Изобретение ртносится к обработке металлов давлением и может быть использовано при автоматизации технологических процессов многопереходной, штамповки при многорядном раскрое. .
Известен автоматизированный комплекс для штамповки листовых деталей содержащий три npescca, установленные в последовательности выполнения технологических переходов, пять манипуляторов, три из которых установлены перед прессами и служат для установки заготовок в рабочую зону и удаления отштампованных деталей, а два манипулятора, расположенные между прессами, выполняют, транспортные функции ЧНедостатком известного автоматизированного комплекса является то, что в нем нерационально используются два из пяти установленных манипулятора и, кроме того, отсутствует возможность штамповки и передачи заготовок с позиции на позицию при многорядном раскрое.
Наиболее близким к изобретению по технической сущности и достигаемому результату является автоматизированный комплекс для многопереходной штамповки, содержащий по ., меньшей мере два, установленных в последовательности выполнения технологических переходов, штамповочных пресса,.из которых первый по ходу технологического процесса оснащен комплектом средств установки рулонного материала, подачи его в рабочую зону, удаления и намотки отштампованного материала и роботом для удаления полуфабрикатов из пресса и перемещения их на промежуточный стол, а другой - оснащен роботом для перемещения полуфабрикатов с промежуточного стола в рабочую Зину С2 .
Недостатком этого устройства является отсутствие возможности штамповки заголовок различных типоразмеров при МНОГОРЯДНО1М раскрое и недостаточно точное ориентирование заготовок при передаче на второй пресс.
Целью изобретения является обеспечение штамповки заготовок различных типоразмеров при многорядном раскрое и возможности ориентирования заготовок при передаче на другой пресс.
Для достижения этой цели в авто матизиров.анном комплексе для многопереходной штамповки, содержащем по меньшей мере два, установленных в последовательности выполнения технологических переходов, штампово;ных пресса, из которых первый по ходу технологического процесса оснатден комплектом средств установки
рулонного материала, подачи его в рабочую зону, удаления и намотки отштампованного материала и роботом для удаления полуфабрикатов из пресса и перемещения их на промежуточный стол, а другой - оснащен роботом для перемещения полуфабрикатов с промежуточного стола в рабочую зону, промежуточный стол выполнен подъемным и снабжен направляющими, расположенными параллельно его продольной оси, и установленной с возможностью возвратно-поступательного .перемещения в направляющих приводно тележкой, узлом ориентирования заготовок, имеющим привод.
Узел ориентирования выполнен в виде закрепленной в верхней части приврдной тележки плиты с центральной осью и радисшьными пазами, ориентирующих головок, подпружиненных к центру плиты и установленных в пазах с возможностью возвратнопоступательного перемещения.
Привод узла ориентирования выполнен в виде зубчатой рейки, закрепленной на промежуточном столе, шес-г терни установленной на центральной оси плиты с возможностью взаимодействия с зубчатой рейкой, и размещенного на центрешьной оси с возможностью взаимодействия с ориентирующими головками кулачка. ,.,
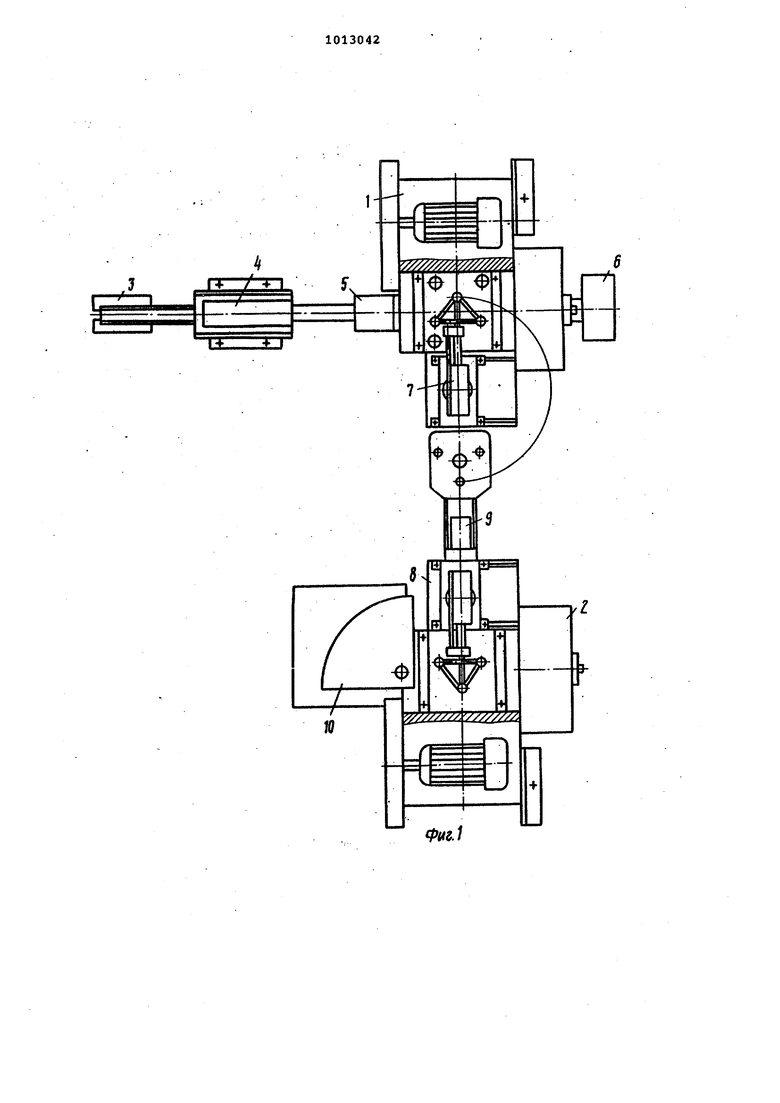
На фиг. 1 изображен автоматизированный комплекс для многопереходной штамповки, вид сверху; на фиг.2промежуточный стол с приводной тележкой и узлом ориентирования, вид сбоку; на фиг. 3 - то же, вид сверху} на фиг. 4 - штамп первого перехода для штамповки из ленты; на фиг. 5 - штамп второго перехода для штамповки из штучной заготовки.
Автоматизированный комплекс для многопереходной штамповки содержит штамповочные прессы 1 и 2. Пресс 1 оснащен комплектом средств механизации, включающим в себя устройство 3 для размотки ленты, правильное устройство 4, валковую подачу 5, устройство б для намотки отхода. Меду прессами 1 и 2 установлены два промышленных робота 7 и 8, а между ними размещен промежуточный стол 9. На прессе 2 закреплено устройство 10 для удаления отштампованных заготовок.
Промежуточныйi стол 9 выполнен подъемным с возможностью регулирования с помощью болтов 11 и снабжен .направляющими 12, на которых с возможностью возвратно-поступательного перемещения установлена тележка 13 с приводом 14, например пневмоцилинром. На столе 9 закреплена зубчатая рейка 15 с возможностью регулировки ее положения в трех взаимноперпенди улярных направления, например, с
помощью эксцентриковой втулки lie и регулировочных шайб 17.
В верхней части тележки 13 установлена плита 18 с радиальными пазакя 19 и центральной осью 20, установленной с возможностью поворота. На оси 20 закреплена шестерня -21 и профилированный кулачок 22. врадиальных пазах 19 размещены головки 32 подпружиненные пружинами 24.
На прессе 1 установлен штгшп 25 первого перехода для штамповки из ленты 26 заготовок 27 типа колпачка, а на прессе 2 установлен штамп 28 второго перехода для окончательной штамповки и пробивки отверстий в заготовке 29.
Автоматизированный комплекс работает следующим образом.
Стальная леита 26 разматывается из бунта устройством 3 для размотки, правится .в правильном устройстве 4 и валковой подачей 5 подается в штамп 25 пресса 1, где производится одновременная вырубка и вытяжка трех заготовок 27. Отход ленты 26 наматы1вается на устройство 6 для намотки отхода.
После окончания штамповки ползун пресса 1 уходит в верхнее положение, а в межштамповое пространство вkoдит рука робота 7, оснащенная тремя 3aixватными элементг1ми. После выталкивания заготовок 27 из .штампа 25 они захватывсцотся рукой робота 7, переносятся к промежуточному столу 9 и одевгиотся на головки 23, установленные в радиальных пазах 19. Затем рука робота 7 поднимается, вк;почается привод 14 тележки 13, которая перемещается в крайнее правое положение по направляющим 12 стола 9.
. При этом вступает во в аимодействие шестерня 21 и зубчатаярей,ка. 15.
При повороте шестерни. 21 вместе с ней вращается центральная ось 20 и закрепленный на этой оси профилированный кулачок 22, взаимодействующий с головками 23. Так как поверхность кулачка 22 выполнена в виде чередующихся выступов и впещин, при повороте кулачка 22 головки 23 под действием пружин 24 перемещаются по радиальным пазам 19 в положение, сот ответствующее положению рабочих позиций штампа 28 пресса 2, т.е. происходит ориентирование заготовок пе|ред их подачей в пресс 2. В крайнем правом положении тележки 13 рука робота 8, оснащенная тремя захватными органами, расположенными в соответствии с рабочими позициями штампа 28 пресса 2, опускается и осуществляет захват колпачков за донышко с наружной стороны, снимает их с головок 23 и переносит в штамп 28 пресса 2. После возвращения руки робота в исходное положение включается пресс 2, и осуществляется вторая вытяжка и пробивка отверстия в донышке заготовки 29.
После ште1мповки ползун пресса 2 идет вверх, а заготвока 29 удаляет-, ся устройством 10 из зоны штампа 28.
Последовательное срабатывание всех систем и устройств автоматизированного комплекса в соответствии с технологическим циклом обеспечива- ется за счет соответствующей системы блокировки и программ, набранных на коммутационных полях пультов ; управления роботами,
Описываемый автоматизированный комплекс для многопереходной штамповки обеспечивает штамповку заготовок различных типоразмеров при многорядном раскрое и возможность ориентирования заготовок при. передаче на другой пресс.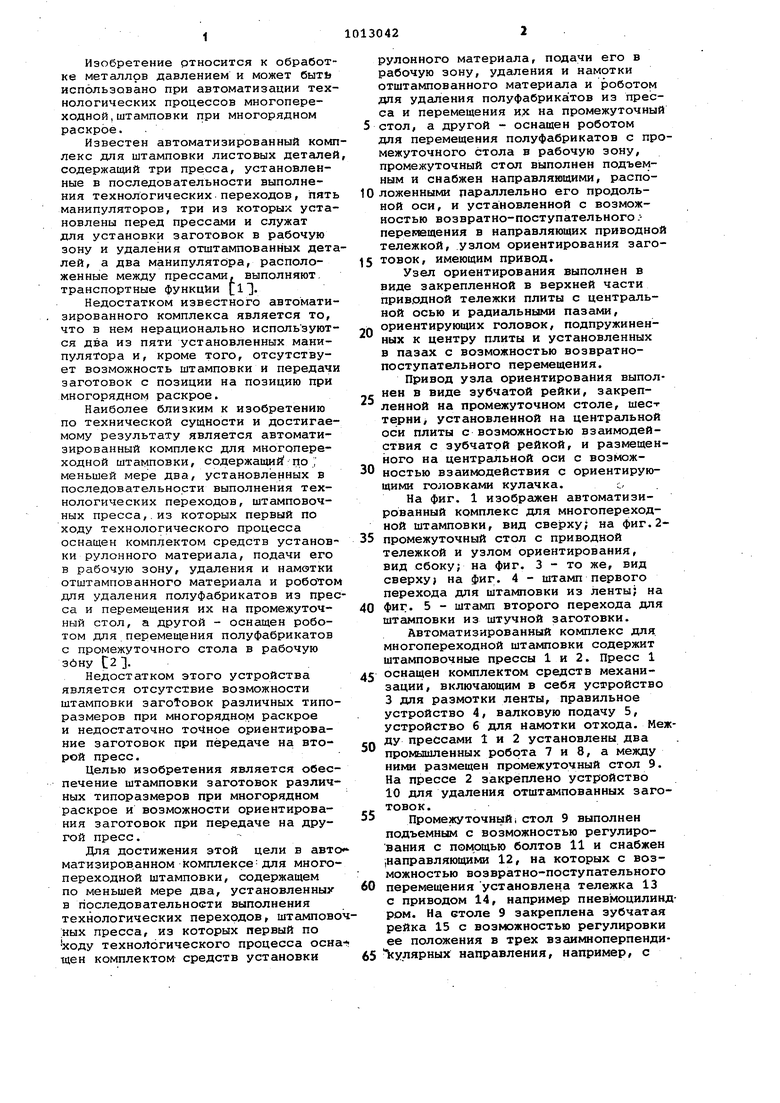

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1461566A2 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163943A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1982 |
|
SU1014624A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163942A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для многопереходной штамповки | 1983 |
|
SU1207576A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |

1. АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ-.ШТАМПОВКИ, содержащий, по меньшей мере два, установленных в последовательности выполнения технологических переходов, штамповочных пресса, из которых первый по ходу технологического процесса оснащен комплектом средств установки рулонного материала, подачи его в рабочую зону, удаления и. намотки отштампованного материала и роботом для удаления полуфабрикатов из пресса и перемещения их на промежуточный стол, а другой - оснощен роботом для перемещения полуфабрикатов с промежуточного стола в рабочую, зону, отличающийс я тем, что, с целью обеспечения штамповки заготовок различных типоразмеров при многорядном раскрое и обеспечения еозможности ориентирования заготовок при передаче .на другой пресс, промежуточный стол выполнен подъемным и снабжен направляющими, расположенными параллельно его продольной оси, и установленной с возможностью возвратно-поступательного перемещения в направляющих приводной тележкой, узлом ориентирования заготовок, имеющим привод. 2.Комплекс по п. 1, о т л и чающийся тем, что узел ориен(Л тирования выполнен в виде закрепленной в верхней части приводной с тележки плиты с центральной осью и радиальными пазами, ориентирующих S головок, подпружиненных к центру плиты я установленных в пазах с возможностью возвратно-поступательного перемещения. 3.Комплекс по п. 1, отличаю щ и и с я тем, что привод узла ОЭ О 4 ориентирования выполнен в виде зубчатой рейки, закрепленной на промежуточном столе, 1йестерни, установленной на центральной оси плиты с возможностью взаимодействия с зубto чатой рейкой, и размещенного на центральной оси с возможностью взаимодействия с ориентирующими головками кулачка.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Козлов А.А | |||
| Внедрение технологических, комплексов с автоматическими манипуляторами в штамповочном производстве | |||
| - Механизация и автоматизация производства, 1981, № 1, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кривицкий А.А | |||
| и др | |||
| Автоматические комплексы и линии с применением промышленных роботов модульного исполнения | |||
| - Кузнечно-штамповочное производство, 1981, 12, с.17-18 (прототип). | |||
