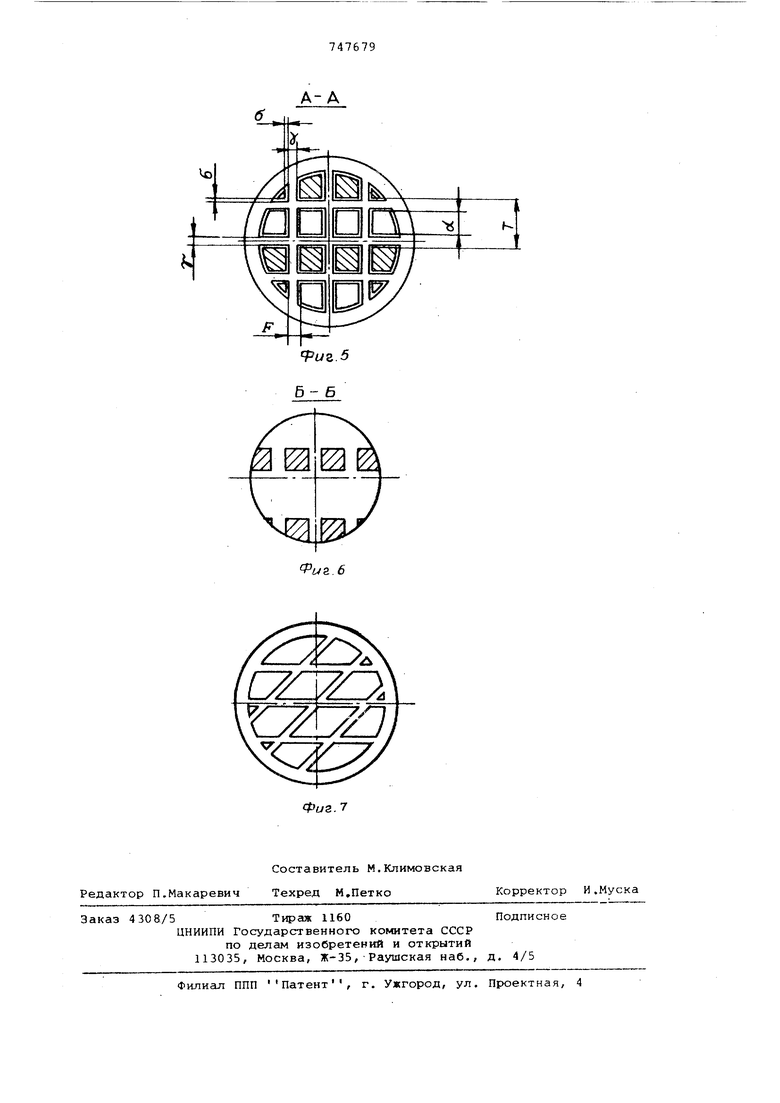
Изобретение относится к области электроэрозионной обработки и может быть использовано при изготовлении сеток для различных приборов и меха низмов, например, сеток электронных приборов. Известные способы изготовления се ток осуществляются копированием геометрических форм электрода-инструмента, подводимого для обработки с одной из сторон обрабатываемой детали. Известен электрод-инструмент, пре ставляющий собой монолитный стержень в котором за счет нарезания пересеKaKsakxcH пазов, образованы рабочие выступы, причем ширина каждого паза больше ширины перемычек изготавливаемой сетки на удвоенную величину меж электродного зазора и соответственно ширина каждого выступа меньше ширины ячейки на такую же величину fj . Малая ширина паза не обеспечивает удовлетворительные условия эвакуации продуктов эрозии из зоны обработки, что приводит к увеличению трудоемкос ти и потере точности обработки. Известен также способ электроэро- зионной обработки сеток, осуществляе мый последовательным копированием геметрических форм комплекта электродовинструментов 2 . Выступы отдельных электродов комплекта смещены относительно других электродов на величину шага сетки. За счет увеличения расстояния между выступами каждого электрода, обеспечивается улучшение эвакуации продуктов эрозии из зоны обработки. Однако необходимость последовательной обработки разными электродами приводит к увеличению трудоемкости и к потере точности обработки, так как йдним электродомобрабатывается только часть ячеек сетки. Кроме того, трудно обеспечить точное расположение выступов отдельных электродов, иэготавливае(1х раздельно на одном стАнке ,и переставляе1 1х на другой станок для обработки сеток. Цель изобретения - повыиение точности .обработки сеток при уменьшении трудоемкости процесса. Эта цель достигается тем, что известный способ электроэрозионной обработки сеток копированием геометрических форм рабочих выступов электродов выполняется в новой последователь; ности операций электродом, ш- еющим новые конструктивные особенности. Совокупность этих операций следующая : заготовки электродов устанавливают торцами друг к другу и фиксируют в этом положенил; на торцах каждой из заготовок пр помощи электрода-проволоки нарезают системы пазов, образукшие рабочие выступы; не нарушая фиксации положения эл тродов закрепляют между торцами заготовку сетки и обрабатьшают одновременно с 2-х сторон. . От известных электродов, имеющих взаимно пересекающиеся системы пазо и соответствукище им системы рабочих выступов, новый электрод отлича ется тем, что ширина паза одной из системы пазов больше ширины рабочего выступа на удвоенную ширину пе ремычк.и и учетверенную ширину межэлектродного зазора, а ширина паза из системы, пересекающейся с первой ширины перемычки на удвоенную ширину межэлектроного зазора. На фиг. 1-3 показана технологическая последовательность образования рабочих выступов на электродах; на фиг. 4 - операция обработки сеткк; на фиг, 5 - разрез А-А на фиг 4; на фиг. 6 - разрез Б-В .на фиг. 4; на фиг. 7 - внешний вид возможной формы сетки. Траектории и направления перемещения электрода-проволоки в процессе формообразования рабочих высту-. пов обозначены штрих-пунктирными ли ниями и стрелками. Заготовки электродов-инструменто 1 и 3 устанавливают торцами друг.пр тив друга и закрепляют в этдм положении.Затем в них.электроискровым. методом электродом-проволокой 3 нарезается первая система пазов Т, об разующих выступы 4, 5, б и 7 (фиг. и 5) . После этого заготовки совместно развертываются относительно оси эле рода-проволоки на угол, определяемы геометрией изготавливаемой сетки и электрюдом-проволокой 3, в выступах , 5f 6 и V нарезается вторая систе ма параллельных пазов F , образующи на зорцах электродов-инструментов выступы (фиг, 3 и 5) . .. Между торцами изготовленных элек тр4дов-инструментов -закрепляется, за готовка 8 обрабатываемой сетки (фиг и путемвстречных перемещений электродов-инструментов производится обработка сетки с двух сторон. . Ширина Т одной из систем пазов, пред-: .ставленных на фигч 4, больше ширины рабочего выступа (А на удвоенную ширину перемычки g и учетверенную ширину межэлектродного зазора в ,Ширина пазов системы F , пересекающейся с первой, определяется как сумма ширины перемычки у и удвоенной ширины межэлектродного зазора Ь . благодаря тому, что на всех стадиях технологического процесса электроды- .инструменты не меняют своих баз крештен::я, новый способ обеспечивает высокую точность изготовления сеток и сокращение вспомогательного времени. Формула .изобретения 1.Способ электроэрозионной обработки сеток копированием геометрических форм рабочих ..выступов,, образованных двумя системами пересекающихся пазов, выполненных на рабочем торце электрода-инструмента отличающийся тем, что, с целью повьияения точности и уменьшения трудоемкости, отработку ведут с двух сторон заготовки комплектом электродов, причем предварительно формируют рабочие поверхности электродов, для чего их заготовки устанавливают рабочими торцами друг к другу с зазором, превышающим толщину обрабатываемой сетки, фиксируют их в этом положении и проволочным электродом-инструментом методом электроискровой обработки совместно нарезают системы.пересекаюцихся пазов, после чего между тор-, дами электродов закрепляют заготовку сетки и осуществляют обработку . за счет синхронной подачи эле5 тродов навстречу друг .другу. .. . 2.Электрод для осуществления способа по п. I/ на торце которого вы-, полнены две системы цараллельных пазов, пересекающихся друг с другоь.и образуидих рабочие выступы, о т.л и ч.а ю щ .ни с.я тем, что .в .одной . системе ширина паза больше ширины выступа на удвоенную величину леремычки сетки и учетверенную величину межэлёкхродного зазора между боковой поверхностью выступа и перемычкой сетки, а в другой системе - ширина паза больше величины пepe sычки сетки на удвоенную величину межэлектродного зазора. Источники информации, принятые во внимание при экспертизе 1« Авторское свидетельство СССР i 105478, кло .21 Q 12, 1Э55. . 2, Авторское свидетельство СССР 173116, кл..В 23 F 1/00, 1962.
/


| название | год | авторы | номер документа |
|---|---|---|---|
| Решетчатый катод прямого накала для электронных ламп и способ его изготовления | 1980 |
|
SU1042105A1 |
| СПОСОБ СОВМЕСТНОЙ ПРОШИВКИ ДВОЙНЫХ СЕТОЧНЫХ СТРУКТУР МЕТОДОМ ЛАЗЕРНОЙ АБЛЯЦИИ | 2024 |
|
RU2831606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ СЕТОК ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1965 |
|
SU173116A1 |
| Электродное устройство для электроэрозионной прошивки пазов в заготовке | 1980 |
|
SU959980A1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| Способ электроэрозионного изготовления сопрягаемых деталей прессово-штамповой оснастки | 1986 |
|
SU1340955A1 |
| Способ одновременной электроэрозионной обработки взаимно сопрягаемых деталей | 1991 |
|
SU1780951A1 |
| СПОСОБ НАНЕСЕНИЯ БУКВЕННО-ЦИФРОВОГО КОДА НА ИДЕНТИФИКАЦИОННУЮ МЕТКУ ИЗ МЕТАЛЛА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2661530C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2507042C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |