I
Изобретение относится к области трубогибочного производства, а именно к оборудованию для изготовления змеевиков.
Известная автоматическая линия, предназначенная для той же цели и содержащая установленные но ходу технологического процесса стеллаж для заготовок, устройство для измерения длины за1готавки, рольганг, гибочное ycTtpoHCTiBO, устройство для съема змеевика и приемное устройство, н.е обеспечивает ориентированной укладюи змеевика при переходе на гибку другого типоразмера, так как укладка змеавийое производится по мере их гибки на приемник подряд, что впоследствии требует сортировки их по типоразмерам.
Цель изобретения - ориентированная укладка змеевика по типоразмерам.
Эта цель достигается тем, что предложенная автоматическая линия снабжена блоками упоров первого и второго гибов, смонтированными на гибочном устройстве, и блоком выдвижных упоров, смонтированным на устройстве для съема змеевика, электрически связанными с устройством для замера длины заготовки, а также подвижным упором для выравнивания торцов змеевика относительно приемного устройства, размещенным на устройстве для съема змеевика.
Кроме того, устройство для съема змеевика выполнено в виде установленной на раме с
возможностью возвратно-поступательного перемещения каретки с размещенной на ней подъемной траверсой, снабженной захватами в виде набора параллельно установленных пластин с симметричными боковыми вырезами под калибр захвата, имеющих возможность поворота вокруг вертикальной оси, и толкателями, размещенными между указанными захватами, а приемное устройство выполнено в виде размещенной на тележке стержневой кассеты, стержни которой закреплены с щагом, равным шагу захватов устройства для съема змеевика.
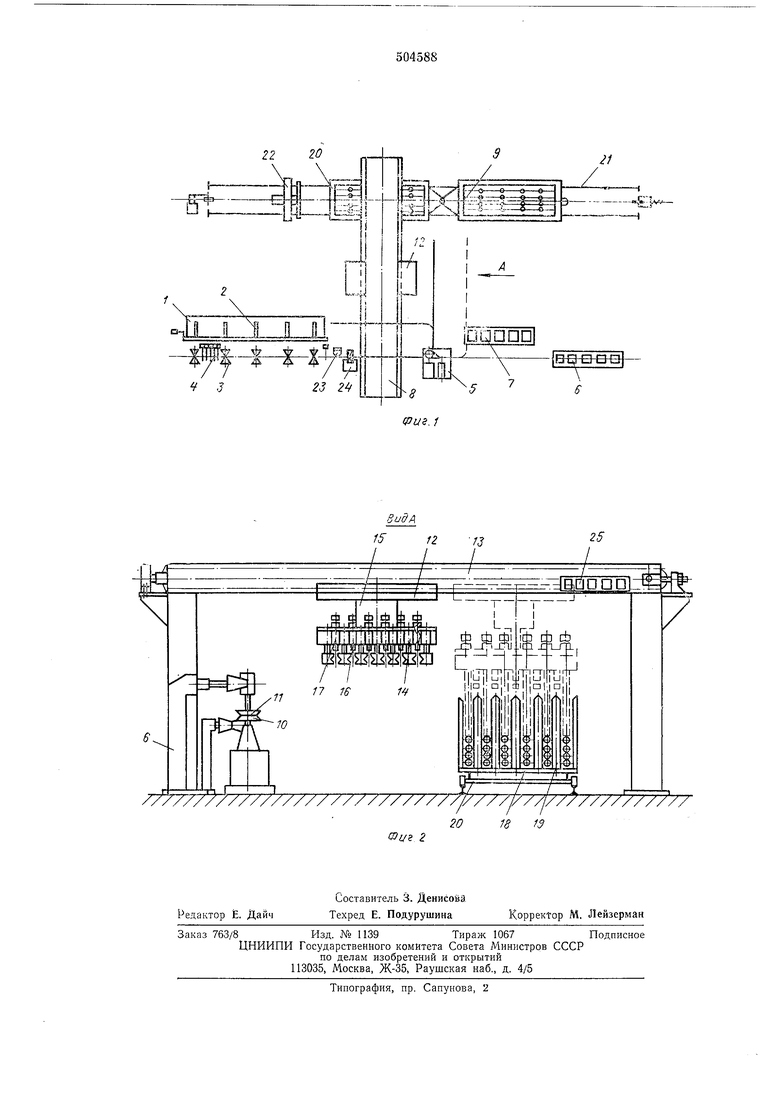
На фиг. 1 изображена автоматическая линия для изготовления змеевиков, вид сверху; на фиг. 2 - устройство для съема змеевиков и приемник готовой продукции.
Линития содержит стеллаж 1, сбрасыватель 2 для поштучной подачи заготовок на приемный приводной рольганг 3, смонтированное в линии рольганга устройство 4 для автоматического замера длины заготовки, станок 5 для гибки, блок 6 упоров первого гиба, блок 7 упоров второго гиба, устройство 8 для съема изделий и приемник 9 готовой продукции.
В станке для гибки гибочный сектор выполнен разъемным по горизонтали и состоит из неподвижной нижней половины 10 и верхней половины 11, которая имеет возможность отвода в сторону.
Устройство для съема состоит из каретки 12, смонтированной на раме 13 и несущей подъемную траверсу 14, которая имеет возможность нодъема и онускания от иневмоцилиндра 15. В травесре установлены поворотные на 90° захваты 16, а между ними толкатель 17.
Приемник 9 готовой продукции выполнен в виде кассеты, имеющей ненодвижное основание 18 с укрепленными на нем стержнями 19, образующими последовательно расположенные емкости. Расстояния между стержнями соответствуют расстояниям между захватами. Таких кассет как минимум две: в одну из них укладывают изделия, а другая разгружается. Кассеты установлены на тележках 20, перелтещающихся по рельсам 21.
Для выравнивания торцов змеевиков нри их укладке в кассету устройство для съема снабжено смонтированным на раме подвижным упором 22, фиксирующим положение торцов змеевиков.
Автоматическая линия работает следующим образом.
На стеллаж 1 подаются исходные заготовки змеевиков, откуда сбратывателем 2 по одной заготовки поступают на рольганг 3. На рольганге заготовка автоматически замеряется по длине устройством 4, от которого подается команда в определенной последовательности на выдвижные упоры блоков 6 и 7 упоров. По рольгангу труба перемещается до соответствующего упора (в зависимости от длины исходной заготовки) блока 6 упоров первого гиба. При перемещении труба взаимодействует с конечным выключателем 23, от которого подается команда на поджим трубы прижимным роликом 24 и на поворот верхней половины 11 гибочного сектора в рабочее положение. После того, как труба дойдет до соответствующего упора блока 6, осуществляется первый гиб в гибочном устройстве 5 на угол 90° для всех змеевиков, кроме центрального в секции, который гнут сразу на угол 180°.
После первого гиба заготовка перемещается до соответствующего упора блока 7 второго гиба, затем на том же гибочном- устройстве осуществляется второй гиб на 90°, после чего происходит подъем и отвод прижимного ролика 24 и верхней половины 11 гибочного сектора. -a-il
в момент освобождения змеевика каретка 12 находится над полученным змеевиком. Получив команду, траверса с захватами опускается, а захваты в этот момент повернуты вдоль змеевика так, чтобы затем при их повороте на 90° ветви змеевика оказались бы в калибре захвата. После захвата змеевика
траверса 14 поднимается, и каретка перемещается до соответствующего упора блока 25 выдвижных упоров. В зависимости от щирины змеевика включается соответствующий упор, каретка останавливается, при этом ось симметрии змеевика всегда совпадает с продольной осью симметрии кассеты, что позволяет все змеевики укладывать симметрично этой оси кассеты.
После остановки каретки подвижный упор 22 выравнивает торец змеевика, т. е. фиксирует положение змеевика в продольном направлении относительно кассеты, траверса опускается, захваты, поворачиваясь на 90°,
освобождают змеевик, который опускается в соответствующую емкость кассеты. Для больщей надежности опусканию змеевика помогают толкатели 17. Заполненную кассету перемещают к месту сборки секции конвективной
части котлов, а на ее место ставят другую свободную кассету, и цикл повторяется.
Формула изобретения
1.Автоматическая линия для изготовления змеевиков, содержащая установленные по ходу технологического процесса стеллаж для заготовок, устройство для измерения длины заготовки, рольганг, гибочное устройство, устройство для съема змеевика и приемное устройство, отличающаяся тем, что, с целью ориентированной укладки змеевика по типоразмерам, она снабжена блоками упоров первого и второго гибов, смонтированными на гибочном устройстве, и блоком выдвижных упоров, смонтированным на устройстве для съема змеевика, электрически связанными с устройством для замера длины заготовки, а также подвижным упором для выравнивания торцов змеевика относительно приемного устройства,
размещенным на устройстве для съема змеевика.
2.Линия по п. 1, отличающаяся тем, что устройство для съема змеевика выполненов в виде установленной на раме с возможностью возвратно-поступательного перемещения каретки с размещенной на ней подъемной траверсой, снабл енной захватами в виде набора параллельно установленных пластин с симметричными боковыми вырезами под калибр захвата, имеющих возможность поворота вокруг вертикальной оси, и толкателями, размещенными между указанными захватами.
3.Линия по п. 1, отличающаяся тем, что приемное устройство выполнено в виде
размещенной на тележке стержневой кассеты, стержни которой закреплены с щагом, равным щагу захватов устройства для съема змеевика. 22 20 Б--- 2J 2 3 ipqapD ™ -|&g&&g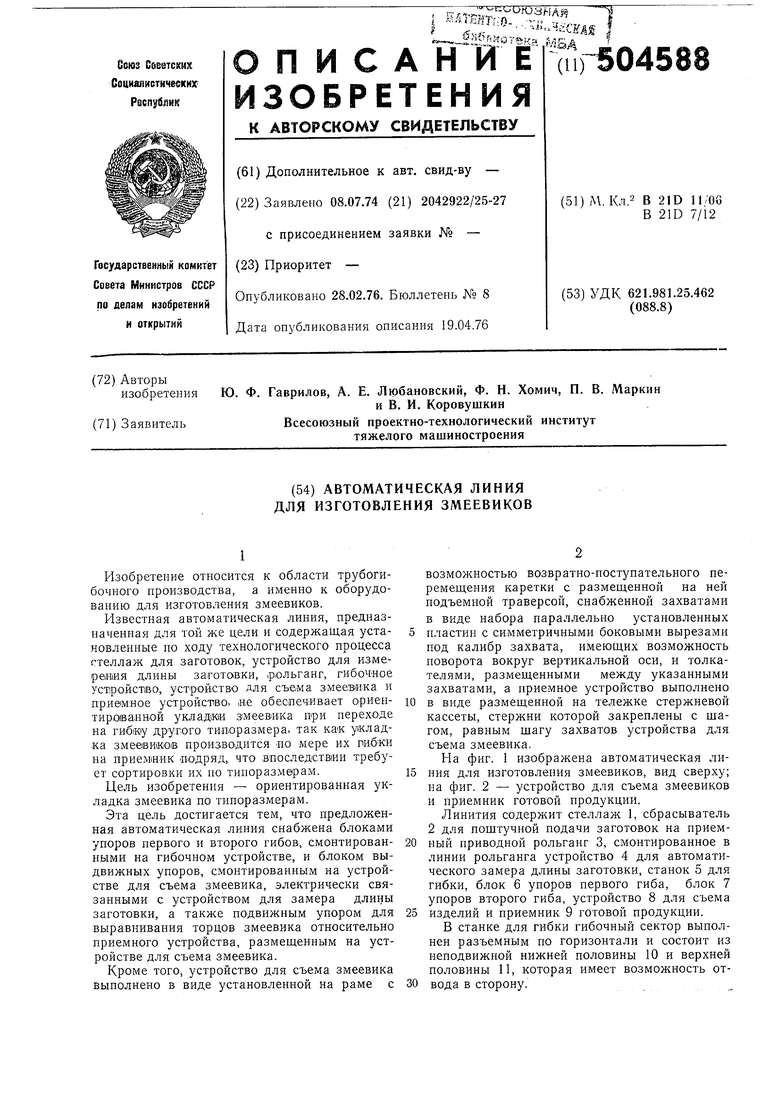
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГИБКИ ЭЛЕМЕНТОВЗМЕЕВИКОВ | 1971 |
|
SU295590A1 |
| Автоматическая линия изготовления изогнутых изделий из прутков | 1982 |
|
SU1060271A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Линия для изготовления змеевиков | 1979 |
|
SU961816A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |