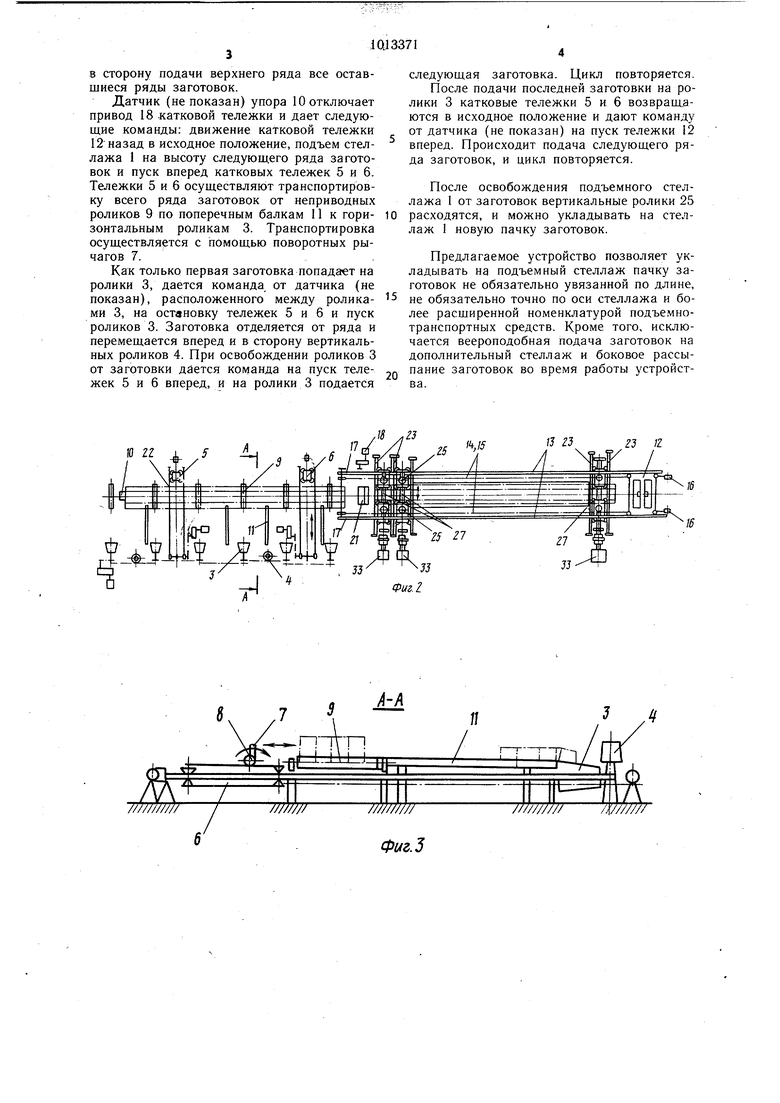
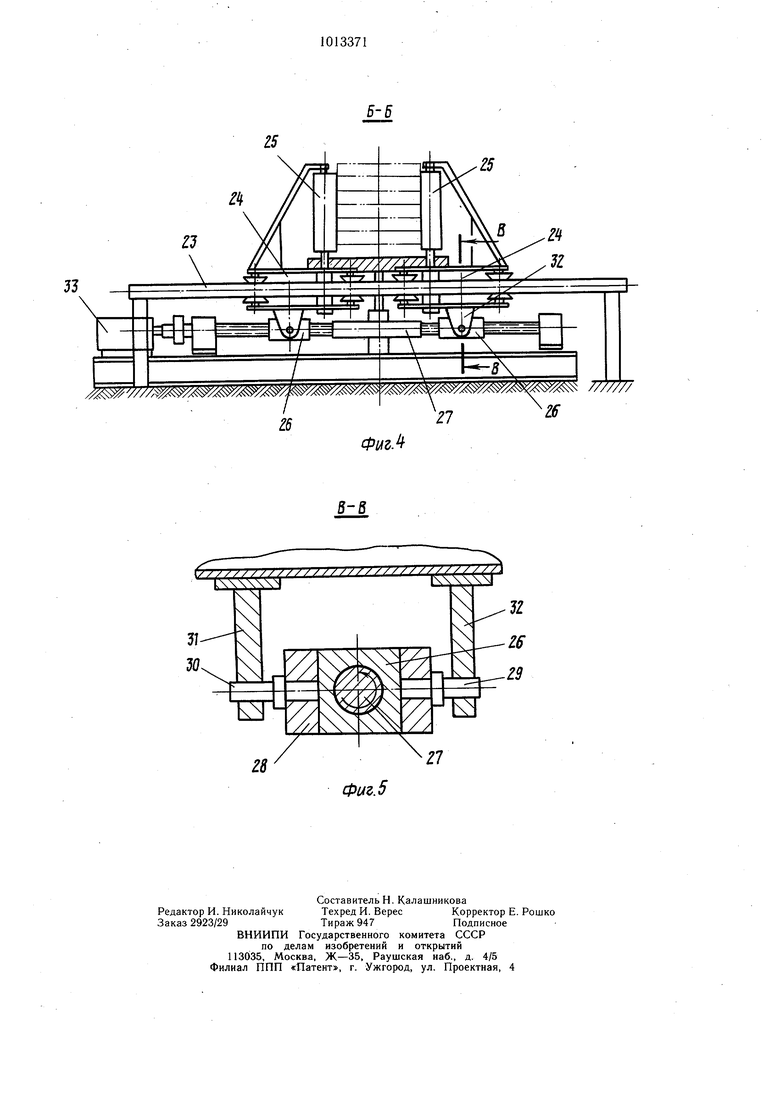
Изобретение относится к изготовлению строительных металлоконструкций и может быть использовано в любой отрасли промышленности, где требуется поштучная выдача прямоугольных заготовок из пачки. По основному авт. св. № 804558 известно устройство, содержаш,ее подъемный стеллаж для заготовок, расположенные над ним толкатели и конвейер из горизонтально и вертикально смонтированных роликов, дополнительный стеллаж для заготовок с упором, установленный за подъемным стеллажом по ходу технологического процесса и параллельно конвейеру, и дополнительные толкатели с направляющими, расположенными над дополнительным стеллажом перпендикулярно основным толкателям 1. Однако папка заготовок (например, прямоугольные трубы), установленная на подъемный стеллаж, в процессе работы устройства может рассыпаться по бокам стеллажа, и подача заготовок на дополнительный стеллаж будет невозможна. Кроме того, папку заготовок на подъемный стеллаж необходимо подавать связанной, с целью предохранения ее от рассыпания, для чего необходима операция обвязки папки заготовок лентой в трех точках по ее длине. Цель изобретения - повышение надежности работы устройства и его производительности. Цель достигается тем, что устройство для поштучной подачи прямоугольных заготовок имеет направляющие, расположенные параллельно направляющим дополнительных толкателей, смонтированные с торцов подъемного стеллажа по ходу технологического процесса и установленные в направляющих каретки с вертикальными роликами для выравнивания стопы заготовок, при этом за подъемным стеллажом по ходу технологического процесса установлено не менее двух направляющих с каретками. На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 4. Устройство для поштучной подачи прямоугольных заготовок содержит установленный на станине подъемный стеллаж 1 для заготовок 2. Параллельно геометрической оси подъемного стеллажа 1 расположен конвейер, выполненный из горизонтальных 3 приводных и вертикальных 4 неприводных роликов. Перпендикулярно оси конвейера расположены толкатели в виде приводных Катковых тележек 5 и 6 с рычагом 7, поворотным вокруг оси 8. За подъемным стеллажом 1 по ходу технологического процесса и параллельно конвейеру установлен дополнительный стеллаж в виде неприводных роликов 9, являющийся продолжением подъемного стеллажа 1. На конце дополнительного стеллажа установлен жесткий упор 10. Между дополнительным стеллажом для заготовок и конвейером установлены поперечные балки 11. Над подъемным стеллажом 1 установлен толкатель 12, параллельный оси конвейера. Толкатель 12 выполнен в виде катковой тележки, перемещающейся по направляющим 13 с помощью цепей 14 и 15, огибающих натяжные 16 и приводные 17 звездочки от привода 18. Катковая тележка 12 имеет рычаг 19, поворотный вокруг горизонтальной оси 20. Жесткий упор 21 необходим для сдерживания от движения вперед оставшихся рядов заготовок во время подачи верхнего ряда к дополнительному стеллажу. За подъемным стеллажом 1 по ходу технологического процесса параллельно направляющим 22 дополнительных толкателей с торцов подъемного стеллажа 1 расположены направляющие 23, в которых установлены каретки 24 с вертикальными роликами 25 для выравнивания стог1ы заготовок, при этом за подъемным стеллажом по ходу технологического процесса установлено не менее двух направляющих 23 с каретками 24. Перемещение кареток 24 осуществляется от ходовых гаек 26, перемещаемых по винту 27 с правой и левой нарезкой. Гайки 26 обхватываются цилиндрическими обоймами 28 с цапфами 29 и 30. Цапфы установлены в кронщтейнах 31 и 32, жестко закрепленных на каретках 24. Привод 33 осуществляет вращение винта 27. Установка перед упором 21 и после подъемного стеллажа 1 двух направляющих 23 с вертикальными роликами вертикальных сдвоенных роликов 25 необходима для исключения веерообразной подачи заготовок на дополнительный стеллаж 9. Устройство работает следующим образом. На подъемный стеллаж 1 подъемно-транспортным средством (например, мостовым или магнитным краном) укладывается пачка заготовок (заготовки изображены штрихпунктирными линиями). По команде операто ра с пульта управления вертикальные ролики 25, двигаясь навстречу друг другу, центрируют пачку заготовок по оси подъемного стеллажа, после чего подъемный стеллаж 1 опускается в крайнее нижнее положение. При этом поступает команда на датчик (не показан) для пуска катковой тележки 12 вперед. Перемещаясь в сторону конвейера, катковая тележка 12 своим поворотным рычагом 19 снимает весь верхний ряд заготовок и подает его по неприводным роликам 9 до жесткого упора 10. При этом вертикальные ролики 25 удерживают пачку заготовок от бокового рассыпания и от веероподобной подачи ряда на дополнительный стеллаж 9, а жесткий упор 21 удерживает от движения
в сторону подачи верхнего ряда все оставшиеся ряды заготовок.
Датчик (не показан) упора 10 отключает привод 18 -Катковой тележки и дает следующие команды: движение катковой тележки 12 назад в исходное положение, подъем стеллажа 1 на высоту следующего ряда заготовок и пуск вперед Катковых тележек 5 и 6. Тележки 5 и 6 осуществляют транспортировку всего ряда заготовок от неприводных роликов 9 по поперечным балкам 11 к горизонтальным роликам 3. Транспортировка осуществляется с помощью поворотных рычагов 7..
Как только первая заготовка попадает на ролики 3, дается команда, от датчика (не показан), расположенного между роликами 3, на остановку тележек 5 и 6 и пуск роликов 3. Заготовка отделяется от ряда и перемещается вперед и в сторону вертикальных роликов 4. При освобождении роликов 3 от заготовки дается команда на пуск тележек 5 и б вперед, и на ролики 3 подается
следующая заготовка. Цикл повторяется. После подачи последней заготовки на ролики 3 катковые тележки 5 и 6 возвращаются в исходное положение и дают команду от датчика (не показан) на пуск тележки 12 вперед. Происходит подача следующего ряда заготовок, и цикл повторяется.
После освобождения подъемного стеллажа I от заготовок вертикальные ролики 25 расходятся, и можно укладывать на стеллаж 1 новую пачку заготовок.
Предлагаемое устройство позволяет укладывать на подъемный стеллаж пачку заготовок не обязательно увязанной по длине, не обязательно точно по оси стеллажа и более расширенной номенклатурой подъемнотранспортных средств. Кроме того, исключается веероподобная подача заготовок на дополнительный стеллаж и боковое рассыпание заготовок во время работы устройства.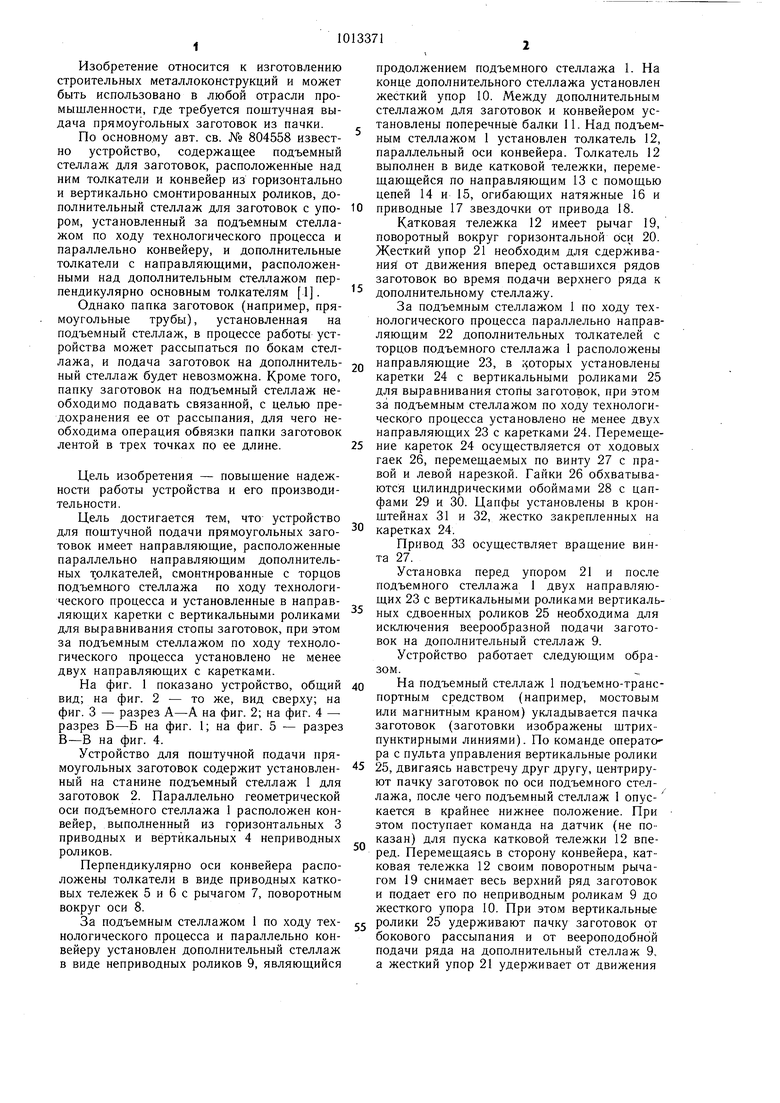
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной подачипРяМОугОльНыХ зАгОТОВОК | 1979 |
|
SU804558A1 |
| Устройство для поштучной подачи прямоугольных заготовок | 1980 |
|
SU910519A2 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Устройство для подачи труб к трубоотрезному станку | 1982 |
|
SU1031655A1 |
| Автоматическая линия для изготовления змеевиков | 1974 |
|
SU504588A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий | 1989 |
|
SU1782890A1 |
| Установка для укладки керамических изделий на сушильную вагонетку | 1986 |
|
SU1362629A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ПРЯМОУГОЛЬНЫХ ЗАГОТОВОК по авт. св. № 804558, отличающееся тем, что, с целью повышения надежности работы устройства и его .производительности, оно имеет направляющие, расположенные параллельно направляющим дополнительных толкателей, смонтированные с торцов подъемного стеллажа по ходу технологического процесса и установленные в направляющих каретки с вертикальными роликами для выравнивания стопы заготовок, при этом за .подъемным стеллажом по ходу технологического процесса установлено не менее двух направляющих с каретками.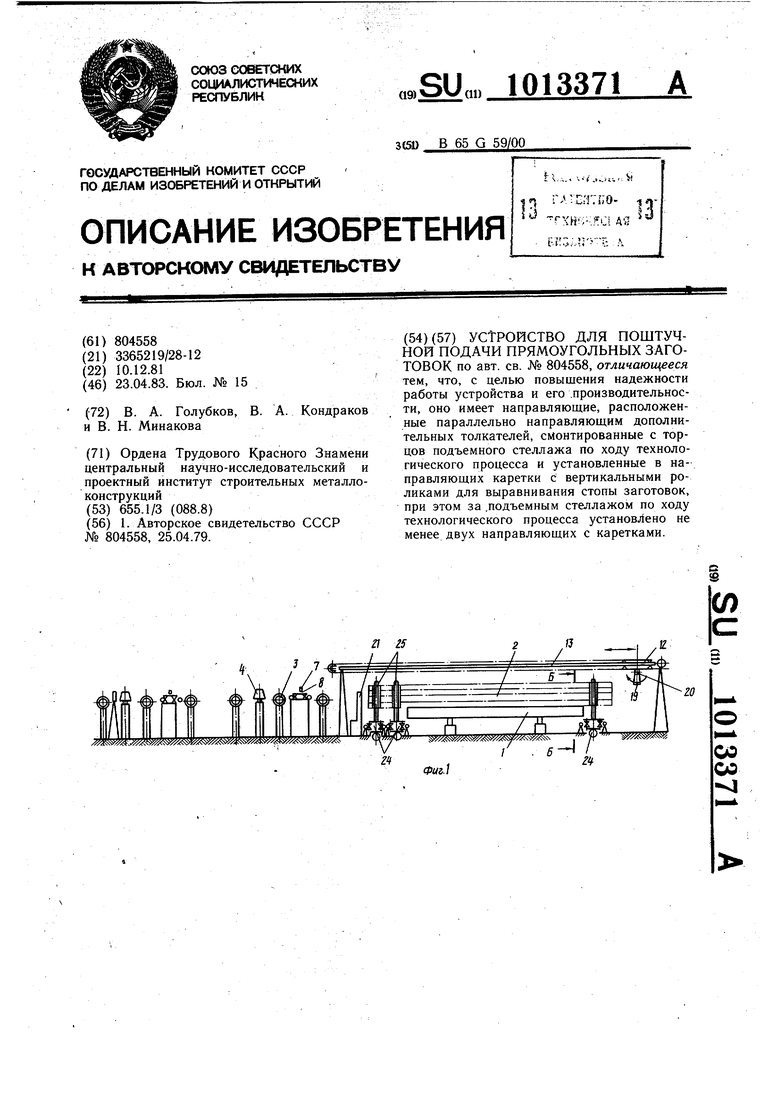
у//// 5§ : $ $ й;5 $
(
ФиъЛ
Фиг. 5 7777777 V if
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для поштучной подачипРяМОугОльНыХ зАгОТОВОК | 1979 |
|
SU804558A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
