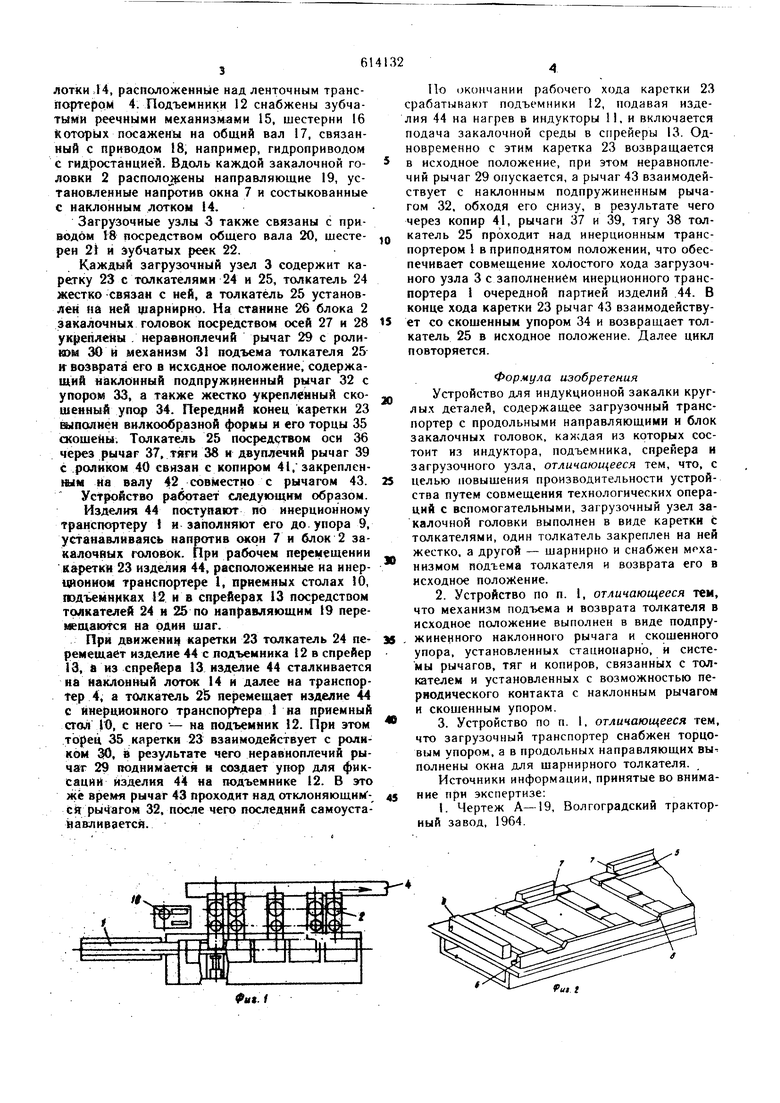
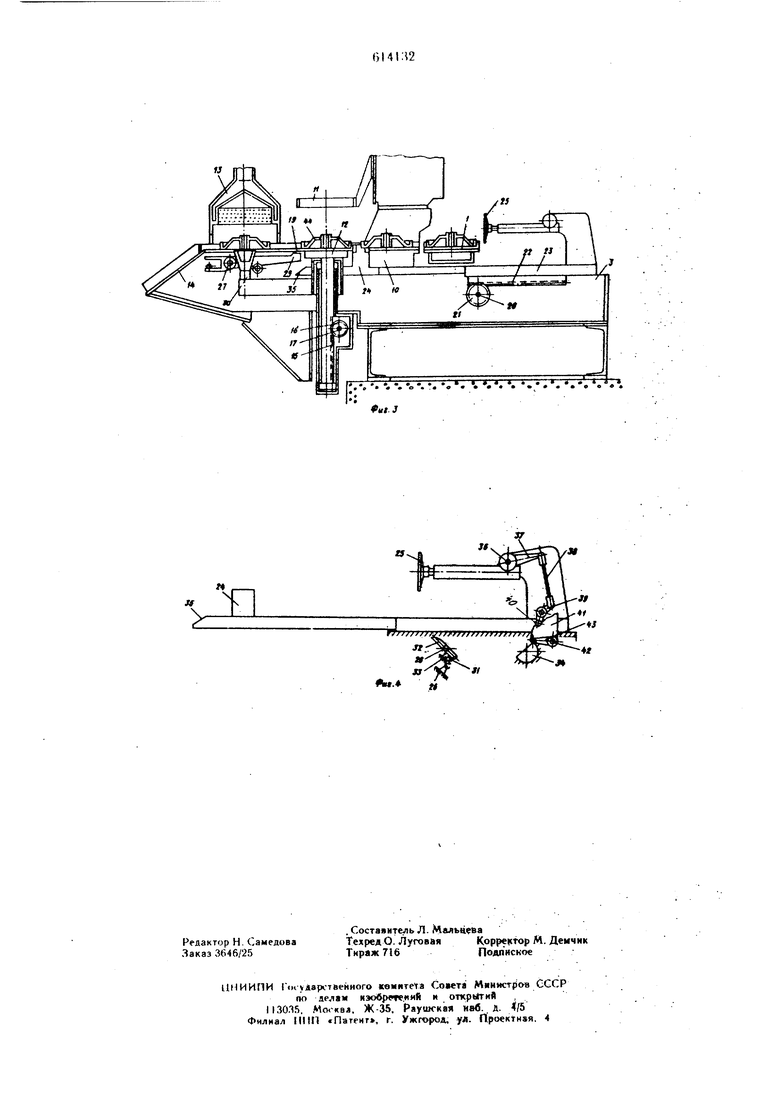
ЛОТКИ ,14, расположенные над ленточным транспортером 4. Подъемники 12 снабжены зубчатыми реечными механизмами 15, шестерни 16 Которых посажены на общий вал 17, связанный с приводом t8, например, гидроприводом е гидростанцией. Вдоль каждой закалочной головки 2 расположены направляющие 19, установленные напротив окна 7 и состыкованные с наклонным лотком 14. Загрузочные узлы 3 также связаны с приводом 18 посредством общего вала 20, шестерен 2i и Губчатых реек 22. Каждый загрузочный узел 3 содержит каретку 23 с толкателями 24 и 25, толкатель 24 жестко связан с ней, а толкатель 25 установлен на ней щарнирно. На станине 26 блока 2 закалочных головок посредством осей 27 и 28 укреплены , неравноплечий рычаг 29 с ролншм 30 и механизм 31 подъема толкателя 25 к возврата его в исходное положение, содержащий наклонный подпружиненный рычаг 32 с упором 33, а также жестко укрепленный скошейный упор 34. Передний конец кареткн 23 Ш|1полнен вилкообразной формы и его торцы 35 скошены. Толкатель 25 посредством оси 36 через рычаг 37, тяги 38 и двуплечий рычаг 39 с .ролнком 40 связан с копиром 41, закрепленшм на валу 42 совместно с рычагом 43. Устройство работает следующим образом. Изделия 44 поступают по инерционному транспортеру f и заполняют его до. упора 9, устанавливаясь напротив окон 7 и блок 2 закалрчйых головок. При рабочем перемещении каретки 23 изделия 44, расположенные на инерииониои транспортере 1, приемных столах 10, пэдъемннках 12 ив спрейерах 13 посредством толкателей 24 н 25 по направляющим 19 перемещаются на одни щаг. При движении каретки 23 толкатель 24 перемещает изделие 44 с лодъемника 12 в спрейер 13, & из спрейера 13 изделие 44 сталкивается на Наклонный лоток 14 и далее на транспортер 4, а толкатель 25 перемещает изделие 44 с инерционного транспортера 1 на приемный сгол 10, с него - на подъемник 12. При этом Topeii 35 кяретки 23 взаимодействует с роликом 30, а результате чего иеравноплечий рычаг 29 поднимается н создает упор для фиксации изделия 44 на подъемнике 12. В это же время рычаг 43 проходит над отклоняющим с «рычагом 32, после чего последний самоустаНавлирается. По (жончании рабочего хода каретки 23 срабатывают подъемники 12, подавая изделия 44 на нагрев в индукторы 11, и включается подача закалочной среды в спрейеры 13. Одновременно с этим каретка 23 возвращается в исходное положение, при этом неравноплечий рычаг 29 опускается, а рычаг 43 взаимодействует с наклонным подпружиненным рычагом 32, обходя его слизу, в резу.пьтате чего через копир 41, рычаги 37 и 39, тягу 38 толкатель 25 проходит над инерционным транспортером в приподнятом положении, что обеспечивает совмещение холостого хода загрузочного узла 3 с заполнением инерционного транспортера 1 очередной партией изделий 44. В конце хода каретки 23 рычаг 43 взаимодействует со скошенным упором 34 и возвращает толкатель 25 в исходное положение. Далее цикл повторяется. Формула изобретения Устройство для индукционной закалки круглых деталей, содержащее загрузочный транспортер с продольными направляющими и блок закалочных головок, кансдая из которых состоит из индуктора, подъемника, спрейера и загрузочного узла, отличающееся тем, что, с целью повышения производительности устройства путем совмещения технологических операций с вспомогательными, загрузочный узел закалочной головки выполнен в виде каретки с толкателями, один толкатель закреплен на ней жестко, а другой - шарнирно и снабжен механизмом подъема толкателя и возврата его в исходное положение. 2.Устройство по п. 1, отличающееся тем, что механизм подъема и возврата толкателя в исходное положение выполнен в виде подпружиненного наклонного рычага и скошенного упора, установленных стационарно, и системы рычагов, тяг и копиров, связанных с толкателем и установленных с возможностью периодического коитакта с наклонным рычагом и скощенным упором. 3.Устройство поп. I, отличающееся тем, что загрузочный транспортер снабжен торцовым упором, а в продольных направляющих вы полнены окна для шарнирного толкателя. Источники информации, принятые во внимание при экспертизе; I. Чертеж А-19, Волгоградский тракторный завод, 1964.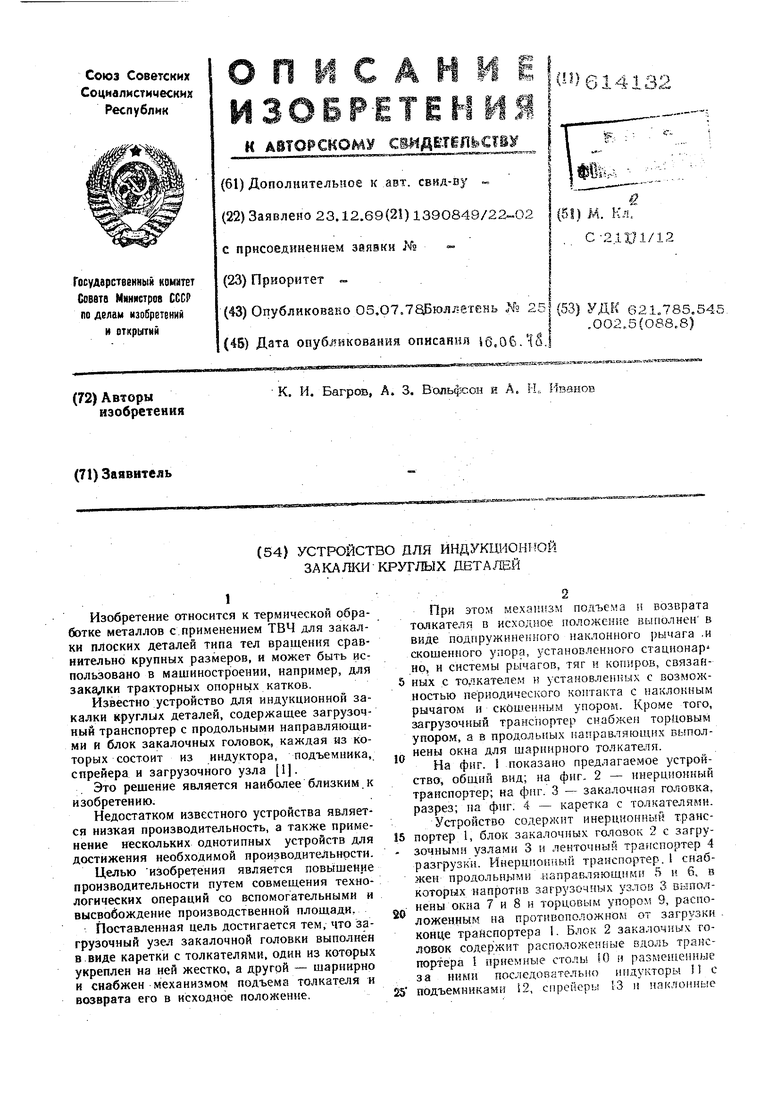
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для термической обработки штанг | 1976 |
|
SU704993A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Устройство для расцепления железнодорожных вагонов | 1985 |
|
SU1341085A1 |
| Машина для укладки штучных изделий в коробки | 1972 |
|
SU445597A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Установка для съема кирпича с по-лОчНОй ВАгОНЕТКи и уКлАдКи ЕгО НАпЕчНую ВАгОНЕТКу | 1978 |
|
SU837887A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| Устройство для упаковки пакета изделий | 1980 |
|
SU943108A1 |
лw
« Л. „
