Изобретение относится к индукционному нагреву и может быть использовано для термической обработки длинномерных цилиндрических изделий.
Цель изобретения - расширение номенклатуры обрабатываемых изделий.
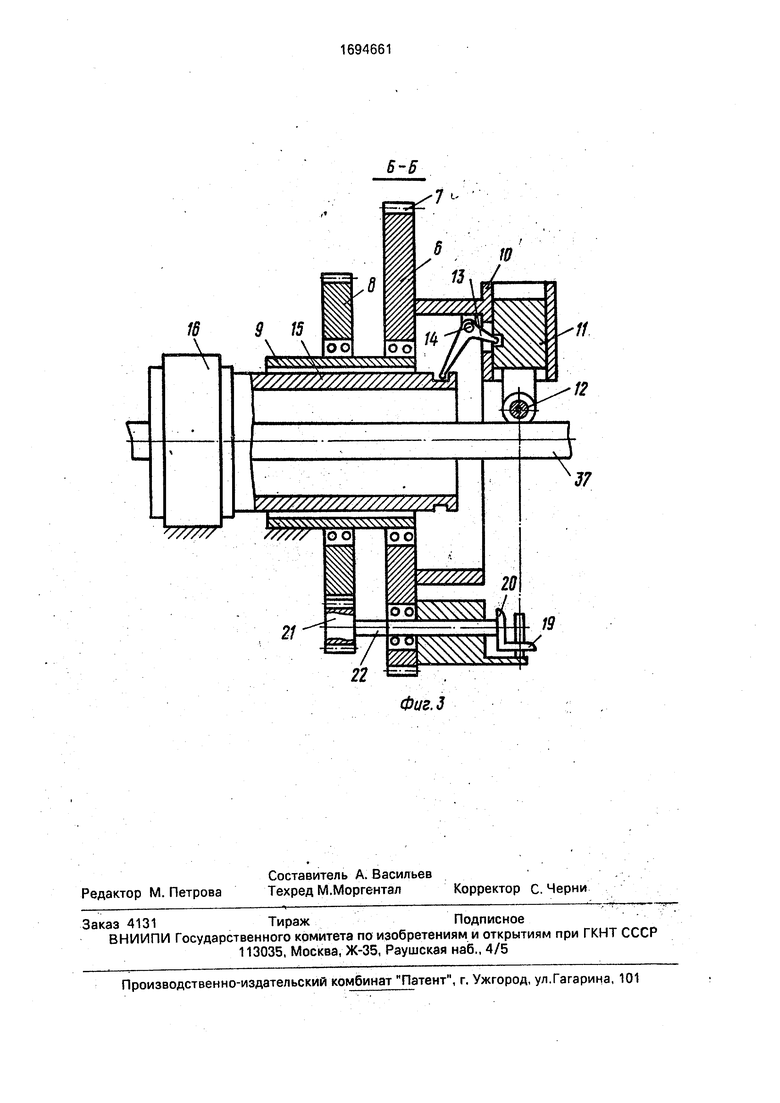
На фиг.1 изображена кинематическая схема установки; на фиг,2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2.
Установка для термообработки изделий содержит индуктор-спрейер 1, устройство 2 перемещений, люнеты 3, гидроупоры 4, механизм 5 загрузки, поворотный корпус 6 с зубчатым венцом 7 и расположенным соос- но с ним зубчатым колесом 8 на неподвижной втулке 9. На каждом поворотном корпусе 6 размещен корпус рычажного самоцентрирующего патрона 10, в котором размещены ползуны 11, В торцах ползунов выполнены пазы для размещения приводных роликов 12. Ползуны 11 кинематически связаны с рычагами 13, установленными на корпусе рычажного патрона 10, с возможностью качания на осях 14. Рычаги 13 управляются посредством тяги гидроцилиндра 15, расположенной коаксиально с неподвижной втулкой 9, гидроцилиндром 16 с возможностью обеспечения контролируемого усилия зажима на приводных роликах 12 благодаря контролируемому давлению рабочей жидкости гидроцилиндра 16. Валы 17 приводных роликов 12 выполнены со шли- цевыми хвостовиками, сопряженными с шарнирными муфтами 18, посредством которых через конические шестерни 19 и 20 и шестерни 21 кинематически связаны с зубчатым колесом 8. Общий вал 22 каждой конической шестерни 20 и шестерни 21 . размещен в отверстии поворотного корпуса 6. Каждый поворотный корпус 6 своим зубчатым венцом 7 сопряжен с шестерней 23, кинематически связанной с приводом 24 вращения через редуктор 25 и электромагнитные фрикционные многодисковые муфты 26 и 27 контактного и тормозного исполнения. Зубчатые колеса 8 каждого корпуса кинематически связаны с приводом 28 подачи через редуктор 29, электромагнитные фрикционные многодисковые муфты 26 и 27 контактного и тормозного исполнения, зубчатые колеса 30-32 и 33-36.
Установка работает следующим образом.
Изделие 37, подлежащее термообработке, загружается в бункер механизма 5 загрузки, и установка включается в работу. Вращение от приводов 24 и 28 через редукторы 25 и 29 и соответствующие кинематические цепи при включенных муфтах 27
передается на поворотные корпуса 6 и на зубчатые колеса 8 обоих механизмов сообщения изделию винтового движения. При прохождении изделия 37 через соответствующие люнеты 3 последние автоматически сводятся на требуемый размер. При прохождении изделия 37 через поворотный корпус 6, расположенный до индуктора- спрейера 1, оператор зажимает изделие
приводными роликами 12 посредством срабатывания управляемой гидроцилиндром 16 кинематической цепи; тяга гидроцилиндра 15, рычаги 13, ползуны 11, несущие приводные ролики 12. При автономном
вращении поворотного корпуса 6 и зубчатого колеса 8 с различными числами оборотов происходит вращение изделия 37 от поворотного корпуса 6 и перемещение его в осевом направлении от роликов 12,
приводимых во вращение от зубчатого колеса 8, через валы 17 приводных роликов 12, кинематически связанных с зубчатым колесом 8 посредством шарнирных муфт 18 через конические пары шестерен 19 и 20 и
шестерни 21, в результате чего осуществляется винтовое перемещение изделия 37.
При прохождении изделия через второй механизм сообщения изделию винтового движения оператор осуществляет перемещение приводных роликов 12 последнего. При необходимости можно произвести остановку изделия 37. Для этого необходимо отключить соответствующую муфту 26 контактного исполнения и включить муфту 27
тормозного исполнения. Гидроупоры 4 включаются для фиксации размера от торца изделия 37 до участка начала термообработки и остановки изделия в этом месте перед термообработкой, например при отпуске
сварных швов.
Установка для термообработки изделий обладает следующими преимуществами:
обеспечивается соосность изделия и ин- дуктора-спрейера;
на установке возможна термообработка изделий с различными (в широком диапазоне) диаметрами без переналадки, что повышает номенклатуру обрабатываемых изделий;
продольная подача изделий осуществляется индивидуально (не требуется подпора последующего изделия), что позволяет производить остановку изделия упором в торец для фиксации размера до участка термообработки;
обеспечивается контролируемое усилие зажима изделия приводными роликами благодаря контролируемому давлению рабочей жидкости гидроцилиндров.
Формула изобретения Установка для термообработки изделий, содержащая механизм загрузки, индук- тор-спрейер, механизм подачи и устройство вращения изделия в виде установленных по торцам индуктора-спрейера корпусов с прижимными роликами и кинематически связанного с ними привода их вращения, о т- личающаяся тем, что, с целью расширения номенклатуры обрабатываемых изделий, устройство вращения выполнено с
0
механизмом радиального перемещения прижимных роликов в виде гидроцилиндров и соединенных с ними через тяги рычажных самоцентрирующих патронов с ползунами, расположенными в корпусах, прижимные ролики установлены на ползунах, а механизм подачи выполнен в виде привода вращения роликов, соединенного посредством шарнирных муфт и зубчатых конических передач на шлицевых соединениях с прижимными роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
| Станок для закалки зубчатых венцов | 1990 |
|
SU1813108A3 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| СТАНОК ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1970 |
|
SU258352A1 |
| Установка для термообработки изделий | 1989 |
|
SU1708873A1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2507036C1 |
| Устройство для индукционной закалки крупномодульных зубчатых колес | 1988 |
|
SU1652364A1 |
| Станок для термообработки длинномерных тонких деталей с постоянным сечением | 1990 |
|
SU1822426A3 |

Изобретение относится к установке для термообработки изделий и может быть использовано для термической обработки длинномерных цилиндрических изделий. |Ц 51 | J0 Цель изобретения - расширение номенклатуры обрабатываемых изделий. Установка содержит индуктор-спрейер 1, устройство 2 для перемещения изделия ДИ) 37, люнеты, поворотные корпуса 6, кинематически связанные с приводом 24 вращения и приводом 28 подачи. Приводные ролики подачи установлены на ползунах рычажных самоцентрирующихся патронов, расположенных в корпусах 6. Зажимая приводными роликами, вращая и подавая И 37 в индуктор- спрейер, производится термообработка всего И 37 или части, при этом наличие самоцентрирующего патрона с гидроприводом позволяет термообрабатывать изделия с буртами, расширяя номенклатуру обрабатываемых изделий, обеспечивая соосность изделия в индукторе-спрейере и контроль зажимного усилия. 3 ил. Ё сь ю ( ON 26 27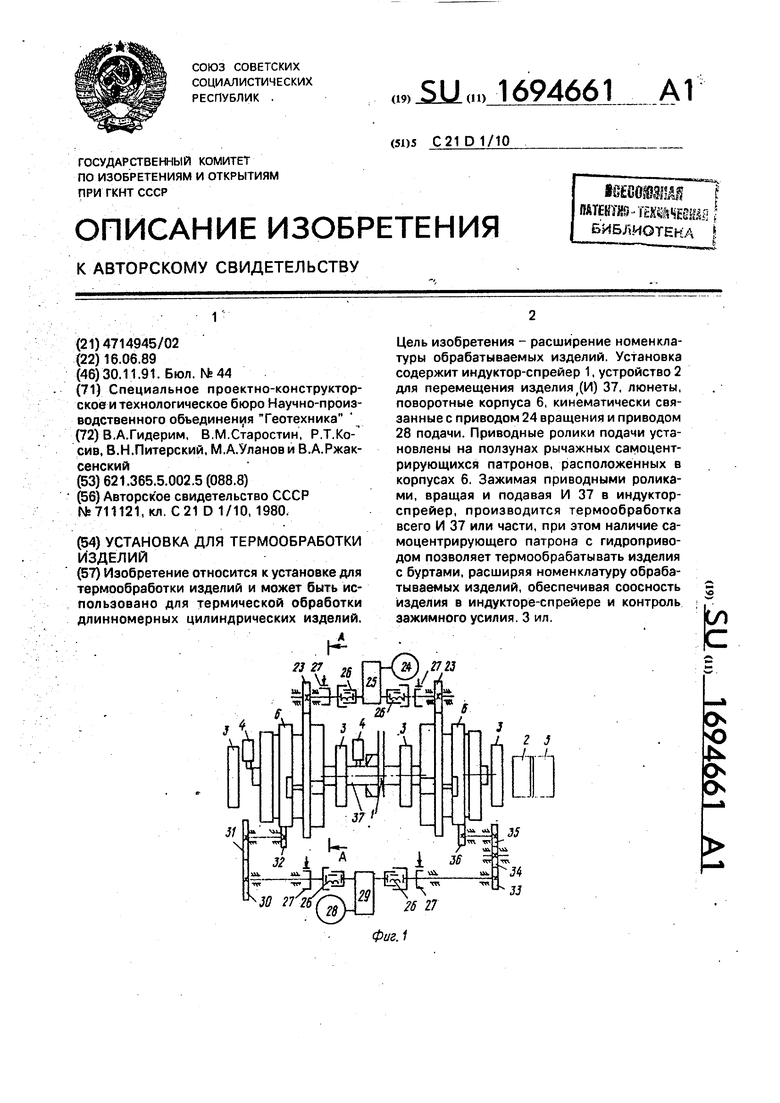
я
//
#
9 15
J
W,
оо
y///////// Y///////,
E
Y/////////////////////(/
//////
21
d
J7
Фиг.З
| Установка для термообработки изделий | 1977 |
|
SU711121A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
