эо
-si
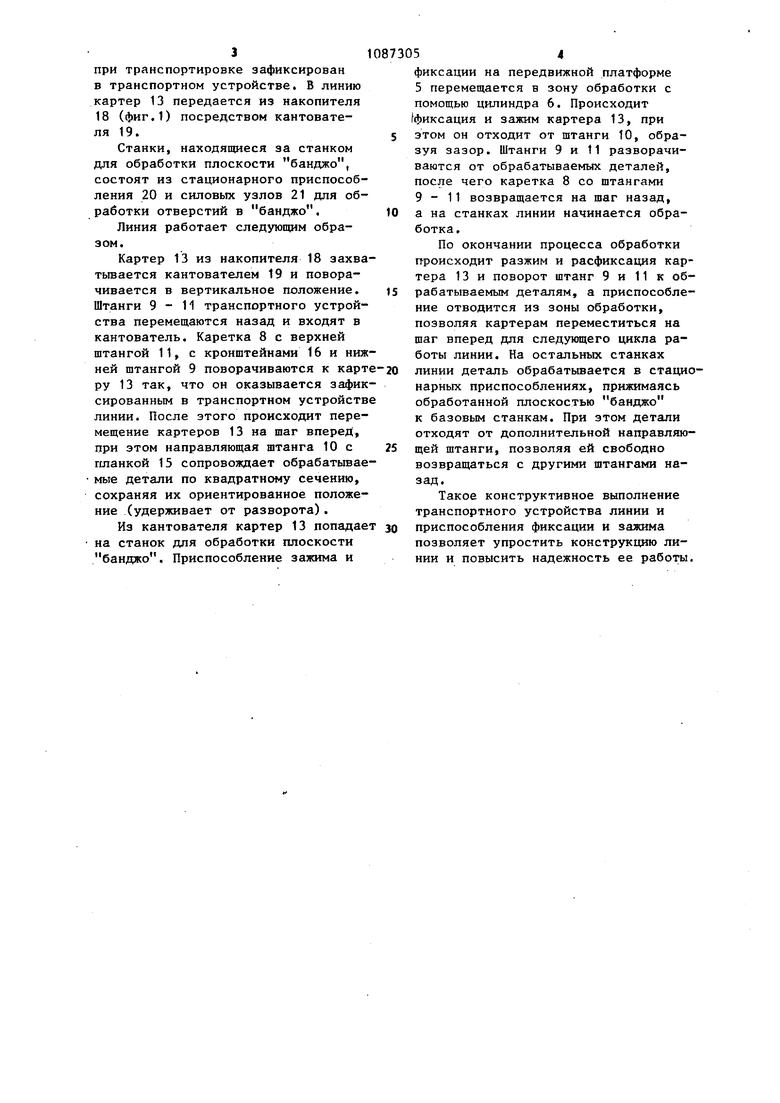
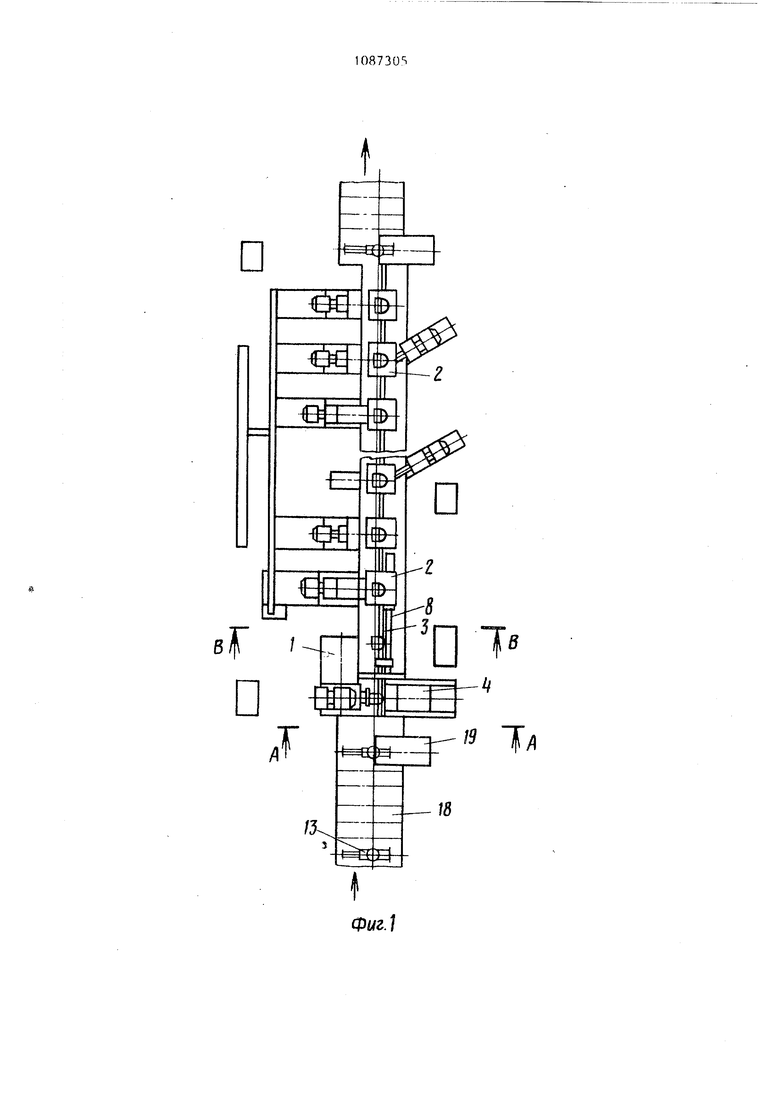
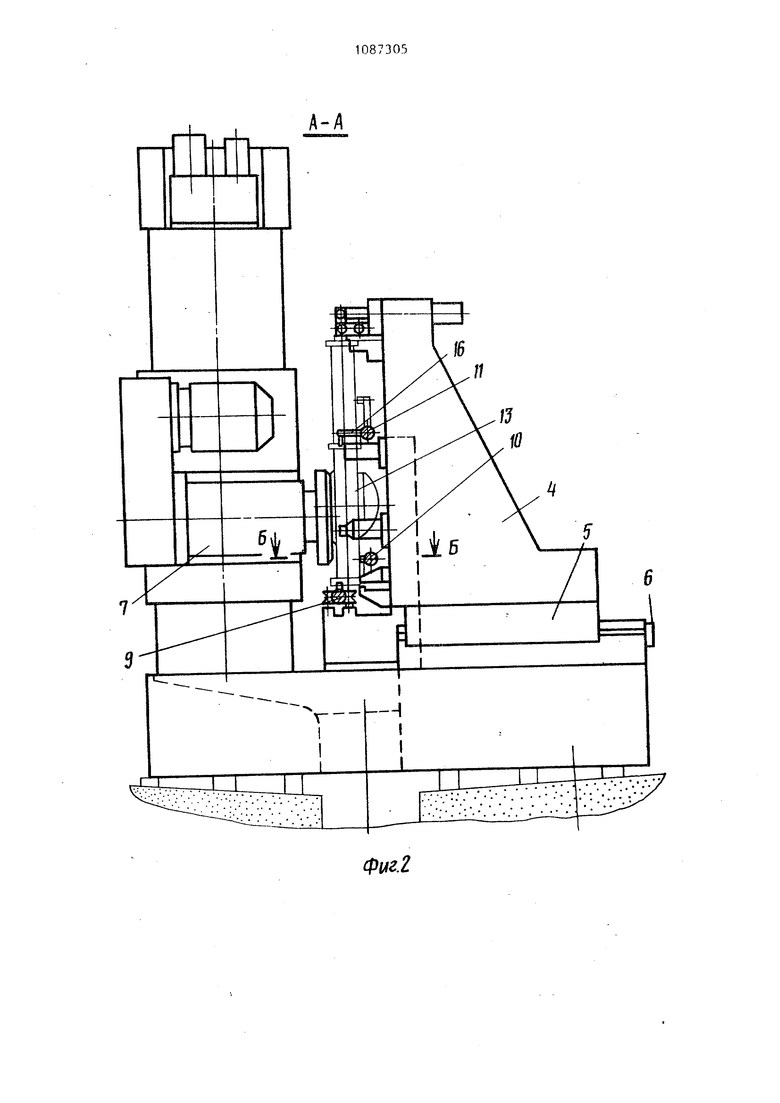
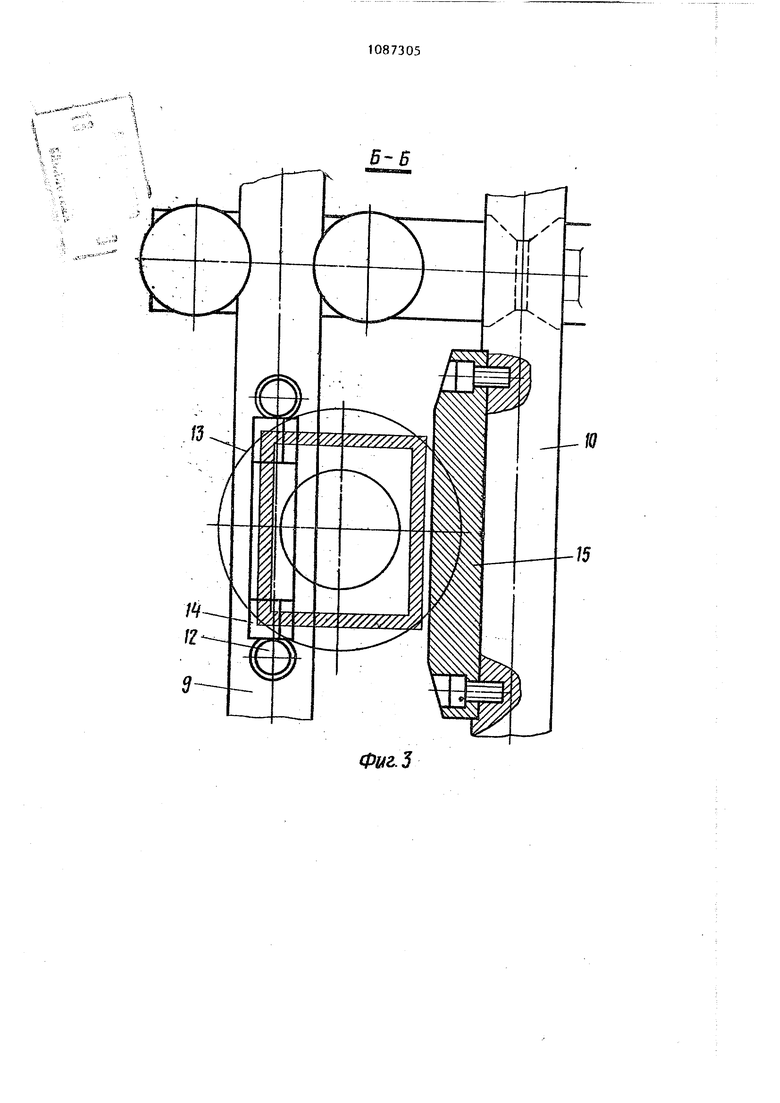
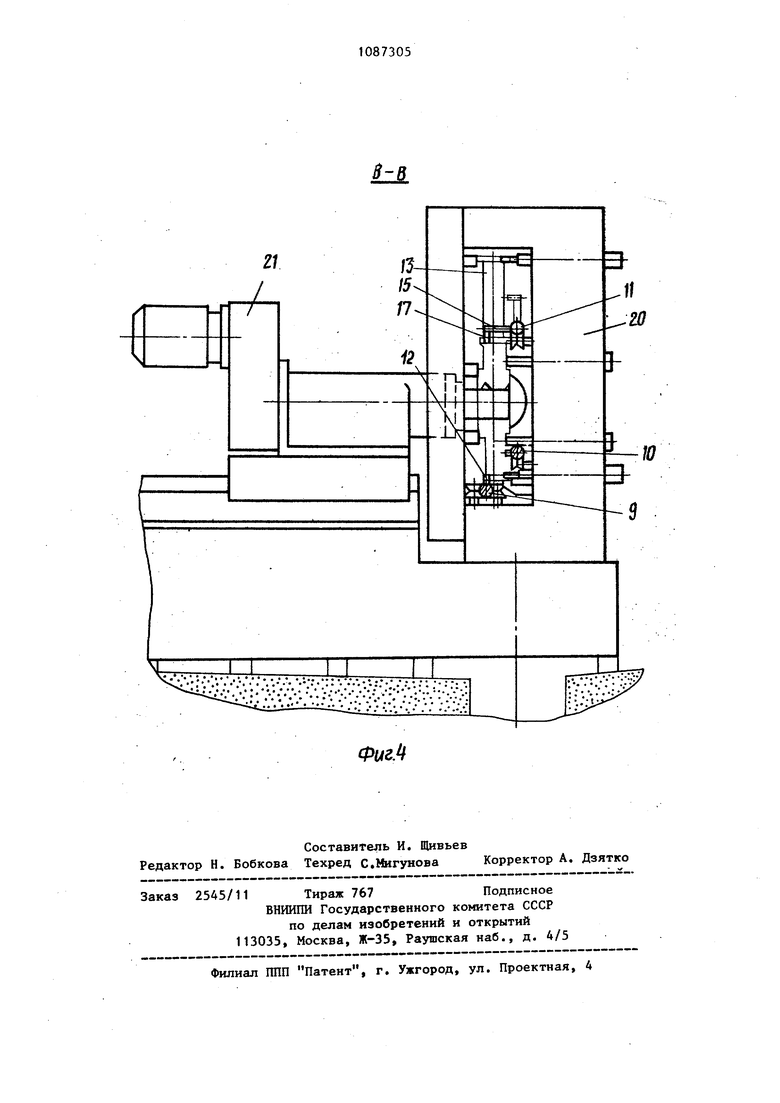
&д Изобретение относится к станкостроению, в частности к автоматичес КИМ линиям бесспутникового типа для механической обработки деталей типа картеров ведзгщих мостов автомобилей, Известна автоматическая линия бесспутникового типа для механической обработки деталей типа картеров ведущих мостов автомобилей, содержащая транспортное устройство для перемещения картеров в вертикальном положении и установленные по ходу технологического процесса станки для обработки плоскости банджо и станки для- обработки отверстий в банджо, приспособления зажима и фиксации обрабатываемых деталей Cl Недостатком известной линии является то, что для дополнительной фиксации,и поджима нежесткого картера в среднем сечении его выводят из транспортного устройства в зажимное приспособление посредством подвижных направляющих, служащих продолжением транспортных неподвижных направляющих. По условиям обработки вывод картеров из транспортного устройства необходим только на станках для обработки плоскости средней част ти (банджо). Для обработки отверст в средней части картера вьюод его из транспортного устройства не требуется. В связи со сказанным конструкция линии значительно усложняется. Для перемещения картера в ориентированном положении в линии преду смотрены неподвижные направляющие, расположенные над деталями и под деталями. При перемещении картера транспортным устройством вдоль непод вижных направляющих возникает трение квадратных фланцев детали по неподви ным поверхностям этих направляющих, что ограничивает скорость транспорти рования, не позволяя повысить производительность линии. Кроме того, в результате износа неподвижных направ ляющих, попадания в них стружки понижается долговечность и надежность работы линии. Целью изобретения является увели чение надежности линии в работе. Указанная цель достигается тем, что в автоматической линии бесспутни кового типа для механической обработ ки деталей типа картеров ведущих мостов автомобилей, содержащей транспортное устройство для перемеще ния картеров в вертикальном положеНИИ и установленные по ходу технологического процесса станки для обработки плоскости банджо с приспособлениями зажима и фиксации обрабатываемых деталей и станки для обработки отверстий в банджо, транспортное устройство выполнено в виде каретки с приводом ее горизонтального перемещения с тремя штангами, причем одна из штанг жестко закреплена на каретке, а две установлены с возможностью поворота, при этом приспособление зажима и фиксации обрабатываемых деталей установлено на дополнительно введенной в устройство платформе с возможностью отвода из зоны обработки при перемещении картеров транспортным устройством. На фиг.1 изображена автоматическая линия, общий вид; на фиг.2 разрез А-А на фиг.Ь, на фиг.З - разрез Б-Б на фиг.2; на фиг. 4 - раз-. рез В-В на фиг.1. Автоматическая линия содержит станок 1 для обработки плоскости банджо и станки 2 для обработки отверстий в банджо, транспортное устройство 3, приспособление зажима и фиксации для обработки картера 4 станка 1, установленное на передвижной платформе 5, которая отводится гидроцилиндром 6. На станке 1 обработка производится фрезерной бабкой 7. Транспортное устройство состоит из каретки 8 с приводом горизонтального перемещения (не показан) и содержит нижнюю поворотную штангу 9, направляющую штангу 10 и верхнюю поворотную штангу 11. На нижней поворотной штанге 9 смонтированы штыри 12, служай ие для перемещения картера 13 и удержания его по фланцу от смещения влево, и планка 14, на которую картер 13 опирается. На направляющей штанге 10 установлена планка 15, которая удерживает и сопровождает картер 13 по квадратному сечению в ориентированном положении. Верхняя поворотная штанга 11 снабжена кронштейнами 16 и штырями 17, удерживающими картер 13 от смещения влево и вдоль оси транспортирования. Когда верхняя штанга 11 с кронштейнами 16 и штырями 17 и нижняя штанга 9 со штырями 12 повернуты к картеру 13, то штыри 12 и 17 удерживают картер от смещения влево и вдоль.оси транспортирования, а кронштейн 16 от„смещения вправо. Таким образом, картер
при транспортировке зафиксирован в транспортном устройстве. В линию картер 13 передается из накопителя 18 (фиг.1) посредством кантователя 19.
Станки, находящиеся за станком для обработки плоскости банджо, состоят из стационарного приспособления 20 и силовых узлов 21 для обработки отверстий в банджо.
Линия работает следующим образом.
Картер 13 из накопителя 18 захватьшается кантователем 19 и поворачивается в вертикальное положение. Штанги 9-11 транспортного устройства перемещаются назад и входят в кантователь. Каретка 8 с верхней штангой 11, с кронштейнами 16 и нижней штангой 9 поворачиваются к карте ру 13 так, что он оказывается зафиксированным в транспортном устройстве линии. После этого происходит перемещение картеров 13 на шаг вперед, при этом направляющая штанга 10 с планкой 15 сопровождает обрабатываемые детали по квадратному сечению, сохраняя их ориентированное положение (удерживает от разворота).
Из кантователя картер 13 попадает на станок для обработки плоскости банджо. Приспособление зажима и
фиксации на передвижной платформе 5 перемещается в зону обработки с помощью цилиндра 6. Происходит фиксация и зажим картера 13, при этом он отходит от штанги 10, образуя зазор. Штанги 9 и 11 разворачиваются от обрабатываемых деталей, после чего каретка 8 со штангами 9-11 возвращается на шаг назад, а на станках линии начинается обработка.
По окончании процесса обработки происходит разжим и расфиксация картера 13 и поворот штанг 9 и 11 к обрабатываемым деталям, а приспособление отводится из зоны обработки, позволяя картерам переместиться на шаг вперед для следующего цикла работы линии. На остальных станках линии деталь обрабатывается в стационарных приспособлениях, прижимаясь обработанной плоскостью банджо к базовым станкам. При этом детали отходят от дополнительной направляющей щтанги, позволяя ей свободно возвращаться с другими штангами назад.
Такое конструктивное выполнение транспортного устройства линии и приспособления фиксации и зажима позволяет упростить конструкцию линии и повысить надежность ее работы
Фиг.
.2
,,..,.---:т
4 -v-J
;-,.;,Э
6-6
ФигЗ
2/
/
,, «,, , ,«, . .. .
,,« , Ct.. . . ,.... --Фмг.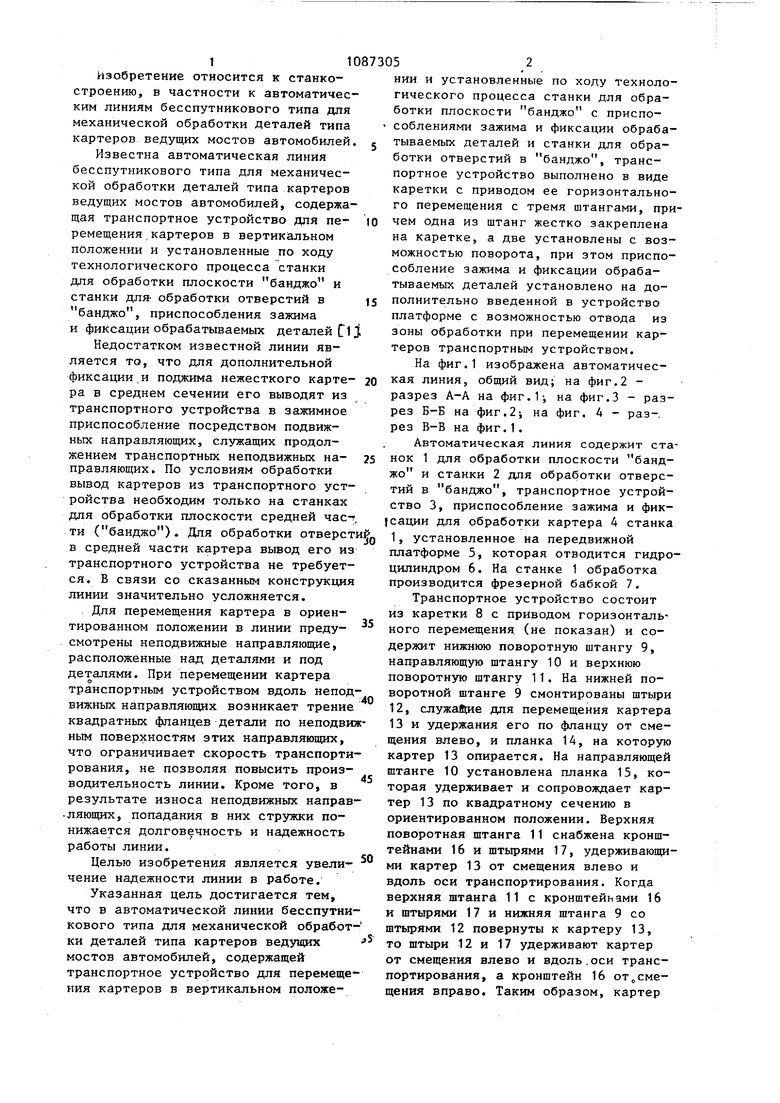
АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕССПУТНИКОВОГО ТИПА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КАРТЕРОВ ВЕДУВДХ МОСТОВ АВТОМОБИЛЕЙ, содержащая транспортное устройство -для переме щения картеров в вертикальном положении и установленные по ходу технологического процесса станки для обработки плоскости банджо с приспособлениями зажима и фиксации обрабатываемых деталей и станки для обработки отверстий в банджо, отличающаяся тем, что, с целью увеличения надежности линии в работе, транспортное устройство выполнено в виде каретки с приводом ее горизонтального перемещения с тремя mTarfгами, причем одна из штанг жестко закреплена на каретке, а две другие установлены с возможностью поворота, при этом приспособление зажима и фиксации обрабатываемых деталей установлено на дополнительно введенной § в устройство платформе с возможностью отвода из зоны обработки при переме(Л щении картеров транспортным устройством .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
