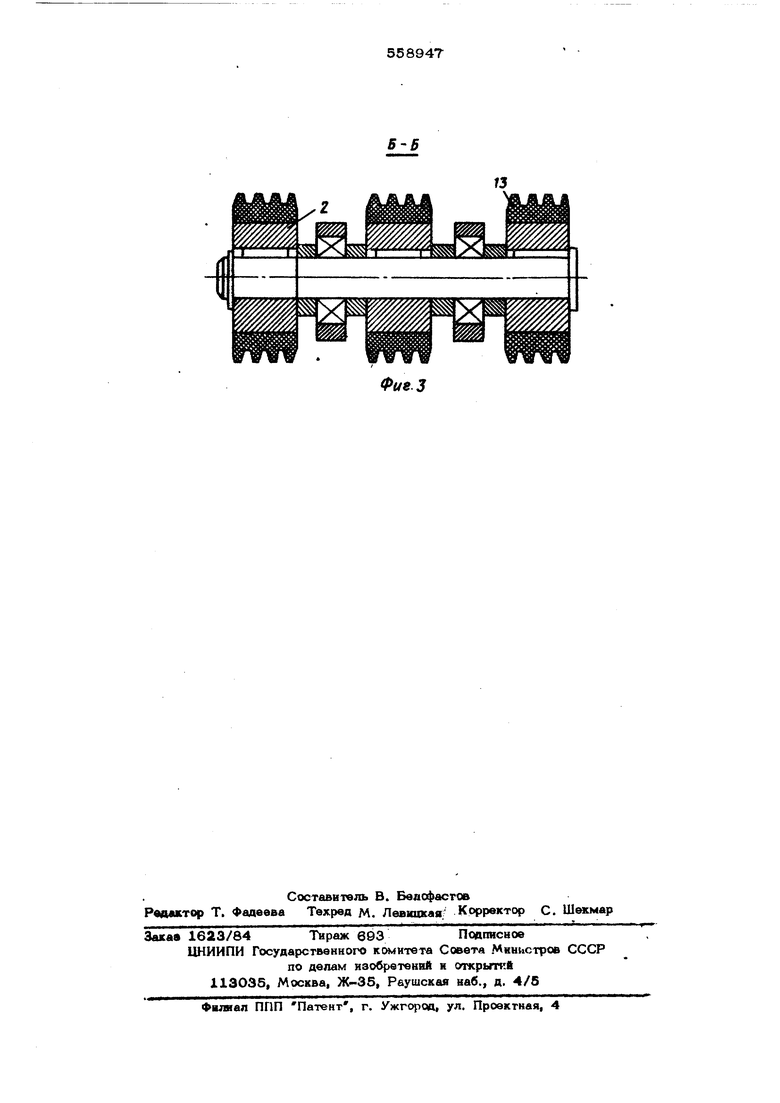
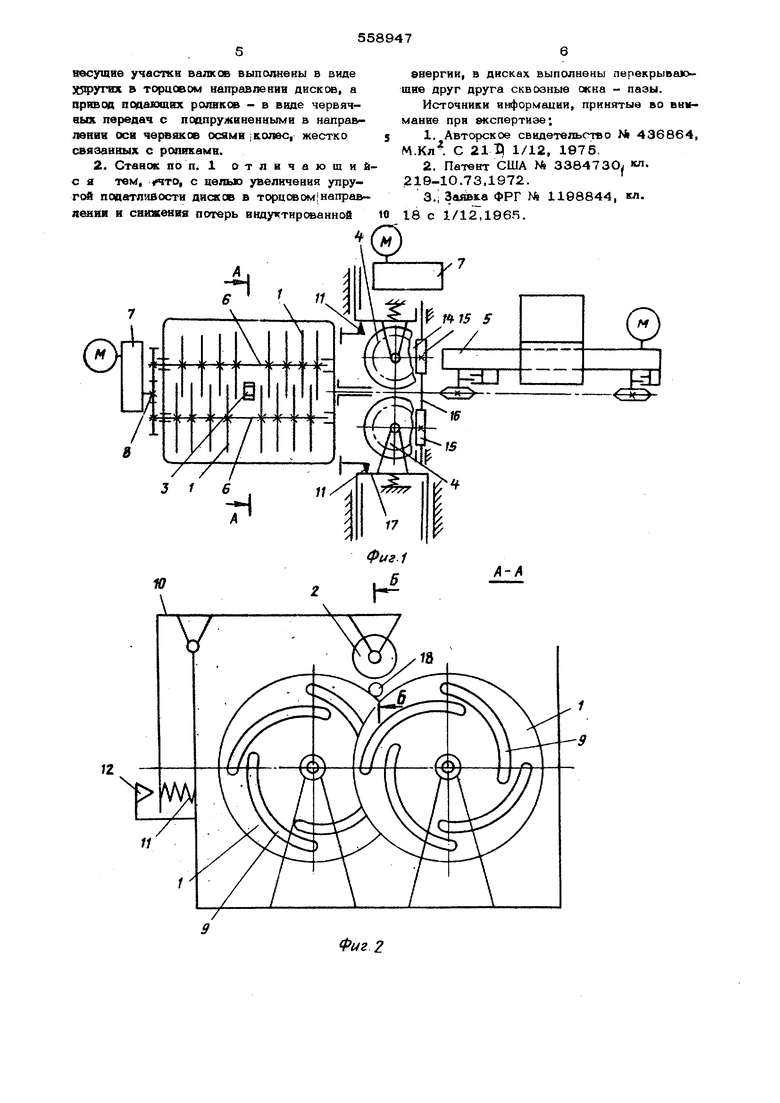
эси червяков осями колес, жестко связанных с роликами. Кроме того, для увеличения упругой податливости дисков в торцовом направлении снижения потерь индуктированной энергии в дисках выполнены перекрывающие друг друга сквозные {жна-пазы. На фиг, 1 приведена кинематическая схема устройства: на фиг. 2 - разрез А-А на фиг. Ij на фиг. 3 - разрез Б-Б на фиг. 2. Станок для термообработки длинномерных изделий малого диаметра состоит из устройства для вращения, выполненного вз комплектов пластинчатых упругих дисков 1 и комплектов прижимных роликов 2 нндуктора-спрейера 3, подающих роликов 4 механизма загрузки 5. Комплекты дисков 1 расположены по обе стороны яндуктора-сп{)ейе{)а 3 и установлены на валах 6, связанных с приводом 7 через про(межуточную шестерню 8. Имея диаметр больший межосевого расстояния между в лам и 6, диски одного из комплекте рао положены между дисками другого. Каждый из ДИСК имеет выполненные-по дуге окне 9, перекрывающие друг друга. Комплекты п рйжимных роликов 2 расположены аналогично комплектам дисков 1 и установлены на осях , закрепленных на кон« оах двуплечих Г-образных рычагов Ю, шариирно связанных с корпусом станка, другие плечи которых подпружинены пружинами 11 к упорам 12. Прижимные ролики 2 снабжены ободьям на упругого материала, поверхности которы имеют выступы 13. Подающие ролики 4 размешены между поддерживающим устройсп вом- и механизмом загрузки и установлены на вертикальных осях червячных колес 14, червяки 15 которых имеют разнью левую и правую нарезки и расположены на валу 16 связанном с приводом 7. Оси червячных колес 14 установлены иа подвижных по го .ризонтальным иаправ;шюшим спорах 17, подпружиненных в направлении оси червяков до упоров, ограничивающих сближение подающих роликов 4, Изделия 18, подлежащие термообработке, эагружаюгся в бункер механизма загру ки 5, который, работая в автоматическом режиме поочередно подает изделия в зону действия подающих роликов 4. Получая вра щение от привода 7 через вал 16, червяки 15 и червячные колеса 14, подающие ролики 4 сообщают попавшему между ними изделию жестко настроенную скорость и проталкивают его через предыдущие детали между комплектами пластинчатых упру гих дисков 1 и прижимных роликов 2 поддерживающего устройства. Расположение подакадвк Кроликов на с червячными колесами осях, установленных на подвижных по горизонтальным чаправляющим|| подпружиненных опорах, позволяет компенсировать колебание дсятуска на диаметр изделия и обеспечить переход иа термообработку другого типоразмера из,делий за счет прсжатывания червячных колег по, червякам, как по рейкам. Упоры 12 ограничивают полное смь кание подающих роликов при отсутствии между нш,и изделия и оаеггооены на подачу минимально вооможяого типоразмера изделия по диаметру.; Шарнир но; связанные с корпусом станка Г- образны рычаги под воздействием пружин 11 прижимают изделие комплектами прижимных роликов 2 к стансжленным на валах 6 комплектам пластинчатых упругих диске 1, при этом поворот подпружиненных плеч Г- образных рычагов ограничивается упорами. За счет связи валсё 6 с приводом 7 через промежуточную шестершо 8 комплекты пластинчатых упругих диске 1 получают езднонаправлеиное вращение и вращают взаимодействующее с ними изделие. При пеадаче следующего изделия предыдущее проталкивается им по комплектам пластинчатых упругих диске 1, проходит сквозь индукто)- спрейер 3 и сбрасывается в тару Свободное проталкивание изделия между комплектами пластинчатых упругих диске L и прижимных роликов 2 обеспечивается за счет тори ежой упругой пеадатливости дисков 1 с окнами 9 и выступов 13 иа ободьях прижимных роликов 2. Формула изобретения 1. Станок для термообработки длинномерных изделий малого диаметра, содержащий индуктор- спрейер, подающие приводные ролики и устройство для вращения, имеющее два валка, состоящих в продольном направлении из чередующихся несущих и углубленных несущих участке, при этом несущие астки одного валка расположены в промежутках между такими же участками другого валка, отличающийся тем, что, с целью,предотвращения искривления изделий и повышения произве дительности, устройство для вращения снабжено прижимными роликами с ободьями из упругого материала, имеющими окружные выступы, при этом весущие участки валкое выполнены в виде ХЗФУГЕК в торцовом ншфавленвн дисксе, а привод псааюших роликов - а виде червячаых передач с поопружиненыымв в направ ленви оси червяков осями i колес, жестко связаввых с ропиками. 2. Станок по п. 1 отличающи с я тем, /что, с цея19Ю увеличения упругсЛ псщатлибости диск се в TOfHiсе ом направ ления и снижения попгерь индуктирсжанной
Фиг 2
Фиг.1 энергии, в дисках выполнены перекрывак шие друг друга сквозные окна - пазы. Источники информации, принятые во внимание при экспертизе; 1,Авторское свидетельство Ni 436864, М.Кл С 21 1) 1/12, 1975. 2,Патент США Ns 3384730 «л. 219-10.73.1972. 3.i .а ФРГ Ni 1198844, кл. 18 с l/12,196fi.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки изделий | 1977 |
|
SU711121A1 |
| Установка для термообработки изделий | 1989 |
|
SU1708873A1 |
| Станок для термообработки концов длинномерных изделий | 1980 |
|
SU1002373A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Станок для термообработки длинномерных тонких деталей с постоянным сечением | 1990 |
|
SU1822426A3 |
| Установка для термообработки изделий | 1985 |
|
SU1303620A1 |
| Установка для термообработки изделий | 1981 |
|
SU1014926A1 |
| Станок для обработки длинномерныхиздЕлий | 1979 |
|
SU806287A1 |
| Установка для термообработки изделий | 1989 |
|
SU1694661A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |