 машины 2 для контактной стыковой сварки.
4ь
со
РО
равняемый вход ключа 9 соединен с вторым выходом программатора 6.
Устройство работает следующим образом.
В процессе сварки в задающем блоке 5 вырабатывается сигнал U
on
В
корректоре 4 скорости этот сигнал сравнивается с сигналом UT датчика 3 обратной связи по току и результирующий сигнал поступает в программатор 6. Если , то корректор 4 скорости выдает сигнал на увеличение скорости перемещения подвижной плиты 1, когда U- cU-j-, то корректор 4 скорости выдает сигнал на уменьшение скорости перемещения подвижной плиты 1, На другой вход программатора 6 непрерывно поступает сигнал с датчика 7 перемещения - задатчика программы цикла сварки, где сравнивается с заданным. Если величина перемещения подвижной плиты 1 отличается от заданной, то с выхода программатора 6 на вход привода 10 перемещения подвижной плиты 1 подается коман да на изменение скорости перемещения подвижной плиты 1. С другого выхода датчика 7 перемещения сигнал поступает на вход ключа 9, с выхода которого этот же сигнал может поступать на другой вход привода 1 перемещения. До начала цикла сварки ключ находится в замкнутом состоянии, т .е. сигнал с датчика 7 перемещения поступает на вход привода 1 перемеще
..
10
15
20
25
30
35
ния. В момент начала цикла сварки ключ переводится в разомкнутое ч состояние, т.е. сигнал с датчика 7 положения не поступает на вход привода 1 перемещения, чем достигается увеличение быстродействия привода 1 перемещения, С выхода датчика 8 скорости сигнал поступает на другой вход привода 1 перемещения. Этим осуществляется стабилизация скорости привода перемещения, повышается жесткость регулировочной характеристики.
Опыт эксплуатации устройства на машине К-190П в линии сварки длинномерных рельсовых плетей показал, что его применение позволяет сократить число отбракованных стыков.
ч
формула изобретения
Устройство для автоматического управления приводом перемещения подвижной плиты машины стыковой сварки4 по авт.св. № 841856, отличающееся тем, что, с целью повышения качества сварного соединения путем зшеличения быстродействия привода перемещения подвижной плиты машины, в него введен ключ, через который выход датчика перемещения соединен с другим входом привода перемещения подвижной плиты машины, а управляемый вход ключа соединен с вторым выходом программатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управ-лЕНия пРиВОдОМ пЕРЕМЕщЕНия пОдВижНОйплиТы МАшиНы СТыКОВОй СВАРКи | 1979 |
|
SU841856A1 |
| Устройство для автоматического управления приводом перемещения подвижной плиты стыкосварочной машины | 1982 |
|
SU1013167A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство автоматического управления процессом контактной стыковой сварки оплавлением | 1989 |
|
SU1685657A1 |
| Устройство для отсчета величины осадки | 1977 |
|
SU707721A1 |
| Способ регулирования процесса контактной сварки | 1986 |
|
SU1581512A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| Устройство для управления машиной контактной стыковой сварки оплавлением | 1985 |
|
SU1255337A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1344544A1 |
Изобретение относится к стыковой контактной сварке и может быть использовано для автоматического управления приводом перемещения подвижной плиты стыковой машины. Цель изобретения - повышение качества сварного соединения за счет увеличения быстродействия привода перемещения подвижной плиты машины. Между датчиком перемещения и приводом перемещения подвижной плиты установлен, управляемый от программатора ключ , который на время процесса оплавления обрывает отрицательную обратную связь по перемещению, что увеличивает быстродействие привода. 1 ил.
| Устройство для автоматического управ-лЕНия пРиВОдОМ пЕРЕМЕщЕНия пОдВижНОйплиТы МАшиНы СТыКОВОй СВАРКи | 1979 |
|
SU841856A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для автоматического управления приводом перемещения подвижной плиты стыкосварочной машины | 1982 |
|
SU1013167A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
