сл
оэ
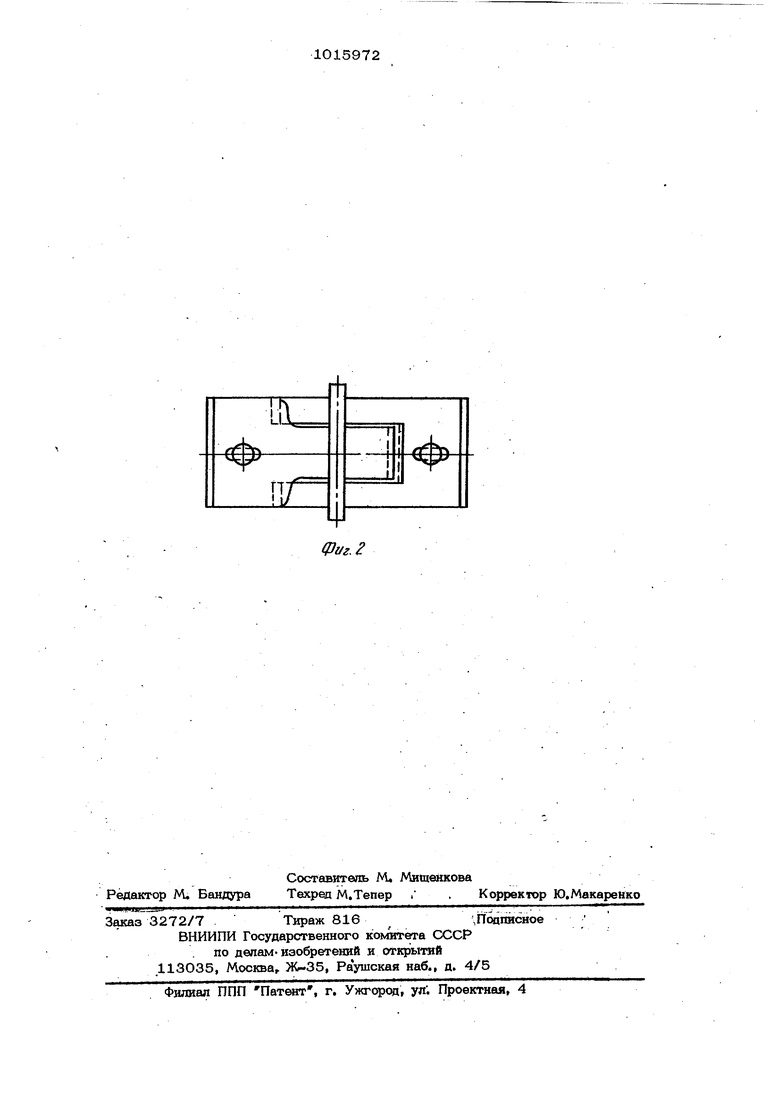
41 ГС Изобретение относится к обработке металлов давлением, в частности к листоштамповочному произвоцств5г, и может быть иотэльзовано при изготовл&шш осесимметричных деташей сложной формы методом гидромеханической вытяжки. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для гидромеханической вытяжки, содержащее верхнюю плиту с пуансоном, промежуточ ную ;плиту с матрицей, полость которой заполнена рабочей жидкостью и в которой расположен плунжер с диаметром меньшим диa Ieтpa пуансона, кинематически связанный с верхней шштой посредством подвижной нижней плиты и тяг, концы которых закреплены на верхней и нижней плитах Cll Недостаток известного устройства со тоит в том, что при переходе с одного типоразмера получаемых деталей на дру гой в нем требуется замена не только матрицы и пуансона, но и плунжера, работающего при высоких давлениях (при мерно 1200 кг/см ), что связано с заменой уплотнений и их приработкой, а это, в свою очередь, снижает надежность конструкции и усложняет переналадку. Целью изобретения является упрощение переналадки при штамповке разных типоразмеров деталей. Цель достигается тем, что, в устрой стве для гидромеханической вытяжки, содержащее вер.хнюю плиту с пуансоном гфомежуточную плиту с матрицей, имеющей заполненную жидкостью рабочую полость, в донной части которой устано лен плунжер, а также обеспечивающее кинематическую связь плунжера с верхней плитой нижнюю подвижную плиту и тяги, одни концы которых жестко связа ны с верхней плитой, а другие находятся в отверстияк, предусмотренных в, ниж ней плите, плунжер вьшолнен диаметром не менее диаметра пуансона, а устройсугво снабжено установленными с возмож ностью взаимодействия с донной частью плунжера рычагами регулируемой длины ошфающимися одними концами на нижнюю плиту, другими - на предусмотренныев промежуточной плите выступы, а также разжимныш вертикально подпружиненными коническими втулками ус гановленнымн в отверстиях нижней шшты с возможностью жесткого. соединения с тягами. На фиг. 1 представлено Преялагавмое устройство; на фиг. 2 - рычаги, вид . Устройство содержит верхнюю, плиту 1 с пуансоном- 2, промежуточную плиту 3 с матрицей, 4, в полости которой находятся рабочая жидкость и плунжер 5, контактирующий донной частью с рь1чагами 6 регулируемой длины, опирающимися одними концами на выступы 7, предусмотренные в промежуточной шште 3, а другими - на нижнюю подвижную плиту 8. В плите 8 имеются отверстия с разжимными вертикально подпружиненными втулками 9, внутри которых проходят концы тяг 10, жестко закрепленных на верхней плите 1. Прижим заготовки 11 осуществляется прижимом 12, а выталкивание вытянутой детали - выталкивателем 13. Устройство работает следующим образом. Пуансон 2 в процессе вытяжки заготовки 11 с усилием Rf вхрдит в полость матрицы 4. Заполняющая эту полость жидкость вытесняется под давлением в зазор между рабочим очком матриць и материалом заготовки, создавая жидкостное трение. Деформация заготовки осуществляется в кольцевой зоне между диаметром D-j очка матрицы и диаметром d , пуансона. Под давлением находящейся в полости матрицы жидкости перемещается плунжер 5, имеющий диаметр За величина которого не ме нее величины диаметра пуансона Т) . Плунжер 5 воздействует на рычаги 6 с усилием Р, Рычаги 6 имеют регулируемую длину .и за счет соотношения плеч и BQ возд.ействуют на нижнюю плиту 8 усилием Р уМ ньшим или равным усилию Р , перемещая плиту 8 вниз. При опускании плиты 8 разжимные конусные втулки 9 зйжимают 10, которые выполнены в данном случае в виде направляющих колонок, и Т5шут их вниз с усилием Р. Это усилие через тяги 10 передается на шшту 1 с пуансоном 2, за счет чего уменьшается на велишну 1 потребное усилие пресса на который устанавливается предлагаемое устройство. Переход с одного типоразмера получаемых деталей на другой обеспечивается заменой пуансона, прижима и вы- тяжного кольца матрицы. В зависимости от диаметра D вытяжного пуансона при-постоянном диаметре D 2. плунжера подбирается соотнощ&ние плеч В и Еа рычагов 6 за счет их перемещения относительно выступов 7. Это соотношение выбираегся для создания .скорости перемещения V-j конца рь1ча|га, превышающей скорость перемещения N пуансона. При обратном ходе пуансона 2 тяги 10 поднимают нижнюю плиту 8 до тех пор пока составные втулки 9 не упрутся в кольца закрашенные на нижней пов ххносги плиты 3 концентрично TJSгам 10. После разжима втулок тяги освобохздвкхгся для дальнейшего независимого -перемещения вверх. Деталь выталкивается из Матрицы подпружине ным выталкивателем 13. Ф Применение предлагаемого изобретения дает возможность осуществлять гидромеханическую вытяжку осесимме ричных деталей сложной форэля на универсальном прессовом оборудовании) редназначенном для глубокой вытяжки. Уменьшение потребного усилия прео .са расширяет область применения гццр механической вытяжки за счет увепиче ния размеров деталей, вытягиваемых на прессе данного усилия. Простая замена только рабочих элементов конструкции обеспечивает возможность испольэо вания одното устройства для широкой номенклатуры вытягиваемых де талей.
фиг. г

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидромеханической вытяжки | 1985 |
|
SU1258560A2 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ И ОТБОРТОВКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2011 |
|
RU2466818C2 |
| Штамп для гидромеханической вытяжки | 1975 |
|
SU619254A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| Способ формообразования криволинейной горловины на конце трубной заготовки и устройство для его осуществления | 1987 |
|
SU1484410A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Устройство для вытяжки листовогоМЕТАллА C пРОТиВОдАВлЕНиЕМ жидКОСТи | 1979 |
|
SU804090A2 |
| Штамп для пробивки близко расположенных отверстий | 1976 |
|
SU573234A1 |
УСТРОЙСТВО ДЛЯ ГИДРОи МЕХАНИЧЕСКОЙ ВЫТЯЖКИ, содержащее в вснюю плиту с пу шсоном, промежуточную шшту, несущую матрицу с заполненной жидкостью рабочей полостью, в донной части которой установлен плунжер, а также обеспечивающие кинематическую связь плунжера с верхней плитой нижнюю подвижную плиту и тяга. одни концы которых жестко связаны с верхней плитой, а другие находятся в отверстиязс, предусмотренных в нижней плите, отличающееся тем, что, с целью упрощения переналадки npi штамповке разных типоразмеров, деталей, плунжер выполнен диаметром не диаметра пуансона, а устройство снабжено установленными с возможностью взаимодействия с донной частью плувжера рычагами регулируемой длины опирающимися одннмн концами на нижнюю плиту, другими - на предусмотренные в промежуточной плите выступы, а также разжимными вертикально подпружвн коническими втулками, устангав4t пленными в отв зстияяс нижней плиты с возможностью жесткого соединения с тягами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для вытяжки с противодавлением | 1978 |
|
SU724244A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
