Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации процессов штамповки в различных областях машиностроения.
Цель изобретения - расширение технологических возможностей.
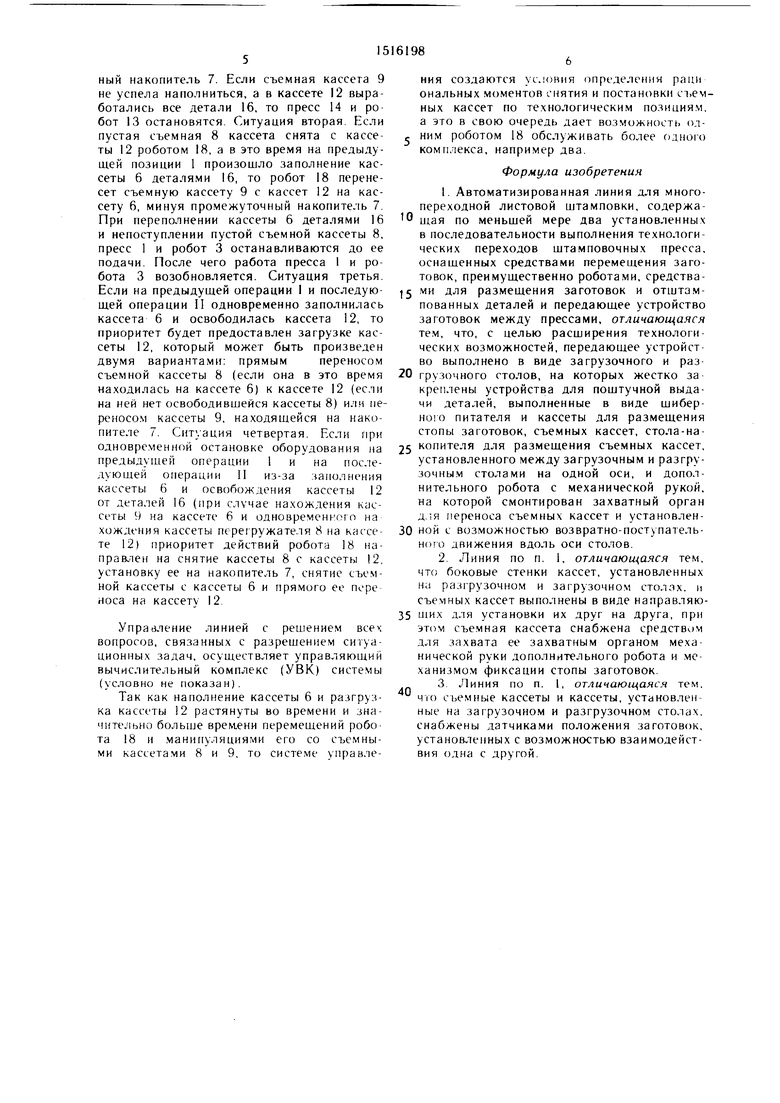
На фиг. I схематично изображена автоматизированная линия, общий вид; иа фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; иа фиг. 4 - вид А на фиг. 1 в момент заполнения съемной кассеты из кассеты, установленной на загрузочном столе; на фиг. 5 - разрез В-В
нологическая операция штамповки. Отштампованная деталь 16 посредством руки робота 3 переносится в подвижный ложемент 22 (фиг. 3), который соединен што- 5 ком с цилиндром 24 и через систему управления (не показано) дается команда, по которой шток цилиндра 24 втягивается и заводит ложемент 22 с деталью 16 в кассету 6. При движении штока цилиндра 24 в обратном направлении заготовка 16 отсекается отсекателем 21 и ложемент уходит пустым для принятия следующей заготовки, а заготовки 16, находяшиеся в кассете 6 зависают на роликах 23. Весь цикл повторяется, В любой из временных момен10
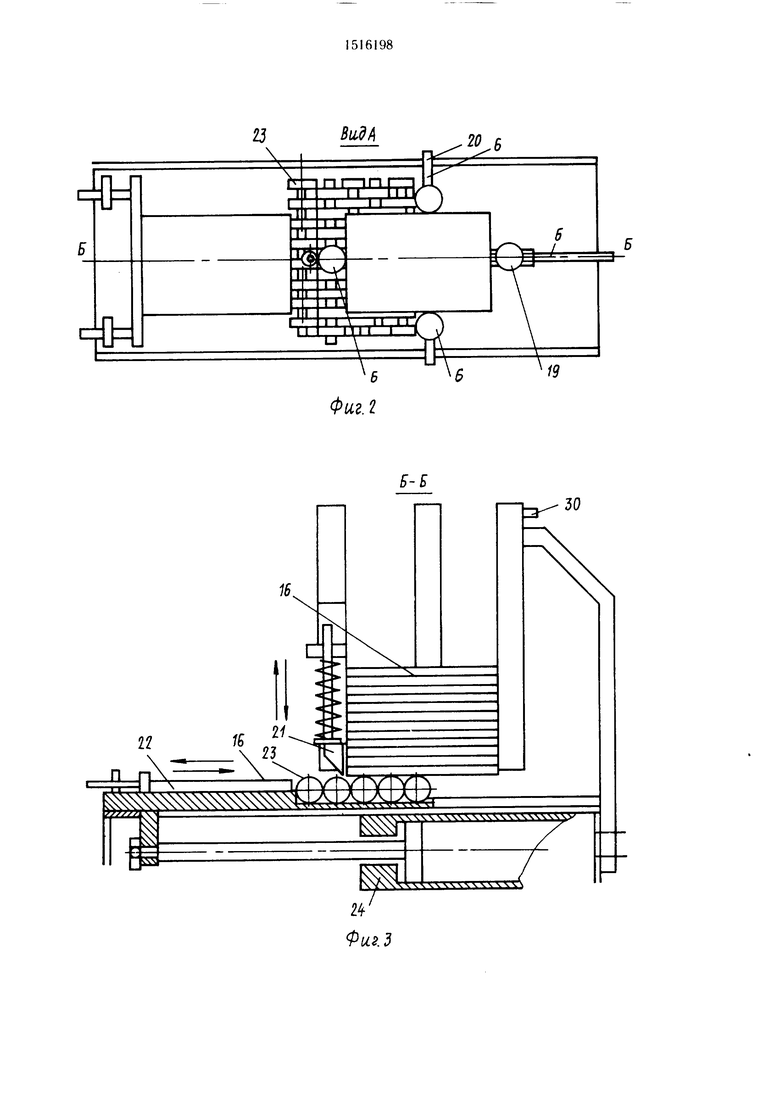
на фиг. 4; на фиг. 6 - соединение съем- 15 тов (в зависимости от управляющей проной кассеты с кассетами, установленными на граммы системы (не показано) до момента и разгрузочном столах; на
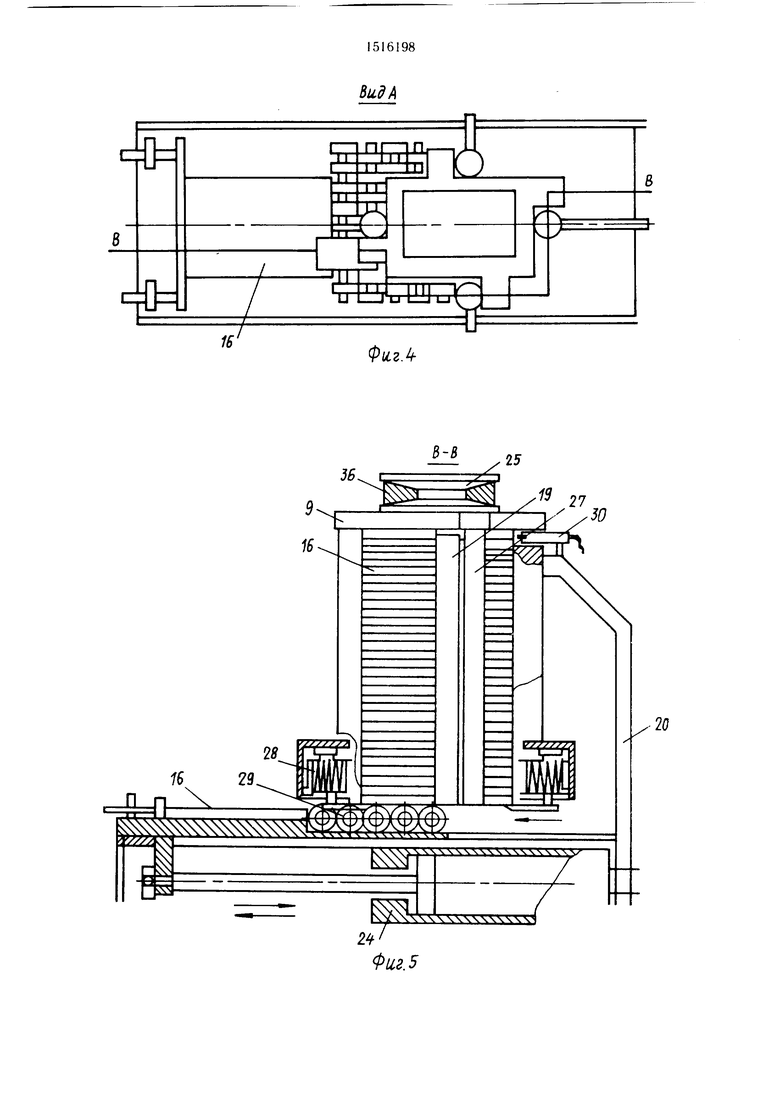
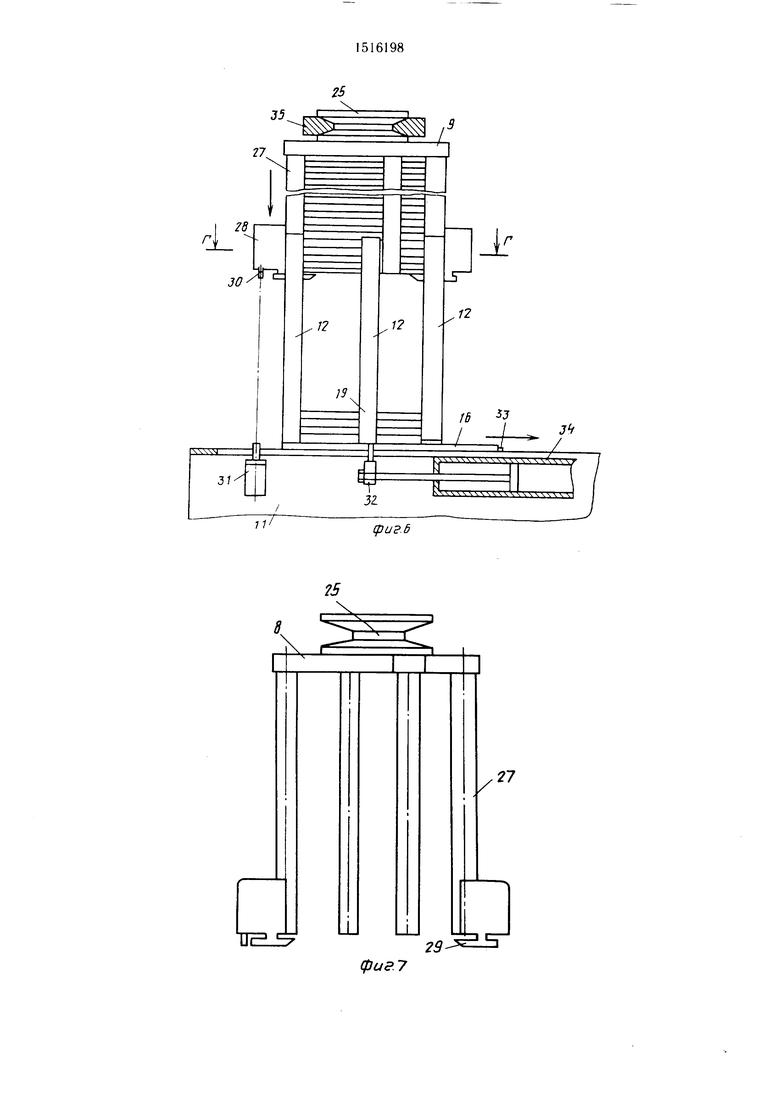
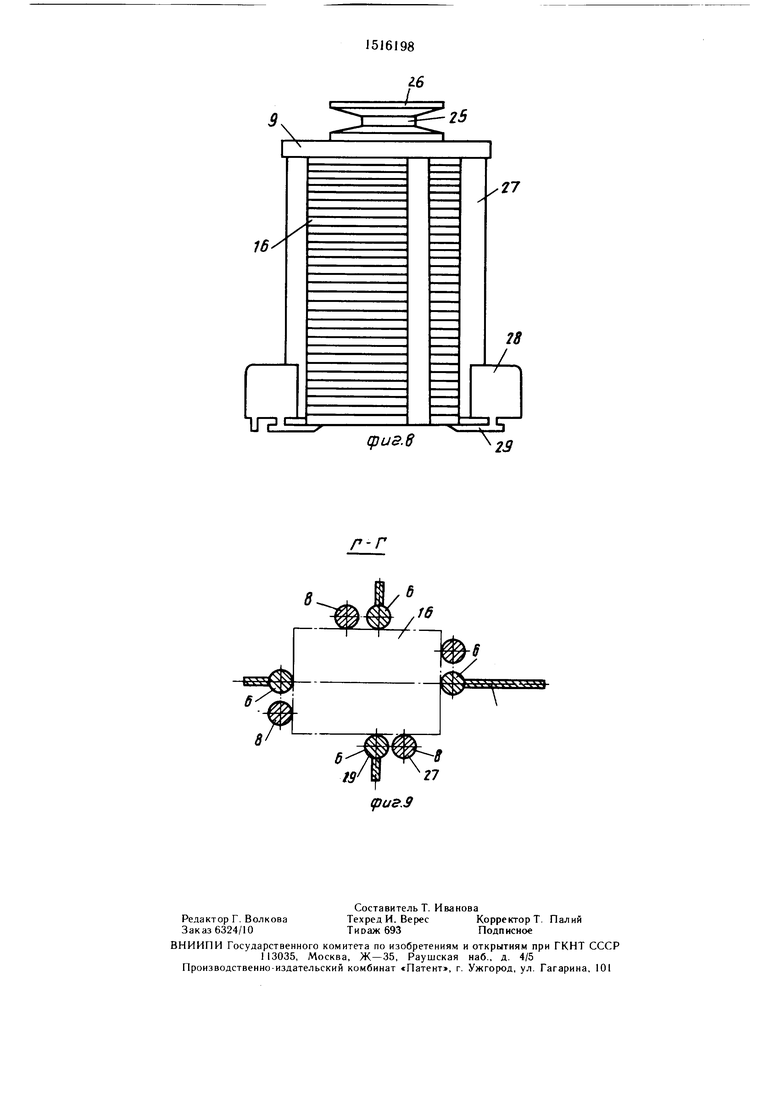
загрузочном и разгрузочном столах; фиг. 7 пустая съемная кассета; на фиг. 8 - заполненная съемная кассета; на фиг. 9 - разрез Г-Г на фиг. 6.
Линия содержит пресс 1 с магазином для размещения заготовок 2 и промышленным роботом 3, загрузочный стол 4 с жестко закрепленными на нем шиберным питате20
наполнения кассеты 6 Деталями 16 на ее направляющие при помощи робота 18 может быть установлена съемная пустая кассета 8 (фиг. 5 и 7), которая остается на кассете бив захвате 36 робота 18 до тех пор, пока не сработает датчик 31, указывающий заполнение деталями 16 кассеты 6 и 8. Одновременно срабатывает механизм 28 фиксации и фиксаторы 29 закрылем 5 и кассетой 6, в которой формиру- 25 вают стопу деталей 16. Робот 18 вынимает
съемную кассету 9 с деталями 16 (фиг 8) из кассеты 6 и переносит ее на стол-накопитель 7. Съемная кассета 9 с деталями 16 находится на столе-накопителе 7 до тех пор, пока на последующей операции II дена нем шиберным питателем 1 1 и кассе- 30 тали 16, находящиеся в кассете 12, не опустой 12, промышленный робот 13 и пресс 14 тятся до отметки, фиксируемой датчиком
(не показано), управляющим движением робота 18. Последний забирает наполненную заготовками съемную кассету 9 и устанавливает ее на направляющие 19 кассеты 12,
щих 19, жестко закрепленных к станине 35 опуская при этом до соприкосновения с осется стопа заготовок, стол-накопитель 7, на котором в определенной последовательности устанавливаются пустые съемные кассеты 8 и заполненные съемные кассеты 9, разгрузочный стол 10 с жестко установленными
с лотком 15 для сброса отщтампованных деталей 16 в тару 17. Между прессами 1 и 14 установлен дополнительный работ 18. Кассета 6 состоит из четырех направляюшиберного Питателя 5 кронштейнами 20. На одной из направляющих установлен отсекатель заготовок 21. Под кассетой 6 расположен подвижный ложемент 22 с ролнкатавщимися деталями 16. Захват 35 робота 18 разжимается и съемная кассета 9 остается в кассете 12, опускаясь по направляющим 19 по мере убывания деталей 16, котоми 23, который соединен с цилиндром 24. Q рые шиберным питателем 11 поштучно вы- Съемные кассеты 8 и 9 снабжены специальным центрирующим захватным элементом 25, расположенным на верхней плите 26. На эту плиту закреплены четыре направляющих 27. в нижней части которых установлен
носятся в зону схвата руки робота 13 и далее в штамп пресса 14. При этом в съемной 9 кассете фиксаторы 29 закрыты. При соприкосновении датчика 30 с датчиком 31 срабатывает механизм 28 фиксамеханизм фиксации 28 с фиксатором 29 и дат- 45 ции и фиксаторы 29 освобождают детачиком 30. На кассете 6 на одной из направляющих установлен датчик 31. На щиберном питателе 11 установлен датчик 32 и ложемент 33. Под ложементом 33 установлен Цилиндр 34. Дополнительный робот 18 снабжен механической рукой с захватом 35. Цифрой I (фиг. I) изображена зона, условно названная предыдущей операцией. Цифрой II изображена зона, условно названная последующей операцией.
Линия работает следующим образом.
После загрузки заготовок в магазин 2 они по лотку ориентированно поштучно попадают в штамп пресса 1, производится тех50
55
ли 16 с съемной кассеты 9 в кассету 12, после чего робот 18 может забрать пустую съемную кассету 8 и установить ее не накопитель 7. При работе линии в а,втоном- ном режиме возможны ситуации, выполнение которых возложено на систему управления (не показана). Ситуация первая. Если робот 18 со съемной кассетой 8 находится на предыдущей операции I, а в это время на последующей операции П детали 16, находящиеся в кассете- 12 опустились до положения фиксируемого датчиком (не показан), то команда на робот 18 поступает на перенос съемной кассеты 9, наполненной на позиции кассеты 6, минуя промежуточнологическая операция штамповки. Отштампованная деталь 16 посредством руки робота 3 переносится в подвижный ложемент 22 (фиг. 3), который соединен што- ком с цилиндром 24 и через систему управления (не показано) дается команда, по которой шток цилиндра 24 втягивается и заводит ложемент 22 с деталью 16 в кассету 6. При движении штока цилиндра 24 в обратном направлении заготовка 16 отсекается отсекателем 21 и ложемент уходит пустым для принятия следующей заготовки, а заготовки 16, находяшиеся в кассете 6 зависают на роликах 23. Весь цикл повторяется, В любой из временных момен
15 тов (в зависимости от управляющей про граммы системы (не показано) до момента
20
наполнения кассеты 6 Деталями 16 на ее направляющие при помощи робота 18 может быть установлена съемная пустая кассета 8 (фиг. 5 и 7), которая остается на кассете бив захвате 36 робота 18 до тех пор, пока не сработает датчик 31, указывающий заполнение деталями 16 кассеты 6 и 8. Одновременно срабатывает механизм 28 фиксации и фиксаторы 29 закры25 вают стопу деталей 16. Робот 18 вынимает
тавщимися деталями 16. Захват 35 робота 18 разжимается и съемная кассета 9 остается в кассете 12, опускаясь по направляющим 19 по мере убывания деталей 16, которые шиберным питателем 11 поштучно вы-
рые шиберным питателем 11 поштучно вы-
носятся в зону схвата руки робота 13 и далее в штамп пресса 14. При этом в съемной 9 кассете фиксаторы 29 закрыты. При соприкосновении датчика 30 с датчиком 31 срабатывает механизм 28 фиксации и фиксаторы 29 освобождают дета0
5
ли 16 с съемной кассеты 9 в кассету 12, после чего робот 18 может забрать пустую съемную кассету 8 и установить ее не накопитель 7. При работе линии в а,втоном- ном режиме возможны ситуации, выполнение которых возложено на систему управления (не показана). Ситуация первая. Если робот 18 со съемной кассетой 8 находится на предыдущей операции I, а в это время на последующей операции П детали 16, находящиеся в кассете- 12 опустились до положения фиксируемого датчиком (не показан), то команда на робот 18 поступает на перенос съемной кассеты 9, наполненной на позиции кассеты 6, минуя промежуточный накопитель 7. Если съемная кассета 9 не успела наполниться, а в кассете 12 выработались все детали 16, то пресс 14 и ро бот 13 остановятся. Ситуация вторая. Если пустая съемная 8 кассета снята с кассеты 12 роботом 18, а в это время на предыдущей позиции 1 произошло заполнение кассеты 6 деталями 16, то робот 18 перенесет съемную кассету 9 с кассет 12 на кассету 6, минуя промежуточный накопитель 7. При переполнении кассеты 6 деталями 16 и непоступлении пустой съемной кассеты 8, пресс 1 и робот 3 останавливаются до ее подачи. После чего работа пресса 1 и робота 3 возобновляется. Ситуация третья. Если на предыдущей операции I и последующей операции П одновременно заполнилась кассета 6 и освободилась кассета 12, то приоритет будет предоставлен загрузке кассеты 12, который может быть произведен двумя вариантами: прямым переносом съемной кассеты 8 (если она в это время находилась на кассете 6) к кассете 12 (если на ней нет освободившейся кассеты 8) или ме- реносо.м кассеты 9, находящейся на накопителе 7. Ситуация четвертая. Если при
10
имя создаются ус.юния определения раци ональных моментов снятия и постановки съемных кассет по технологическим позиция.м, а это в свою очередь дает возможность ол- , ним роботом 18 обслуживать более одного комплекса, например два.
Формула изобретения
I. Автоматизированная линия для многопереходной листовой щтамповки, содержащая по меньшей мере два установленных в последовательности выполнения технологических переходов щтамповочных пресса, оснащенных средствами перемещения заготовок, преимущественно роботами, средства15 ми для размещения заготовок и отщтам- пованных деталей и передающее устройство заготовок между прессами, отличающаяся тем, что, с целью расширения технологических возможностей, передающее устройство выполнено в виде загрузочного и раз20 грузочного столов, на которых жестко за креплены устройства для поштучной выдачи деталей, выполненные в виде шиберною питателя и кассеты для размещения стопы заготовок, съемных кассет, стола-наодновременной остановке оборудования на 25 опителя для размещения съемных кассет, предыдущей операции 1 и на последующей операции II из-за заполнения кассеты 6 и освобождения кассеты 12 от деталей 16 (при случае нахождения кассеты 9 на кассете 6 и одновременного на хождения кассеты перегружателя 8 на кассете 12) приоритет действий робота 18 на- на снятие кассеты 8 с кассеты 12, установку ее на накопитель 7, снятие съемной кассеты с кассеты 6 и прямого ее поре носа на кассету 12.
установленного между загрузочным и разгру- зочны.м столами на одной оси, и дополнительного робота с механической рукой, на которой смонтирован захватный орган для переноса съемных кассет и установлен30 ной с возможностью возвратно-поступательного движения вдоль оси столов.
2. Линия по п. I, отличающаяся тем, что боковые стенки кассет, установленных на разгрузочном и загрузочном столзх. и съемных кассет выполнены в виде направляюУправление линией с решением всех вопросов, связанных с разрешением ситуационных задач, осуществляет управляющий вычислительный комплекс (УВК) системы (условно не показан).
Так как наполнение кассеты 6 и разгрузка кассеты 12 растянуты во времени и значительно бoльцJe времени перемещений робота 18 и манипуляциями его со съемными кассетами 8 и 9, то системе управле0
имя создаются ус.юния определения раци ональных моментов снятия и постановки съемных кассет по технологическим позиция.м, а это в свою очередь дает возможность ол- , ним роботом 18 обслуживать более одного комплекса, например два.
Формула изобретения
I. Автоматизированная линия для многопереходной листовой щтамповки, содержащая по меньшей мере два установленных в последовательности выполнения технологических переходов щтамповочных пресса, оснащенных средствами перемещения заготовок, преимущественно роботами, средства5 ми для размещения заготовок и отщтам- пованных деталей и передающее устройство заготовок между прессами, отличающаяся тем, что, с целью расширения технологических возможностей, передающее устройство выполнено в виде загрузочного и раз0 грузочного столов, на которых жестко за креплены устройства для поштучной выдачи деталей, выполненные в виде шиберною питателя и кассеты для размещения стопы заготовок, съемных кассет, стола-на 25 опителя для размещения съемных кассет,
установленного между загрузочным и разгру- зочны.м столами на одной оси, и дополнительного робота с механической рукой, на которой смонтирован захватный орган для переноса съемных кассет и установлен30 ной с возможностью возвратно-поступательного движения вдоль оси столов.
2. Линия по п. I, отличающаяся тем, что боковые стенки кассет, установленных на разгрузочном и загрузочном столзх. и съемных кассет выполнены в виде направляю35 uiHx для установки их друг на друга, при этом съемная кассета снабжена средством для захвата ее захватным органом механической руки дополнительного робота и механизмом фиксации стопы заготовок.
3 Линия по п. 1, отличающаяся тем. что съемные кассеты и кассеты, установленные на загрузочном и разгрузочном столах, снабжены датчиками положения заготовок, установленных с возможностью взаимодействия одна с другой.
40
2J
Budfit
i
1-in
JLL
f I . . I
.6
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| Роботизированный технологический комплекс | 1986 |
|
SU1532148A1 |
| Роботизированный технологический комплекс | 1986 |
|
SU1442296A1 |
| Загрузочное устройство к роботизированному комплексу | 1986 |
|
SU1470401A1 |
| Загрузочное устройство | 1984 |
|
SU1217629A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1984 |
|
SU1238854A1 |
| Загрузочное устройство | 1985 |
|
SU1310168A2 |
| Робот к листоштамповочному прессу | 1985 |
|
SU1250363A2 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации процессов штамповки в различных областях машиностроения. Цель изобретения - расширение технологических возможностей линии. Автоматизированная линия содержит установленные в технологической последовательности пресс 1, магазин со стопой заготовок 2, промышленный робот 3, передающий отштампованные детали на загрузочный стол 4, на котором жестко установлены шиберный питатель 5 с кассетой 6. Далее установлен стол-накопитель 7 для съемных пустых кассет 8 и кассет 9, заполненных деталями. Перед прессом 14 расположен разгрузочный стол 10, на котором также жестко закреплены шиберный питатель 11 с кассетой 12. Детали, поступающие из шиберного питателя 11, передаются в пресс 14 промышленным роботом 13. Между прессами 1 и 14 установлен дополнительный робот 18, который механической рукой с захватным органом передает сменные кассеты 8 и 9 или со стола 4 на стол 7 и стол 10 или со стола 4 на стол 10. Сменные кассеты 8 и 9 устанавливаются на кассеты 6 и 12. И те и другие имеют направляющие для установки их одна на другую. На всех кассетах смонтированы датчики для контроля положения в них деталей. Устройство позволяет автоматизировать процессы установки, снятия и заполнения кассет деталями. 2 з.п. ф-лы, 9 ил.
IL
III
Ч
Фиг.г
12
м
15
21
23
7
.З
19
. у . у ч у W тп
16
Фчг.
35
25
Tl
TJ,
(риг. 6
29
фиг.7
19
| Автоматизированная линия для многопереходной листовой штамповки | 1984 |
|
SU1238854A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
