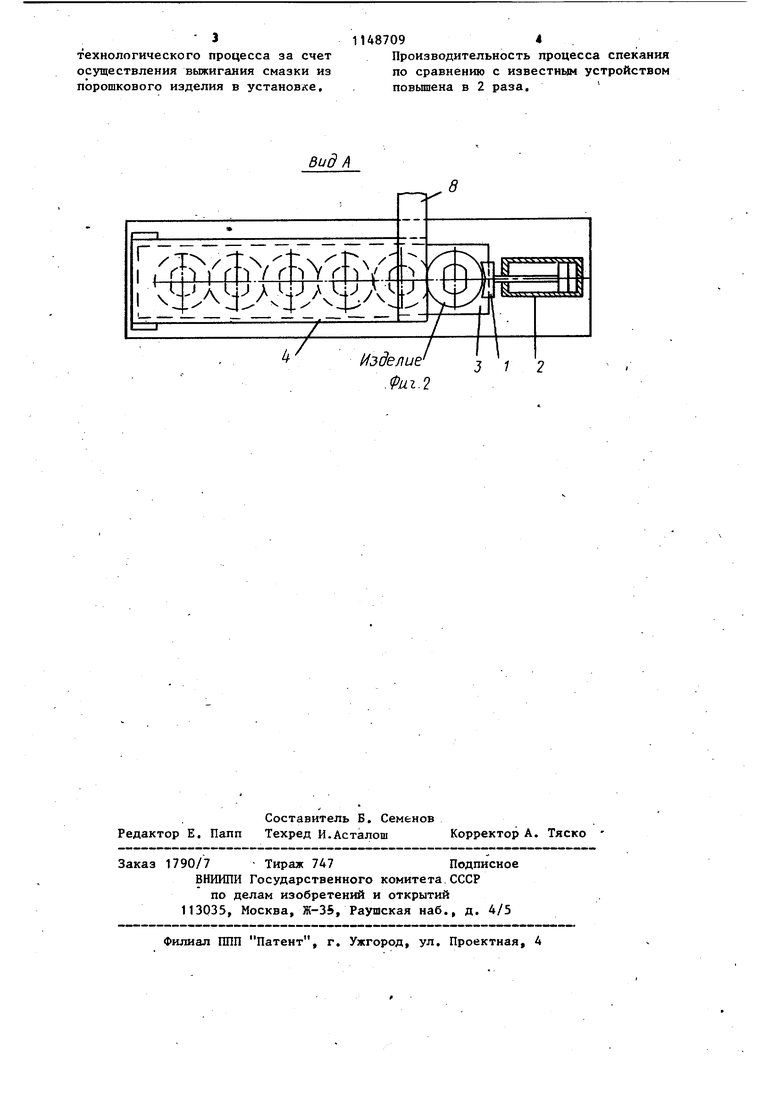
Изобретение относится к порошковой металлургии, в частности установлению спекания изделий из металлических порошков. Известна установка для .ст екания изделий из металлических порошков, содержащая транспортер съема изделий нагревательную вращающуюся печь с индуктором, накопитель с отсекателем потока изделий, размещенный между транспортерными средствами, камеру охлаждения и систему управления D j Недостатками установки являются невозможность равномерного прогрева пористых изделий, возможность сваривания изделий между собой и низкая производительность. Наиболее близким к предлагаемому по технической сущности и достигаемому результату, является устройство для спекания изделий из порошков, содержащее, индуктор и толкатель перемещаемый пневмоцилиндром С2. Известная установка обладает малой производительностью того, что в индукторе спекается лишь одно изделие, время на спекание определяется начальной и конечной температурами, а также скоростью нагрева, задаваемой технопогией. В установке невозможно выполнять выжигание связки. Для этой цели необходим низкотемпературный нагрев в отдельной печи, что увеличивает длительность про цесса спекания. Цель изобретения - повьш1ение производительности путем совмещения индукционного нагрева с нагревом тепло передачей. Поставленная цель достигается тем, что устройство для спекания изделий из металлических порошков, содержащее индуктор и толкатель, пе ремещаемый пневмоцилиндром, снабжен нагревателем, вьтолненным в виде прямоугольной плиты и размещенным в индукторе. Индуктор вьшолнен в виде двух параллельных пластин, последователь но соединенных шинами. На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид А на фиг, 1. Устройство содержит толкатель 1 для горизонтального перемещения изделия с помощью пневмоцилиндра 2, нагреватель 3 теплового излучения и индуктор 4, Нагреватель 3 выполнен из тугоплавкого металла в виде плоской прямоугольной плиты и закреплен на теплоизолирующей плите 5 внутри индуктора. Индуктор 4 состоит из двух плоских прямоугольных металлических пластин 6, последовательно соединенных с помощью токопроводящих шин 7 и 8 с источником питания (не показан), и закреплен на основании 9. Пневмоцилиндр 2 также закреплен на основании 9. Устройство работает следующим образом. Спрессованное изделие от пресса переносится манипулятором (не показан) на плиту 5 нагревателя 3. Толкатель 1 с помощью пневмоцилиндра 2 перемещает изделие по плите 5 нагревателя 3 в индуктор 4. Следующее изделие, перемещаемое толкателем 1, продвигает его в индуктор. Плита нагревателя нагревается от индуктора 4. При загрузке изделий в индуктор индукционный нагрев выключается и изделия нагреваются с помощью теплопередачи от нагревателя 3. После нагрева изделия до температуры, при которой происходит разложение и выгорание изолирующей смазки между частицами порошка, выключается индуктор 4 и в изделии индуктируются токи верхней пластиной 6 индуктора. Температура в изделии увеличивается до заданной и производится спекание. При этом благодаря теплопередаче от нагревателя 3 температура в спекаемом изделии выравнивается по всем его участкам. Спеченное изделие выталкивается из индуктора при загрузке в индуктор нового изделия толкателем 1. Устройство позволяет проводить одновременное спекание нескольких плоских изделий сложного профиля (преимущественно колец с выступами) с высоким качеством за счет равномерного нагрева всех участков в изделиях . Таким образом, использование плоского нагревателя позволяет совместить индукционный нагрев изделий с нагревом теплопередачей от плиты нагревателя, сократить длительность 3 технологического процесса за счет осуществления выжигания смазки из порошкового изделия в установке, 11487094 Производительность процесса спекания по сравнению с известным устройством , повьппена в 2 раза, 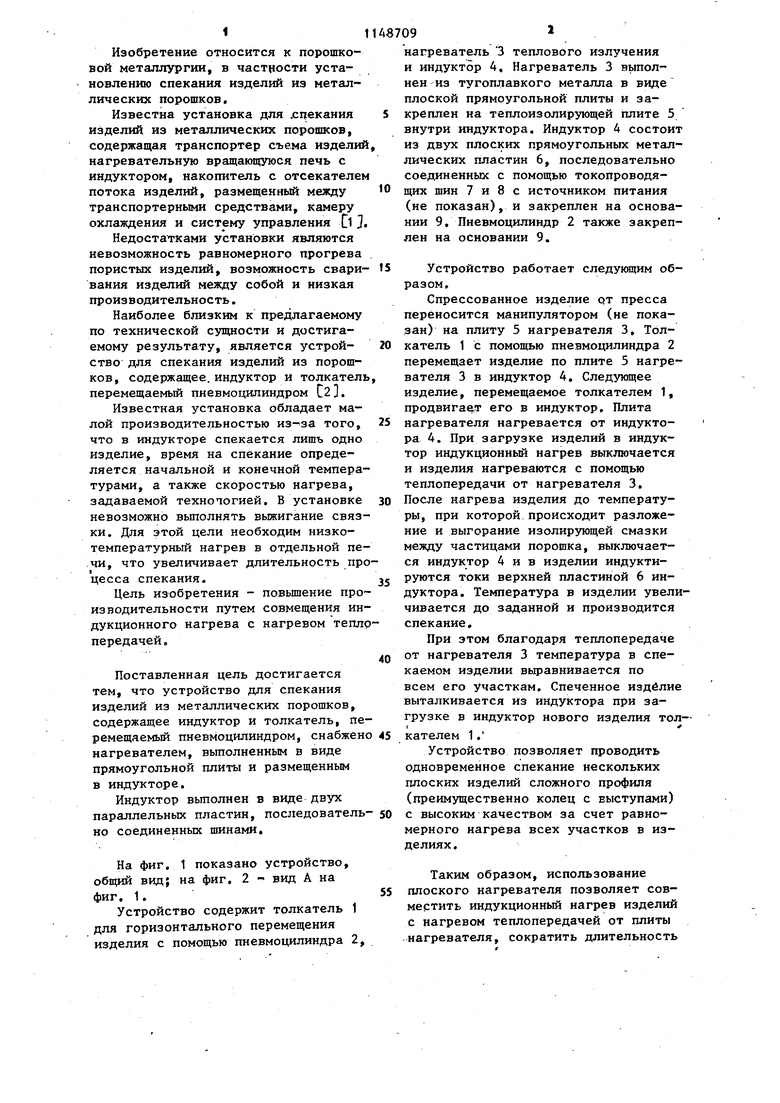
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ спекания заготовок из металлических порошков | 1988 |
|
SU1653899A1 |
| Индукционная печь для спекания изделий из металлических порошков | 1978 |
|
SU736468A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1719161A1 |
| Индукционная печь для спекания керамики | 1990 |
|
SU1786346A1 |
| Установка для изготовления спеченных изделий | 1980 |
|
SU942886A1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| Печь для спекания колец, преимущественно из ферромагнитных порошков | 1980 |
|
SU904242A1 |
| Способ нанесения порошковых покрытий на внутренние поверхности деталей и устройство для его осуществления | 1989 |
|
SU1713743A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2184012C1 |
| Устройство для нанесения металлического слоя на изделие | 1979 |
|
SU854592A1 |
1. УСТРОЙСТВО ДЛЯ СПЕКАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ, содержащее индуктор и толкатель, перемещаемый пневмоцилиндром, о т Л и- чающееся тем, что, с целью повышения производительности путем совмещения индукционного нагрева с нагревом теплопередачей, оно снабжено нагревателем, выполненным в виде прямоугольной плиты и размещенным в индукторе. 2. Устройство по п. 1, о т л ичающееся тем, что индуктор выполнен в виде двух параллельных пластин, последовательно соединенных шинами. (Л с 4; 00 о 
Вид /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для спекания изделий из металлических порошков | 1979 |
|
SU789250A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для передачи команд телеуправления | 1980 |
|
SU924886A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
