113
Изобретение относится к станкостроению, а именно к бесснутниковым автоматическим линиям для механической обработки деталей типа картеров ведущих мостов (КВМ) автомобилей.
Целью изобретения является снижение металлоемкости и повышение удобства обслуживания.
На фиг. изображена предлагаемая автоматическая линия, вид сбоку; на фиг,2 - разрез А-А на фиг.1; на фиг, 3 схема работы транспортера линии; на фиг,4 - разрез Б-Б на фиг,3 на фиг.5 - разрез В-В на фиг.1; на фиг,6 разрез Г-Г на фиг.5,
Автоматическая линия содержит горизонтальные агрегатные станки 1, связанные между собой транспортным устройством 2 штангового типа.
Каждый агрегатный станок автоматической линии состоит из станины 3, на которой установлены зажимное приспособление 4 и силовой стол 5 с силовой бабкой 6, несущей режущий инструмент .
Каждое зажимное приспособление содержит элементы базирования, в частности стационарные злементы 7 и 8 предварительного базирования в горизонтальной плоскости с наклонной по. .- о
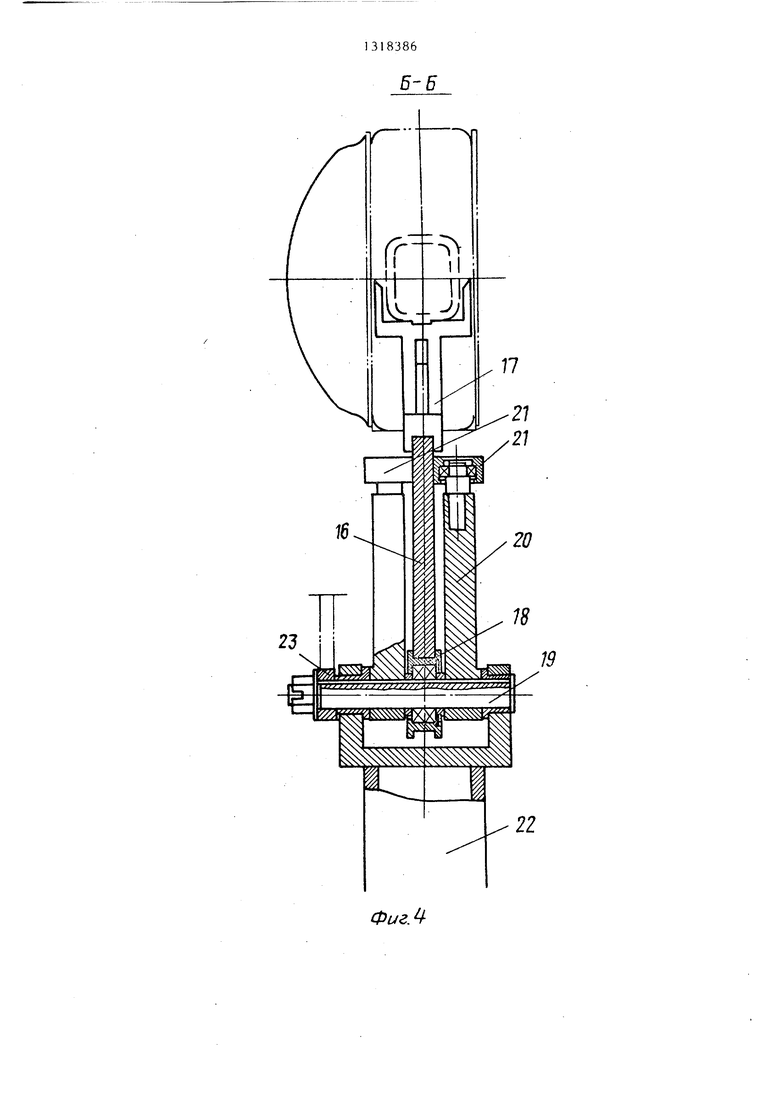
верхностью под углом 45 и с вертикальной плоскостью соответственно, элементы 9 окончательного базирования в горизонтальной плоскости, выполненные выдвижными в направлении, перпендикулярном плоскости перемещения штанги транспортного устройства, три базовых платика 10 для базирования заготовки в вертикальной плоскости, базовый упор 1I для базирования заготовки вдоль своей.продольной оси, а также два поворотных прихвата 12, поворотный прихват 13 и электро- мех-анический зажим 14, установленный соосно с обрабатывающим инструментом Зажим 14 и элементы предварительного базирования 7 установлены на силовой балочной конструкции 15, закрепленной на нижней части ста}шны и в верхней части приспособления.
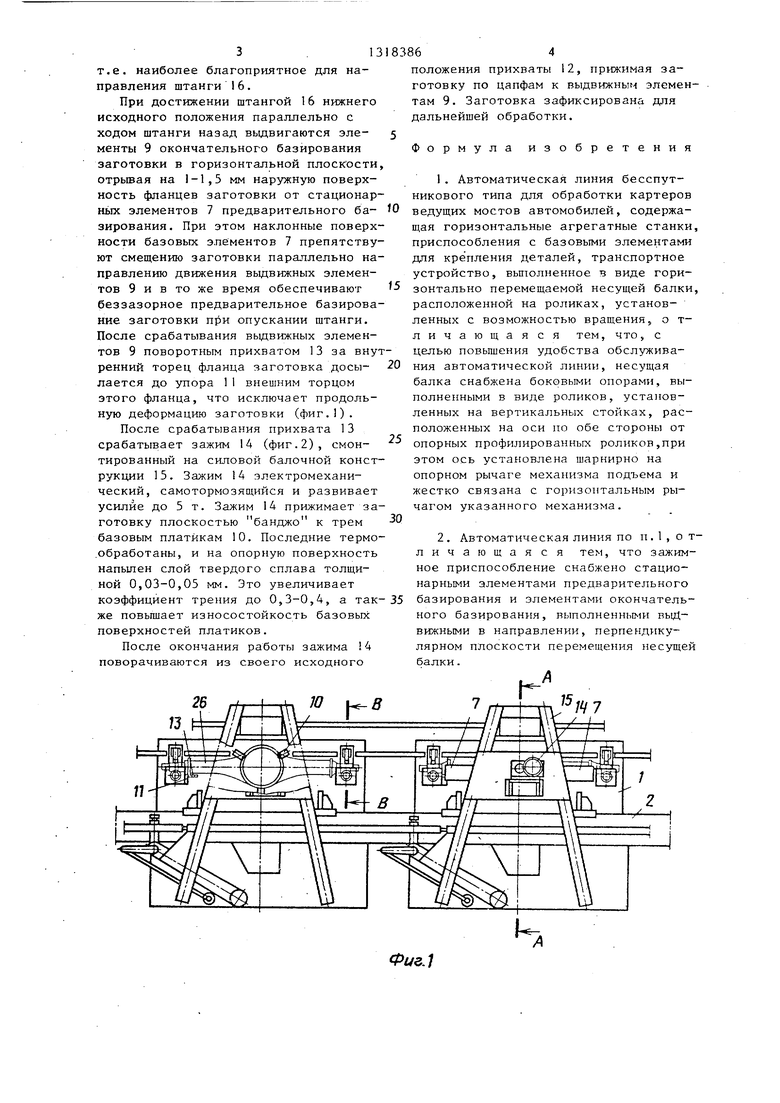
Транспортное устройство 2 состоит из плоской штанги 16 прямоугольного сечения с неподвижно закрепленными на ней ложементами 17, которая опирается на опорные ролики 18 с буртами, смонтированные на осях 19. На каждой оси 19 опорного ролика по обеим сторонам штанги i 6 смонтированы верO
386 ; 2
тикальные рычаги 20 с направляющими роликами 21, при этом вертикальные рычаги 20 жестко связаны с осью 19, например, с помощью шлицевого соеди- 5 нения. Ось 19 является составной
частью механизма, выполненного в виде четырехшарнирного параллелограмма и состоящего из рычага 22, шар- нирно связанного с осью 19 и обеспечивающего вертикальное перемещение штанги, рычага 23, жестко связанного с осью 19, стержня 24 и шарниров,
Каждьш рычаг 22 связан с общим приводом (не показан) с помощью тяг 25 длиной, равной шагу линии, шарнир- но связанных между собой для ликвидации погрешности сборки.
Линия работает следующим образом.
Приводом подъема штанг с помощью тяг 25 рычаги 22 поворачиваются по часовой стрелке и занимают вертикальное положение (фиг.З). При этом угол с/ между осью рычага и вертикалью со0
5
0
5
ставляет 3-5 для обеспечения эффекта самоторможения при внезапном падении давления в гидросистеме линии. При повороте рычагов 22 (фиг,4) через оси 19 и опорные ролики 18 штанга 16, поддерживаемая направляющими роликами 21 и зафиксированная в продольном направлении приводом транспортера (не показан), поднимается в верхнее положение. При этом штанга 16 ложементами 17 снимает заготовки 5 26 со стационарных элементов 7 пред варительного базирования (фиг,5).Поперечное сечение штанги выбрано таким , чтобы штанга при своем подъеме свободно проходила между кромками стационарных элементов 7 и 8 предварительного базирования. После этого транспортер совершает ход на один шаг и заготовки перемещаются к следующим станкам. Рычаги 22 поворачиваются в крайнее левое положение (фиг,3), а штанга 16, опускаясь вместе с опорными роликами 18, останавливает на пути заготовки на стационарных элементах 7 предварительного базирования и движется в свое исходное положение для подготовки к следующему циклу.
При этом на всей траектории движения четырехшарнирного параллелограмма ось 19 опорного ролика 18 сохраняет постоянное угловое положение, а рычаги 20, жестко связанные с ней, сохраняют вертикальное положение.
т.е. наиболее благоприятное для направления штанги 16.
При достижении штангой 16 нижнего исходного положения параллельно с ходом штанги назад выдвигаются элементы 9 окончательного базирования заготовки в горизонтальной плоскости, отрьюая на 1-1,5 мм наружную поверхность фланцев заготовки от стационарположения прихваты 12, прижимая заготовку по цапфам к выдвижныи элементам 9. Заготовка зафиксирована для дальнейшей обработки.
Формула изобретения
1. Автоматическая линия бесспутникового типа для обработки картеров
ньгх элементов 7 предварительного ба- О ведущих мостов автомобилей, содержащая горизонтальные агрегатные станки, приспособления с базовыми элементами для крепления деталей, транспортное
15
зирования. При этом наклонные поверхности базовых элементов 7 препятствуют смещению заготовки параллельно направлению движения выдвижных элементов 9 и в то же время обеспечивают беззазорное предварительное базирование заготовки при опускании штанги. После срабатывания выдвижных элементов 9 поворотным прихватом 13 за внутренний торец фланца заготовка досы лается до упора 11 внешним торцом этого фланца, что исключает продольную деформацию заготовки (фиг.1).
После срабатывания прихвата 13 срабатывает зажим 14 (фиг.2), смонтированный на силовор балочной конструкции 15. Зажим 14 электромеханический, самотормозящийся и развивает усилие до 5 т. Зажим 14 прижимает заготовку плоскостью банджо к трем базовым платйкам 10. Последние термо- .обработаны, и на опорную поверхность напылен слой твердого сплава толщиной 0,03-0,05 мм. Это увеличивает коэффициент трения до 0,3-0,4, а так-35 же повьш ает износостойкость базовых поверхностей платиков.
После окончания работы зажима 4 поворачиваются из своего исходного
,,- 20
25
устройство, вьтолненное в виде горизонтально перемещаемой несущей балки, расположенной на роликах, установленных с возможностью вращения, о т- личающая ся тем, что, с целью повьш ения удобства обслуживания автоматической линии, несущая балка снабжена боковыми опорами, выполненными в виде роликов, устазюв- ленных на вертикальных стойках, расположенных на оси по обе стороны от опорных профилированных роликов,при этом ось установлена шарнирно на опорном рычаге механизма подъема и жестко связана с горизонтальным рычагом указанного механизма.
2. Автоматическая линия по п. 1 , о т- личающаяся тем, что зажимное приспособление снабжено стационарными элементами предварительного базирования и элементами окончательного базирования, выполненными выдвижными в направлении, перпендикулярном плоскости перемещения несущей балки.
26
/3
положения прихваты 12, прижимая заготовку по цапфам к выдвижныи элементам 9. Заготовка зафиксирована для дальнейшей обработки.
Формула изобретения
1. Автоматическая линия бесспутникового типа для обработки картеров
15
35
20
25
устройство, вьтолненное в виде горизонтально перемещаемой несущей балки, расположенной на роликах, установленных с возможностью вращения, о т- личающая ся тем, что, с целью повьш ения удобства обслуживания автоматической линии, несущая балка снабжена боковыми опорами, выполненными в виде роликов, устазюв- ленных на вертикальных стойках, расположенных на оси по обе стороны от опорных профилированных роликов,при этом ось установлена шарнирно на опорном рычаге механизма подъема и жестко связана с горизонтальным рычагом указанного механизма.
2. Автоматическая линия по п. 1 , о т- личающаяся тем, что зажимное приспособление снабжено стационарными элементами предварительного базирования и элементами окончательного базирования, выполненными выдвижными в направлении, перпендикулярном плоскости перемещения несущей балки.
Фиг.1
I
CM
5-6
22
Фиг.
B-S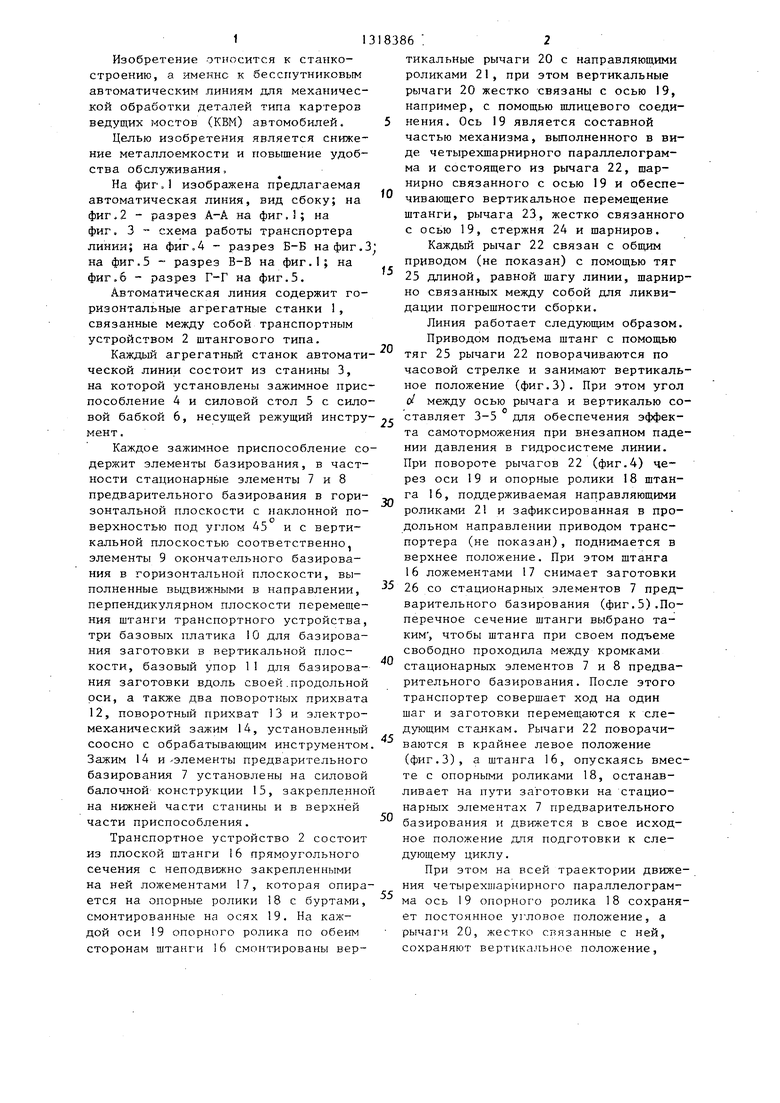
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия | 1984 |
|
SU1161312A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Агрегатный станок для обработки длинномерных деталей | 1987 |
|
SU1459896A1 |
| Автоматическая линия для обработки вертикально расположенных плоских деталей | 1984 |
|
SU1199591A1 |
| Автоматическая поточная линия | 1986 |
|
SU1395461A1 |
| КОНВЕЙЕР ДЛЯ ТРАНСПОРТИРОВКИ ЗАГОТОВОК В ПРЕССЕ | 2004 |
|
RU2355579C2 |
| Автоматическое приспособление длябАзиРОВАНия и зАжиМА дЕТАлЕй | 1979 |
|
SU846231A1 |
| Многопозиционный станок | 1989 |
|
SU1756116A1 |
| Агрегат для резки листового проката | 1985 |
|
SU1344530A1 |
| Автоматическая линия для обработки корпусных деталей | 1985 |
|
SU1255395A1 |

Изобретение относится к области станкостроения, в частности к бесспутниковым автоматическим линиям. Целью изобретения является снижение металлоемкости и повышение удобства обслуживания. Транспортное устройство состоит из плоской штанги 16 прямоугольного сечения с неподвижно закрепленными на ней ложементами 17, которая опирается на опорные ролики с буртами, смонтированные на осях. На каждой оси по обе стороны опорного ролика смонтированы вертикальные рычаги, жестко связанные с осью. Ось является составной частью механизма, выполненного в виде четырехшарнирно- го параллелограмма и состоящего из рычага 22, шарнирно связанного с осью и обеспечивающего вертикальное перемещение штанги, рычага 23, жестко связанного с осью, стержня 24 и шарниров. рычаг 22 связан с общим приводом тягой 25 длиной, равной шагу линии. 1 з.п. ф-лы, 6 ил. € Физ.З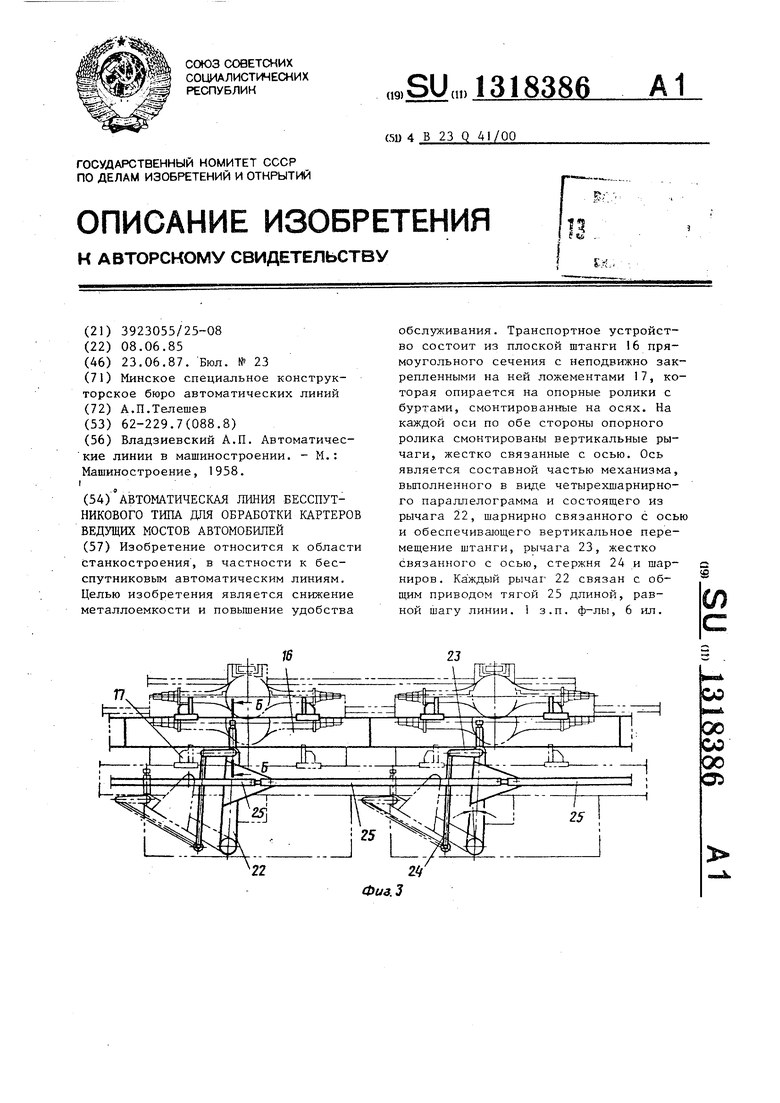
Фиг. 6
Составитель А.Логвинов Редактор ,О.Юрковецкая Техред Л.Олийнык Корректор А.Ильин
Заказ 2459/11 Тираж 786Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Владзиевский А.П | |||
| Автоматичес- кие линии в машиностроении | |||
| - М.: Машиностроение, 1958 | |||
| I |
