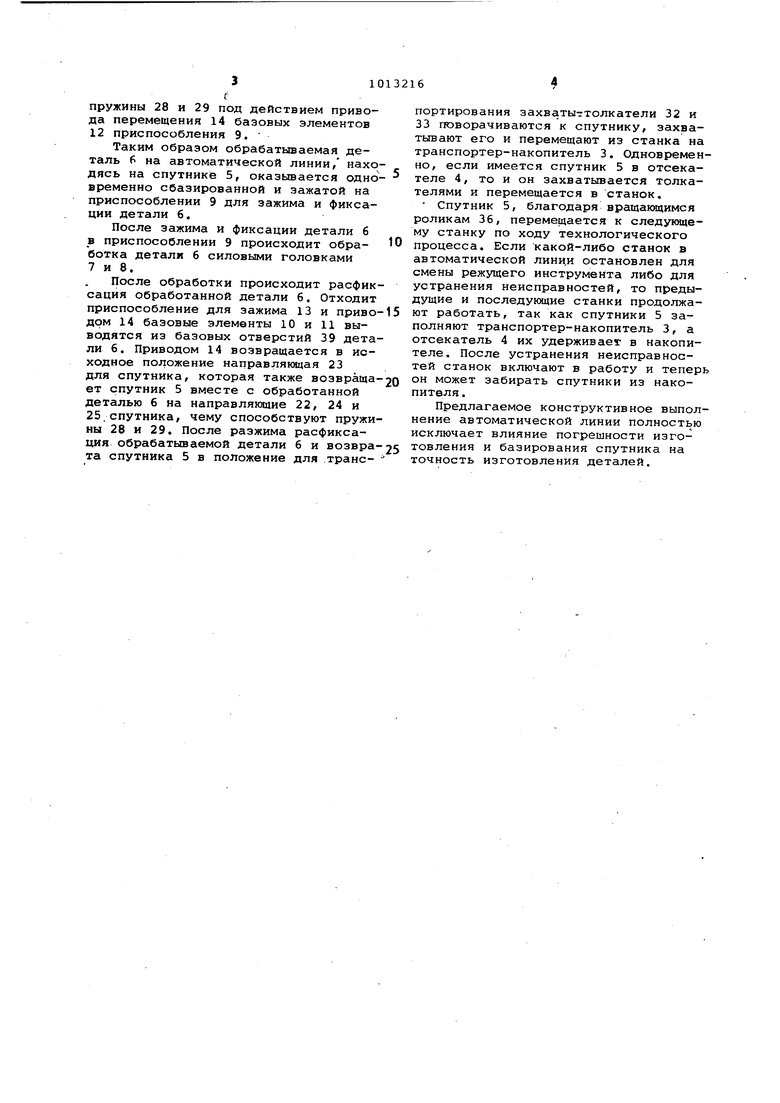
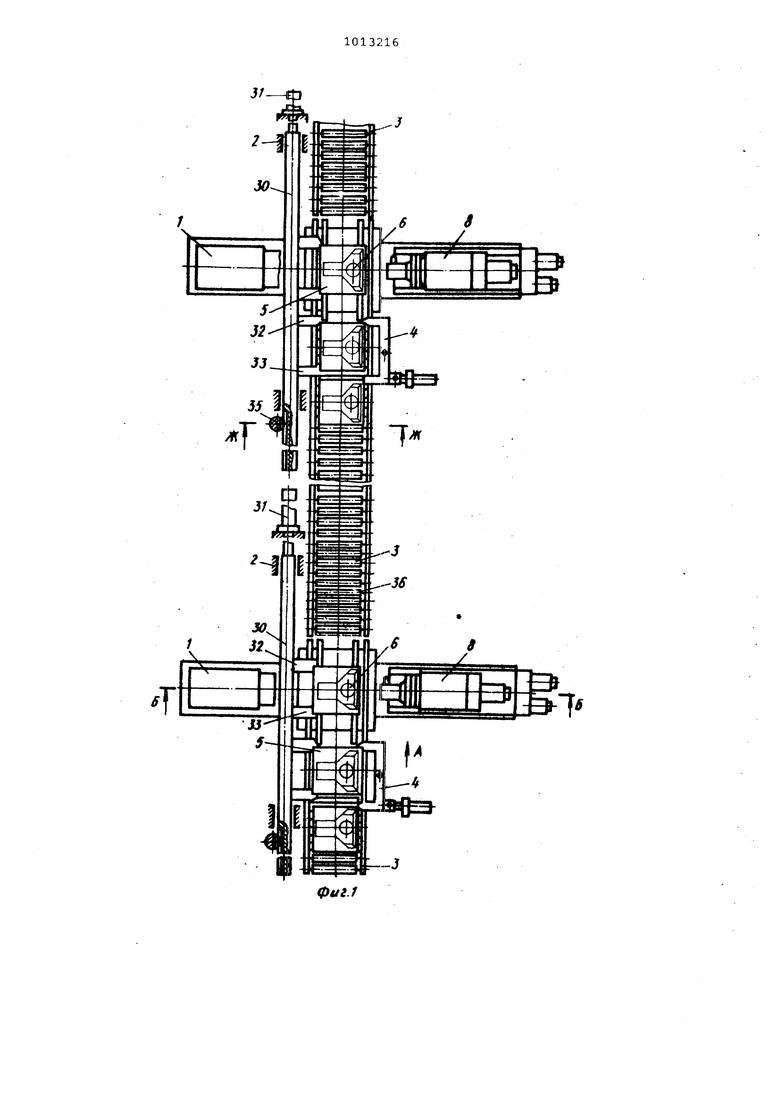
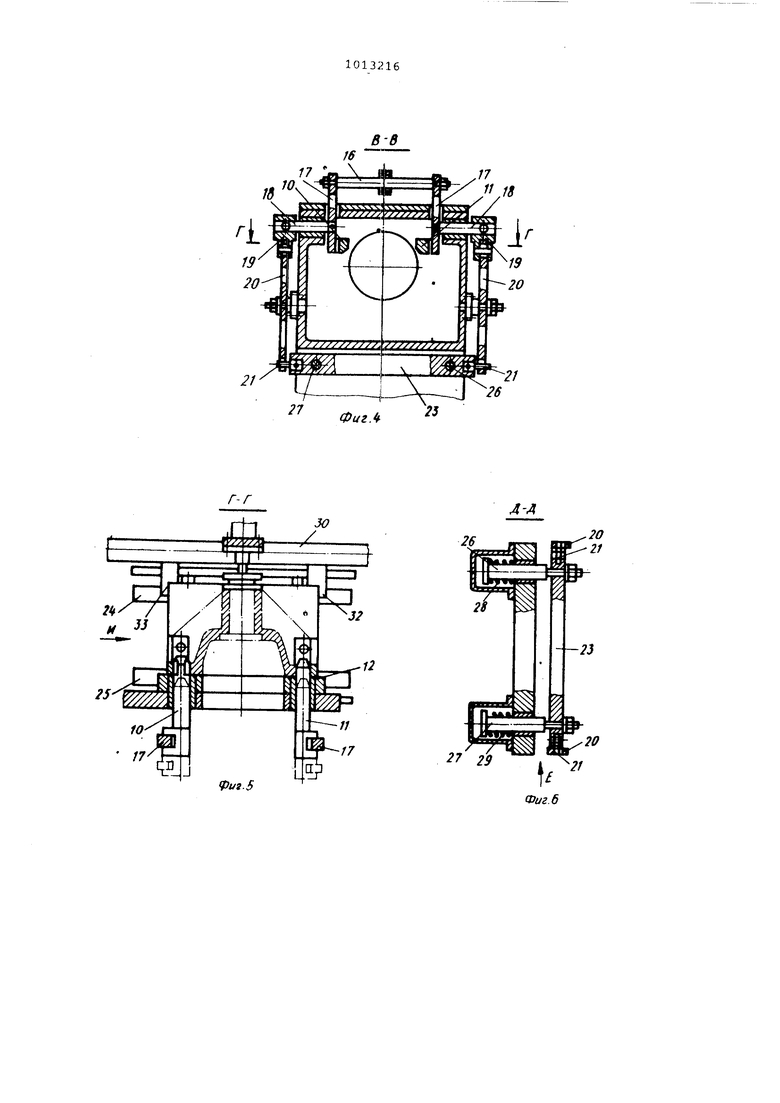
со ю Изобретение относится к станкостроению, в частности к механической обработке картеров эадних мостов автомобилей. Известна автоматическая линия спутникового типа, содержащая штанго вые транспортные устройства и установленные по ходу технологического процесса станки, снабженные приспособлениями для зажима и фиксацииобрабатываемых деталей, имеющих направ ляющие для спутников 1. Известная линия обеспечивает фиксацию детали в приспособлении только в продольном направлении спутника и не исключает полностью влияния погрешности изготовления и базирования спутника на точность изготовления деталей. Цель изобретения - исключение вли яния погрешности изготовления и ба,зирования спутников на точность изго :товления деталей. . Поставленная цель достигается тем что в .автоматической линии спутнико вого типа , содержащей штанговые транспортные устройства и установленными по ходу технологического процесса станки, снабженные приспособлениями для зажима и фиксации обрабатываемых деталей, имеющими направляющие для спутников, базовые элементы приспособления снабжены приводом их переме щения в горизонтальной плоскости и расположёны параллельно осям базовых отверстий обрабатываемой детали, а одна из направляющих для спутника ки нематически связана с приводом базовых элементов, снабжена подпружиненными скалками и установлена с во%можностью взаимодействия со спутником, причем деталь на спутнике закреплена с возможностью перемещения соответственно в вертикальной плоскости при взаимодействии с базовыми элементами и в горизонтальной плоскости вместе со спутниками при взаимодействии с зажимным устройством. изображена автоматичес1 фиг. 2 - вид А 3 - сечение Б-Б 4- сечение В-В 5- сечение Г-Г 6- сечение Д-Д 7- вид Е на фиг. 6; на фиг. 8 - сечение Ж-Ж на фиг. 1; на фиг. 9 - вид И на фиг. 5 (вид на спутник сбоку); на фиг, 10 вид К на фиг. 9. Автоматическая линия спутникового типа состоит из спутников- 1, штанго вого транспортного устройства 2, вы полненного в виде отдельных секций, расп&ложенных в зоне станков, ролико вых транспортеров-накопителей 3, св зывающих штанговое транспортное уст ройство 2, отсекателей 4, спутников 5 с обрабатываемыми деталями б, Ста ки линии включают силовые головки 7 и 8, приспособления для зажима и фиксации обрабатываемых деталей б, состоящих из базовых элементов 10 и 11, выполненных в виде пальцев, и базового элемента 12, выполненного в виде кольца, зажимного устройства 13,привода для перемещения базовых элементов 14, состоящего из гидроцилиндра 15, стяжки 16, рычагов 17, осей 18, рычагов 19 и 20,- осей 21, Заправляющих 22 - 25 для спутников. Направляющая 23 для спутников расположена на скалах 26 и 27, прижимается к спутнику 5 пружинами 28 и 2В к связана с приводом перемещения базовых элементов 14. Каждая секция штангового транспортного устройства 2 включает штангу 30, приводной цилиндр 31, толкатели-захиаты 32 и 33, цилиндр 34 для поворота штанги, рейку 35, Роликовые транспортеры-накопители включают вращающиеся фрикционные ролики 36, приводимые в движение цепью (не показана), Спутники 5 снабжены базовыми элемен1:ами 37 и 38, выполненными в виде ггальцев, и 39 - 41 в виде плоскостей, с; деталь 6 имеет базовые отверстия 42 и базовый торец 43. Автоматическая линия работает следующим образом. Обрабатываемая деталь 6 загружаегтся в спутник 5 на базовые плоскости 39 41 и базовые элементы 37 и 38. В таком виде спутник подается ПО транспортеру-накопителю 3 до отсека1еля 4. При наличии спутника в отсекателе 4 захваты-толкатели 32 и 33, c vIoнтиpoвaнныe на штанге 30 штангового транспортного устройства 2, поворачиваются цилиндром 34 и рейкой 35 к спутнику и захватывают его. Цилиндр 31 перемещает спутник 5 в станок. Спутник 5 в приспособлении для зажима и фиксации обрабатываемых деталей 9 скользит по направляющим 24 и 25 для спутника и с боков направляющих 22 и 23, при этом обрабатываемая деталь 6 проходит мимо базового элемента 12 приспособления для зажима и фиксации детали 9 с зазором. Базовые элементы 10 и 11, смонтированные в корпусе приспособления 9 зажима и фиксации детали с приводом 14,вводятся в базовые элементы 39 дбгтали 6, которая при этом открывае ся от базовых плоскостей 39 - 41 спутника 5, оставаясь связанным с ним базовыми элементами 37 и 38. Приспособление для зажима 13 прижимает обрабатываемую деталь 6 вместе со сг;утником 5 н базовому элементу 12 ПЕиспособления 9 зажима и фиксации детали. При этом направляющая 23 спутника передвигается вместе со спутником 5 в сторону базового элемента 12 по скалам 26 и 27, ржимая пружины 28 и 29 под действием привода перемещения 14 базовых элементов 12 приспособления 9. Таким образом обрабатываемая деталь Р на автоматической линии/ находясь на спутнике 5, оказывается одно временно сбазированной и зажатой на приспособлении 9 для зажима и фиксации детали 6, После зажима и фиксации детали б в приспособлении 9 происходит обработка детали 6 силовыми головками 7 и 8. После обработки происходит расфиксация обработанной детали 6, Отходит приспособление для зажима 13 и приводом 14 базовые элементы Ю и 11 выводятся из базовых отверстий 39 детали 6. Приводом 14 возвращается в исходное положение направляющая 23 для спутника, которая также возвращает спутник 5 вместе с обработанной деталью 6 на направлякяцие 22, 24 и 25,спутника, чему способствуют пружины 28 и 29. После разжима расфиксация обрабатываемой детали 6 и возвра-25 та спутника 5 в положение для .транс- портирования захватыгтолкатели 32 и 33 поворачиваются к спутнику, захватывают его и перемещают из станка на транспортер-накопитель 3. Одновременно, если имеется спутник 5 в отсекателе 4, то и он захватывается толкателями и перемещается в станок. Спутник 5, благодаря вращающимся роликам 36, перемещается к следующему станку по ходу технологического процесса. Если какой-либо станок в автоматической лини.и остановлен для смены режущего инструмента либо для устранения неисправностей, то предыдущие и последующие станки продолжают работать, так как спутники 5 заполняют транспортер-накопитель 3, а отсекатель 4 их удерживает в накопителе. После устранения неисправносзтей станок включают в работу и теперь он может забирать спутники из накопителя. Предлагаемое конструктивное выполнение автоматической линии полностью исключает влияние погрешности изготовления и базирования спутника на точность изготовления деталей.
ВидА
. фиг.2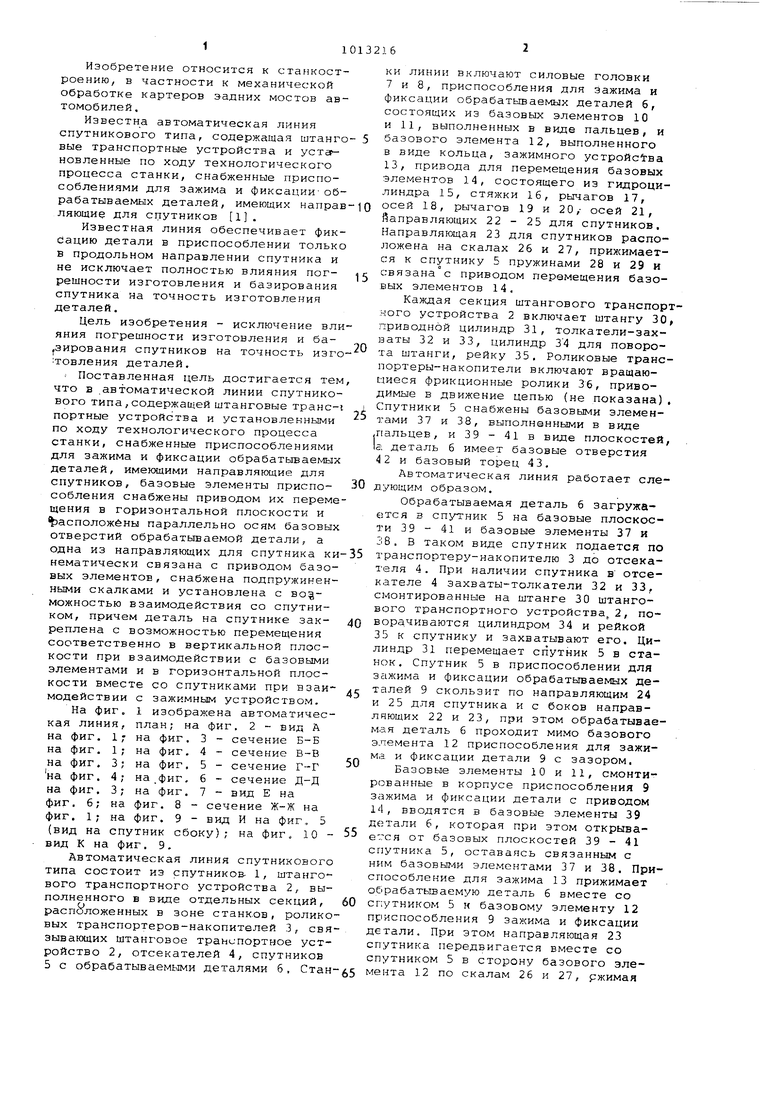
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок для двусторонней обработки деталей | 1982 |
|
SU1027014A1 |
| Автоматическая линия спутникового типа | 1991 |
|
SU1784445A1 |
| Многопозиционный станок | 1989 |
|
SU1756116A1 |
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| Автоматическая линия бесспутникового типа для обработки картеров ведущих мостов автомобилей | 1985 |
|
SU1318386A1 |
| Автоматическая линия для обработки деталей типа картеров ведущих мостов автомобилей | 1987 |
|
SU1602696A1 |
| Гибкий производственный модуль | 1990 |
|
SU1824287A1 |
| Поточная линия для изготовления металлоконструкций | 1980 |
|
SU961911A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО К ВЕРТИКАЛЬНО-ПРОТЯЖНЫМ СТАНКАМ | 1972 |
|
SU358126A1 |
| Автоматическая линия бесспутникового типа для механической обработки деталей типа картеров ведущих мостов автомобилей | 1981 |
|
SU1087305A1 |

АВТОМАТИЧЕСКАЯ ЛИНИЯ СПУТНИКОВОГО ТИПА, содержащая штанговые транспортные устройства и установленные по ходу технологического процесса станки, снабженные приспособлениями для зажима и фиксации обрабатываеKftuc деталей, тлекпимк направляющие для спутников, отличающаяс я тем, что, с исключения влияния погрешности изготовления и базирования спутников на точность изготовления деталей, базовые элементы приспособления снабжены приводе их перемещения в горизонтальной плоскости k расположёны параллельно осям базовых отверстий.обрабатываемой детали , a одна из направлянцих для спутника кинематически связана с приводом базовых элементов, снабжена подпружиненными скалками и установлена с возможностью взаимодействия со спутником, причем деталь на спутнике установлена с возможностью перемещения соответственно в вертикальной плоскости при взаимодействии с базо- Q вьми элементами приспособления ив щ горизонтальной плоскости вместе со «Н(Л спутником при взаимодействии с. за: ным устройством.
В-6
фиг.З
21
26
Фиг Л
Г-Г
Л-А
-23
Вид ,20
12
21
Фиг. 8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3540318, кл | |||
| Телефонная трансляция | 1922 |
|
SU771A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
