Изобретение относится.к литейном производству, а именно к вакуумной формовке, и может быть использовано при изготовпении литых образцов для исследования формовочных материалов и шероховатости поверхности.
Известна технология и оснастка для изготовления в формах, полученных вакуумной формовкой, литых ступенчатых образцов (с толщинами ступеней 3,6,12 и 24 мм) для исследования шероховатости поверхности в зависимости от толщины стенки отливки, противопригарных покрытий и зернистости сухих формовочных песков fl .
Недостатком указанной технологии и оснастки является необходимос при исследовании влияния на шероховатость поверхности различных противопригарных покрытий и разнозернистых формовочных песков изготовления отдельных форм с каждым противопригарным покрытием или формовочным песком, что увеличивает трудоемкость и с -оки проведения исследований, повышает расход металла и снижает точность эксперимента, та как при изготовлении форм трудно выдержать на одном уровне параметры при уплотнении, режимы вакуумирования для каждой в отдельности фомы, а также температуру заливаемого в них сплава и его химсостав при проведении нескольких плавок.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является оснастка для вакуумной формовки, содержащая .формовочный стол с вакуумной полостью, модель с модельной плитой и опоку с патрубком и .вакуумной камерой 2,
Недостаткор«1 данной оснастки является невсэможность одновременного применения при изготовлении формы различных противопригарных покрытий и разнозернистых формовочных песков.
Цель изобретения - обеспечение постоянства условий и ускорения испытаний противопригарных покрытий и разнозернистых формовочных песков I
Указанная цель достигается тем, что в оснастке для испытания формовочных материалов при вакуумной формовке, содержащей формовочный стол с вакуумной полостью, модель с модельной плитой и опоку с патрубком и вакуумной камерой, опока снабжена отъемной разделительной рамкой выполненной в виде скрепленных между собой перегородок, образующих в опоке автономные полости.
В связи с тем, что ступенчатые образцы позволяют исследовать шероховатость поверхности только на
горизонтальных поверхностях, то применена также модельная оснастка для получения разнотолщинных образцов коробчатой формы для исследования шероховатости поверхности на вертикальных поверхностях.
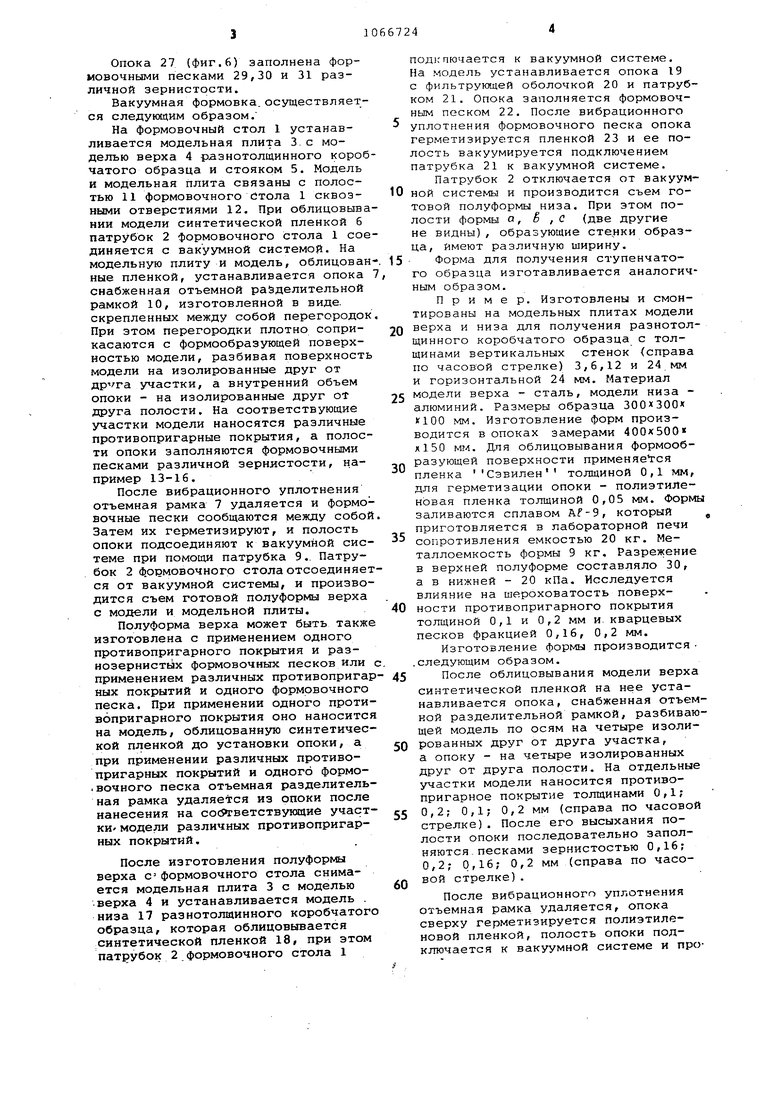
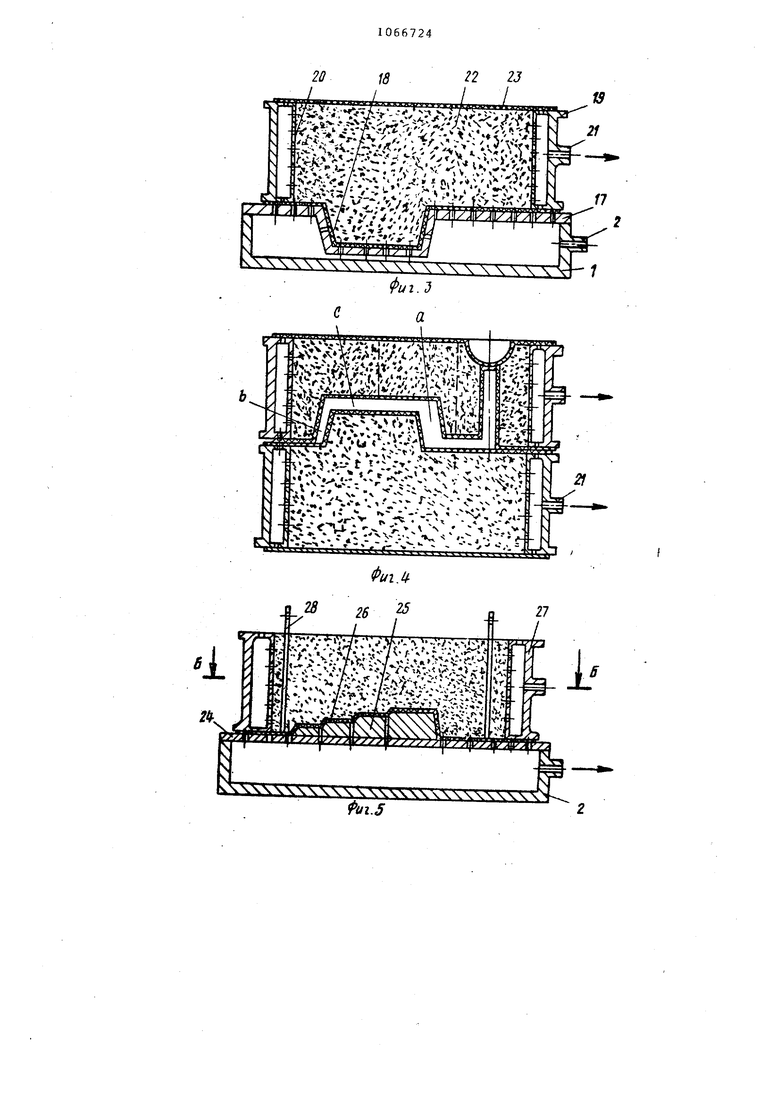
На фиг. 1..изображена оснастка для вакуумной формовки при изготовлении верхней полуформы коробчатого разнотолщинного образца; на фиг.2 разрез А-Ана фиг.1; на фиг.З - оснастка для изготовления нижней полуформы коробчатого образца в сборе с заформрванной опокой; на фиг.4 форма в сборе для получения разнотолщинного коробчатого образца; на фиг.З - оснастка для вакуумной формки с моделью ступенчатого образца при изготовлении верхней полуформы; на фиг,б - разрез Б-Б на фиг.З.
Оснастка (фиг.1) включает в себя формовочный стол 1 с патрубком 2 для подключения к вакуумной системе или сообщения с атмосферой, модельную плиту 3 с модельного верха 4 коробчатого- разнотолщинного образца и стояк 3, облицованные синтетической термопластичной пленкой 6, опоку 7 с фильтрующей оболочкой 8 и патрубком 9 для подключения к вакуумной системе, снабженную отъемно разделительной рамкой 10. Модельная плита 3 с моделью 4 установлены на формовочном столе 1 и связаны с его полостью 11 сквозными отверстиями 1
Опока 8 (фиг.2) заполнена формовочными песками различной зернистости 13 - 16, изолированными друг от друга перегородками отъемной рамки 10.
Оснастка с моделью низа 17 коробчатого разнотолщинного образца (фиг.З) установлена на формовочный стол 1, снабженный патрубком 2 .для подключения к вакуумной системе .или соединения с атмосферой. На модель 17, облицованную синтетической пленкой 18, установ|1ена опока 19 с фильрующей оболочкой 20 и патрубком 21 для подключения к вакуумной системе. При этом опока 19 заполнена формовочным песком 22, загерметизирована элементом 23, и патрубок 21 подключен к вакуумной системе.
Патрубки 21 верхней и нижней .полуформ подсоединены к вакуумной системе (фиг.4).
Оснастка для вакуумной формовки с установленной на модельной плите 24 моделью ступенчатого образца 25, облицованного синтетической пленкой 26, показана на фиг.З. При этом патрубок 2 формовочного стола 1 подключен к вакуумной системе. На мдельную плиту .24 установлена опока 27,, снабженная отъемной рамкой 2 Опока 27 (фиг.6) заполнена формовочными песками 29,30 и 31 различной зернистости. Вакуумная формовка, осуществляется следующим образом. На формовочный стол 1 устанавливается модельная плита 3. с моделью верха 4 разнотолщинного короб чатого образца и стояком 5. Модель и модельная плита связаны с полостью 11 формовочного йтола 1 сквозными отверстиями 12. При облицовыва нии модели синтетической пленкой б патрубок 2 формовочного стола 1 сое диняется с вакуумной системой. На модельную плиту и модель, облицован ные пленкой, устанавливается опока снабженная отъемной разделительной рамкой 10, изготовленной в виде, скрепленных между собой перегородок При этом перегородки плотно соприкасаются с формообразующей поверхностью модели, разбивая поверхность модели на изолированные друг от дpvгa участки, а внутренний объем опоки - на изолированные друг ot друга полости. На соответствующие участки модели наносятся различные противопригарные покрытия, а полости опоки заполняются формовочными песками различной зеринстости, например 13-16. После вибрационного уплотнения отъемная рамка 7 удаляется и формовочные пески сообщаются между собой Затем их герметизируют, и полость опоки подсоединяют к вакуумной сиетеме при помощи патрубка 9.. Патрубок 2 формовочного стола отсоединяет ся от вакуумной системы, и производится съем готовой полуформы верха с модели и модельной плиты. Полуформа верха может быть также изготовлена с применением одного противопригарного покрытия и разнозернистьах формовочных песков или применением различных противопригар ных покрытий и одного формовочного песка. При применении одного противопригарного покрытия оно наносится на модель, облицованную синтетической пленкой до установки опоки, а при применении различных противопригарных покрытий и одного формо.ночного песка отъемная разделительная рамка удаляется из опоки после нанесения на сос5 гветствунвдие участки« модели различных противопригарных покрытий. После изготовления полуформы верха с формовочного стола снимается модельная плита 3 с моделью .верха 4 и устанавливается модель . низа 17 разнотолщинного коробчатого образца, которая облицовывается синтетической пленкой 18, при этом патрубок 2 формовочного стола 1 ПОД1Гпючается к вакуумной системе. На модель устанавливается опока 19 с фильтрующей оболочкой 20 и патрубком 21. Опока заполняется формовочным песком 22. После вибрационного уплотнения формовочного песка опока герметизируется пленкой 23 и ее полость вакуумируется подключением патрубка 21 к вакуумной системе. Патрубок 2 отключается от вакуумной системы и производится съем готовой полуформы низа. При этом полости формы а, S , С (две другие не видны) , образующие сте|1ки образца, имеют различную ширину. Форма для получения ступенчатого образца изготавливается аналогичным образом. Пример. Изготовлены и смонтированы на модельных плитах модели верха и низа для получения разнотолщинного коробчатого образца с толщинами вертикальных стенок (справа по часовой стрелке) 3,6,12 и 24 мм и горизонтальной 24 мм. Материал модели верха - сталь, модели низа алюминий. Размеры образца К100 мм. Изготовление форм производится в опоках замерами 400х500« х150 мм. Д.ПЯ облицовывания формообразующей поверхности применяегся пленка Сэвилен толщиной 0,1 мм, Д.ПЯ герметизации опоки - полиэтиленовая пленка толщиной 0,05 мм. Формы заливаются сплавом Af-9, который , приготовляется в лабораторной печи сопротивления емкостью 20 кг. Металлоемкость формы 9 кг. Разрежение в верхней полуформе составляло 30, а в нижней - 20 кПа. Исследуется влияние на шероховатость поверхности противопригарного покрытия толщиной 0,1 и 0,2 мм и. кварцевых песков фракцией 0,16, 0,2 мм. Изготовление формы производится следующим образом. После облицовывания модели верха синтетической пленкой на нее устанавливается опока, снабженная отъемной разделительной рамкой, разбивающей модель по осям на четыре изолированных друг от друга участка, а опоку - на четыре изолированных друг от друга полости. На отдельные участки модели наносится противопригарное покрытие толщинами 0,1; 0,2; 0,1; О,2 мм (справа по часовой стрелке). После его высыхания полости опоки последовательно заполняются песками зернистостью 0,16; 0,2; 0,16; 0,2 мм (справа по часовой стрелке). После вибрационного уплотнения отъемная рамка удаляется, опока сверху герметизируется полиэтиленовой пленкой, полость опоки подключается к вакуумной системе и производится съем готовой полуформы верха.
При изготовлении нижней полуформы полость опоки заполняется песком Миллеровского карьера марки 1КО16Б.
После изготовления нижней полуформы производится сборка формы и ее заливка сплавом Af-9 одной плавки.
Таким образом, каждая вертикальная наружная поверхность образца получена с противопригарным покрытием различной толщины и применением песков с различной величино зерна (табл.1).
Таблица 1
Сравнительные характеристики предлагаемого способа в сравнении с прототипом приведены в табл. 2,
Таблица .2
36
7,6
2,1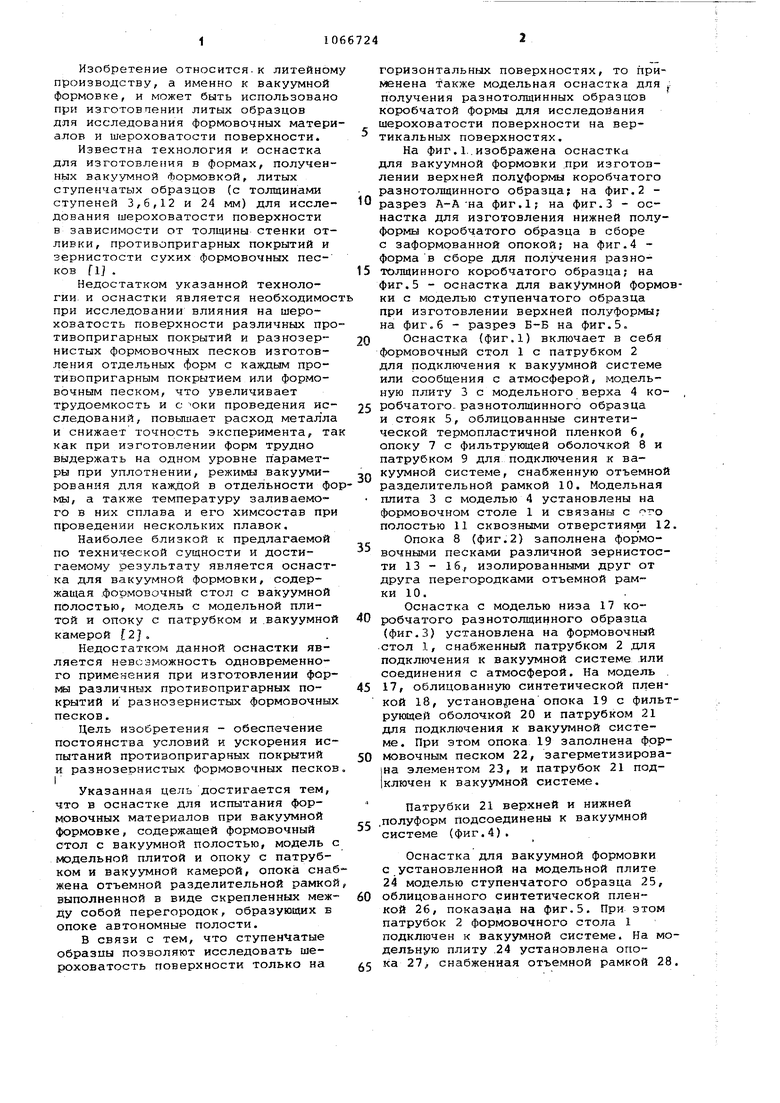

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| Автоматизированная машина вакуумной формовки | 1986 |
|
SU1346326A1 |
| Способ получения чугунных отливок вакуумной формовкой | 1986 |
|
SU1344498A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU850266A1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Способ изготовления отливок | 1985 |
|
SU1340886A1 |
| Литейная форма | 1979 |
|
SU808194A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |

ОСНАСТКА ДЛЯ ИСПЫТАНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ ПРИ ВАКУУМНОЙ ФОРМОВКЕ, содержащая формовочный стол с вакуумной полостью, модель с модельной плитой и опоку с патрубком и вакуумной камерой, отличающаяся тем, что, с целью обеспечения постоянства условий и ускорения испытаний противопригарных покрытий и разнозернистых формовочных песков, опока снабжена отъемной разделительной рамкой, выполненной в виде скрепленных между собой перегородок, образующих в опоке автономные полости.
Исследование шероховатости производится на микроскопе МИС-11.
f(-/(
Г7
-f f f
Г5
n.2
нием математических методов планирювания экспериментов.
f f .f f
20
ФигЛ
21
ui.S
27 ; 4 SHlnWj: VYlt..(i,.:. ;Ду.
Т Х --л;у.:-д и х:|Ьр;|У Ч W
c/1.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Уокюпо | |||
| I | |||
| Japan Foundrymerfs Society | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Экспресс-информация Тех- | |||
| нология и оборудование литейного производства, 1974, 5, с.13. | |||
