Изобретение относится к станкостроению, а нменно к бесспутниковым автоматическим линиям для механической обработки деталей типа картеров ведущих мостов автомобилей.
Цель изобретения - улучшение удобства обслуживания линии путем обеспечения хорошего доступа к средней части обрабатываемой детали и уменьшения массы станков автоматической линии.
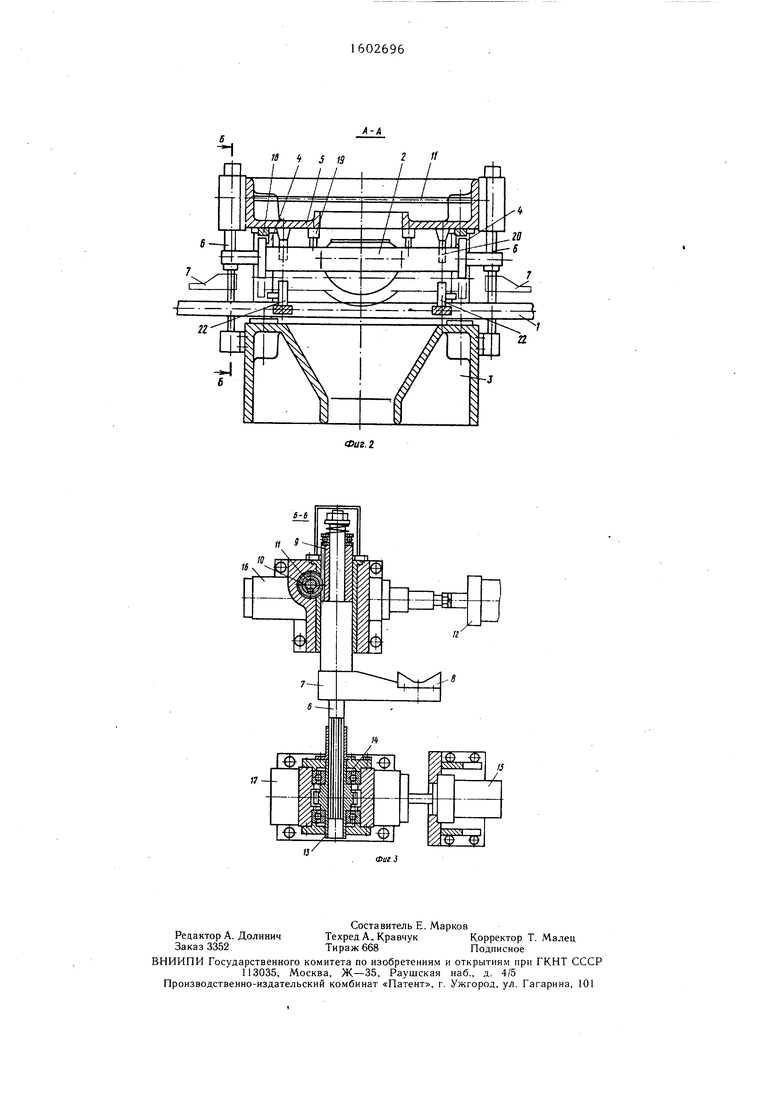
На фиг. 1 изображена автоматическая линия, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2. .
Автоматическая линия состоит из агрегатных станков, соединенных между собой шаговым транспортером, штанги 1 которого перемеш,ают заготовки 2 от станка к станку. Каждый агрегатный станок линии состоит из среднего основания 3, на котором на четырех стойках 4 установлен портал 5, и механизмов подъема, каждый из которых выполнен в виде двух вертикальных тяг 6 с установленными на них захватами 7 с ложементами 8. На верхней части тяг 6 установлены втулки-рейки 9, взаимодействующие с шестернями 10, установленными на валу 11, кинематически связанном с приводным цилиндром 12, обеспечивающим подъем тяг 6 с захватами 7. На нижней части тяг 6 выполнены шлицы, на которых установлены шестерни 13, смонтированные в радиальных подшипниках 14. Шестерни 13 кинематически связаны с гидроцилиндрами 15, обеспечивающими поворот тяг с захватами 7. Привод подъема захвата расположен в корпусе 16, который установлен на портале 5, а приводы повотора расположены в корпусах 17, установленных на среднем основании 3 станка. К порталам 5 с нижней стороны крепятся базовые призмы 18, подводимые опоры 19 и штыри 20.
Штанги 1 жестко соединены между собой стяжками 21, на которых установлены ложементы 22.
Базовые призмы 18 и ложементы 22 установлены таким образом, чтобы их оси лежали в плоскостях, параллельных направлению транспортирования. Это позволяет установить деталь своей большей осью на транспортер в направлении совпадающем с направлением транспортирования.
В базовых призмах 18 обрабатываемые заготовки базируются наружными поверхностями круглых фланцев, а штыри 20 определяют угловое положение заготовок при подъеме.
Механизмы подъема предназначены для подъема заготовок со транспортного устройства, предварительного зажима их с небольшим усилием в зоне обработки (на портале) и опускания на штанги 1 транспортера после обработки и установлены на порталах 5 со смещением в горизонтальной плоскости относительно оси транспортера на величину L не менее половины диа0
метра «банджо наибольшей детали, обрабатываемой на этой линии.
Ложементы 22, неподвижно з 1крепленные на стяжках 2.1, которые скрепляют меж; собой щтанги 1 транспортера в местах установки заготовок, служат для ориентации заготовок 2 при транспортировке.
Линия работает следующим образом. Заготовка 2 загружается на штанги 1 транспортного устройства так, чтобы прямоугольное сечение ее легло нл ложементы 22. После этого транспорт совершает ход на один шаг и заготовки оказываются под порталами 5 станков. Затем вступают в работу подъемные механизмы.
5 Для этого сначала включается гидроцилиндр 15, который через щестерню 18 поворачивает тягу 6 вместе с захватом на 90, при этом тяга 6 поворачивается в подщипнике 14 и рейке-втулке 9. Далее гидроцилнндр 12 воздействует на вал 11, связывающий меж0 ду собой две тяги 6, и шестерни 10, которые, поворачиваясь, перемещают вту;гки-рейки 9, а вместе с ними и тяги 6 с захватами 7, которые своими ложементами поднимают заготовку, при этом нижний конец тяг 6
g перемещается в шестернях 13, а верхний во втулках-рейках 9. При подъеме штыри 20 препятствуют ее повороту. Подъемные механизмы продолжают подннмать заготовки до тех пор, пока они своими круглыми фланцами не сориентируются в базовых призмах 19, далее подводимые опоры 19 выравнивают заготовки по «банджо, после чего заготовка окончательно зажимается по «банджо (механизмы зажима не показаны).
Пока новая заготовка 2 загружается на
5 агрегатных станках идет обработка. Затем в обратном порядке происходит разжнм заготовки, при этом после опускания подъемного механизма и установки заготовки 2 на штанги происходит поворог захватов от детали для возможности беспрепятствен ной транспортировки заготовок. Формула изобретения Автоматическая линия для обработки деталей типа картеров ведущих мостов автомобилей, содержащая агрегатнье станки с
5 механизмами подъема, порталами, на которых установлены базовые элем1;нты н зажимные приспособления, щтанп вое транспортное устройство с ложемента1ли по детали, отличающаяся тем, что, с целью уменьшения массы подвижных элементов зажим0 ных приспособлений, механизмы подъема выполнены в виде вертикально расположенных тяг с захватами, установленных с возможностью поворота относнтельно своих осей, расположенных на порталах со смещением в горизонтальной плоскости относительно
5 осей базовых элементов и ложелгентов, при этом оси ложементов под детали расположены в плоскостях, параллельных направлению перемещения штангоиого транспортного устройства.
0
А-А
k«
га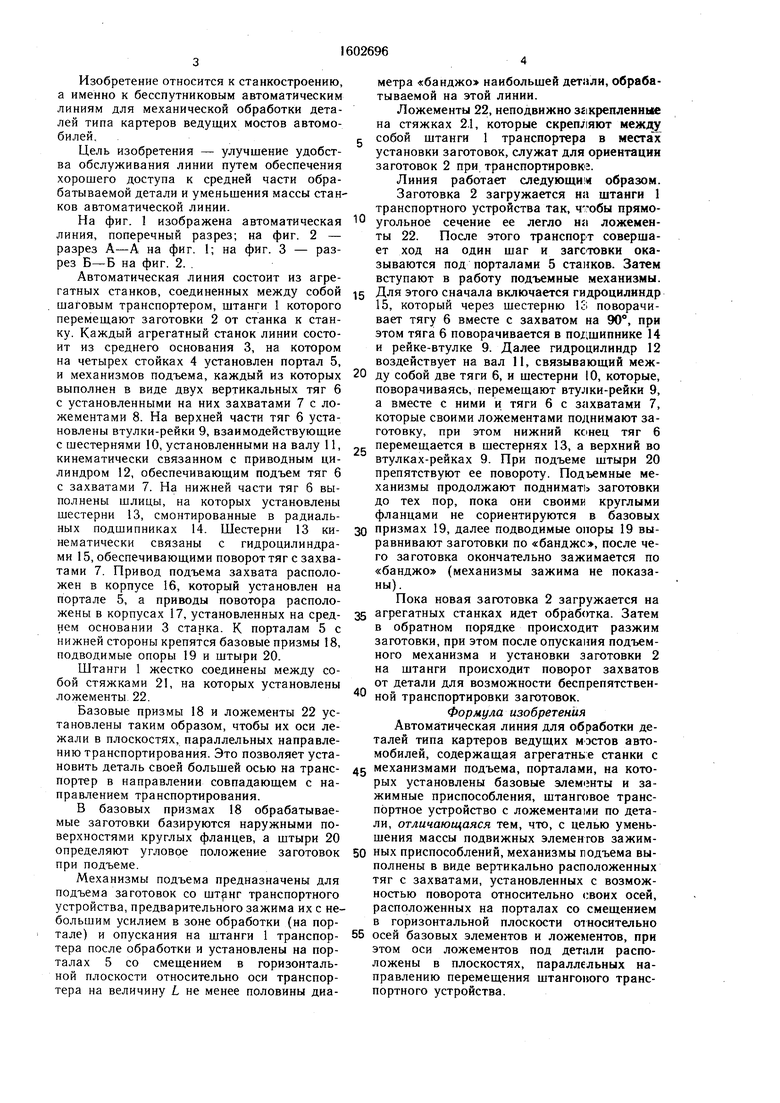
Изобретение относится к станкостроению, а именно к бесспутниковым автоматическим линиям для механической обработки деталей типа картеров ведущих мостов автомобилей. Целью изобретения является повышение удобства обслуживания. Автоматическая линия содержит агрегатные станки, соединенные штанговым транспортером. Каждый станок линии содержит пе-портал 5, механизм подъема с двумя захватами 7, закрепленными на вертикальных тягах 6, связанных валом, при этом приводы поворота тяг установлены на среднем основании 3 станка, а привод подъема-на портале 5. Механизмы подъема предназначены для подъема заготовок со штанг транспортного устройства, предварительного зажима их с небольшим усилием в зоне обработки /на порталах/ и опускания на штанги 1 транспортера после обработки и установлены на порталах 5 со смещением в горизонтальной плоскости относительно оси транспортера на величину не менее половины диаметра "банджо" наибольшей заготовки, обрабатываемой на этой линии. Штанги 1 транспортера жестко соединены между собой стяжками 21, на которых установлены ложементы 22. К порталам 5 с нижней стороны крепятся базовые призмы 18, которые вместе с ложементами 21 установлены таким образом, чтобы их оси лежали в плоскостях, параллельных направлению транспортирования. Это позволяет установить деталь своей большей осью на транспортер в направлении, совпадающем с направлением транспортирования. 3 ил.
Фиг 1
| Автоматическая линия бесспутниковогоТипА для МЕХАНичЕСКОй ОбРАбОТКи дЕТАлЕйТипА KAPTEPOB ВЕдущиХ МОСТОВАВТОМОбилЕй | 1979 |
|
SU831543A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
