1
Изобретение относится к металлообработке и может быть иопользова но для повышения точности обработки на многопозиционных металлорежущих станках, преимущественно на токарных многошпиндельных автоматах.
Целью изобретения является повышение точности обработки и расширение возможности использования способа и устройства.
За счет того,что при автоматическом управлении точностью обработки на токарных многошпиндельных автоматах дополнительно компенсируют смещение шпиндельного блока от температурных деформаций, и, кроме того, за счет возможности подключения
или отключения введенных элементов в соответствующей последовательности в зависимости от заданных требований.
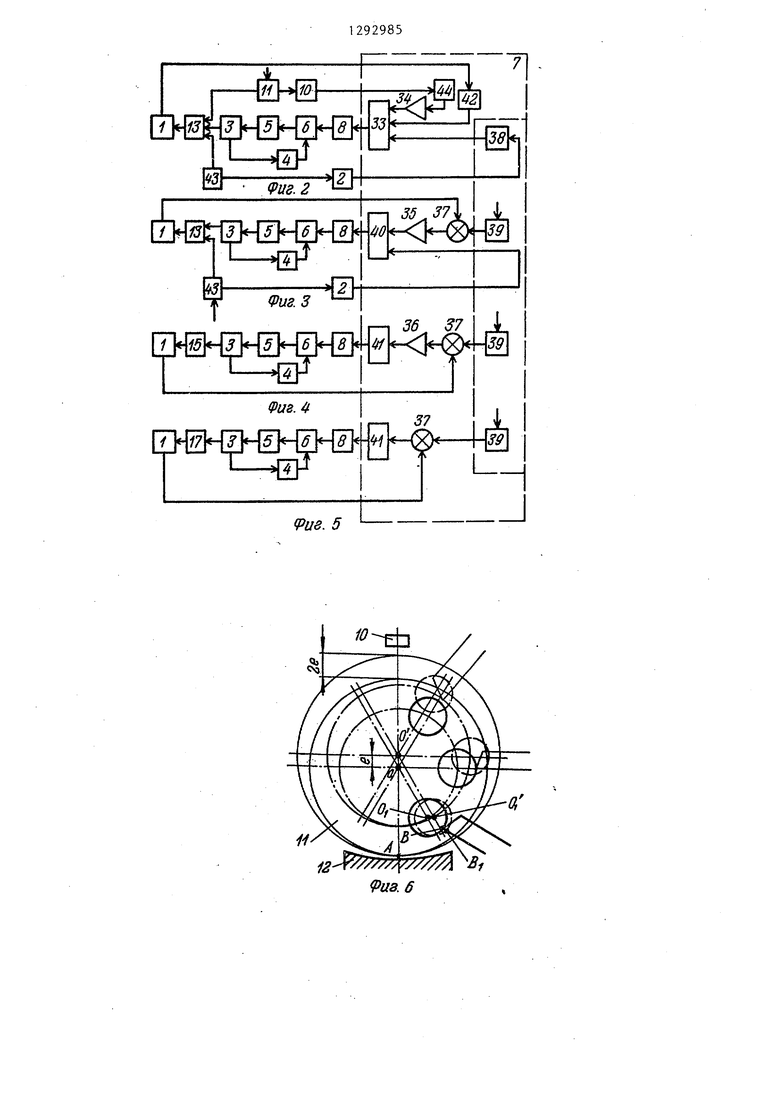
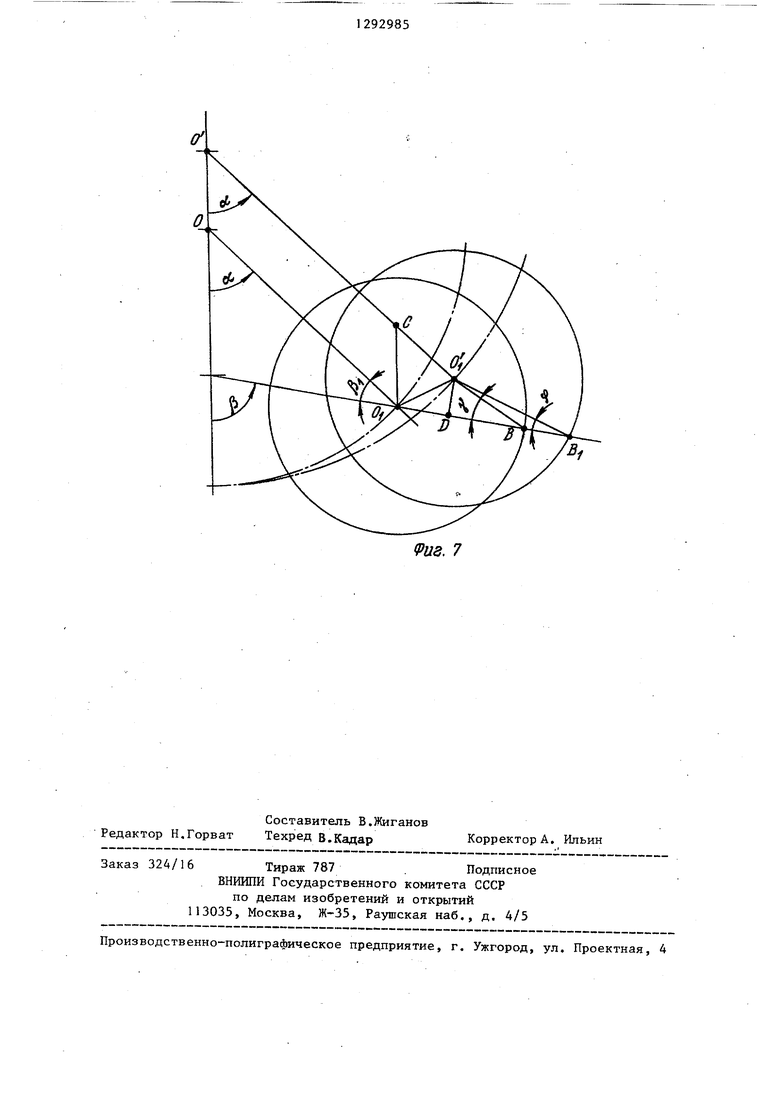
На фиг. схематически изображено устройство для осуществления предлагаемого способа, на фиг, 2-5 блок-схемы устройств для нескольких вариантов алгоритмов коррекции положения инструментов; на фиг. 6 - схема теплового расширения шпиндельного блока; на фиг, 7 - расчетная схема для определения требуемой коррекции инструмента в разных позициях автомата при тепловом смещении шпиндельного блока.
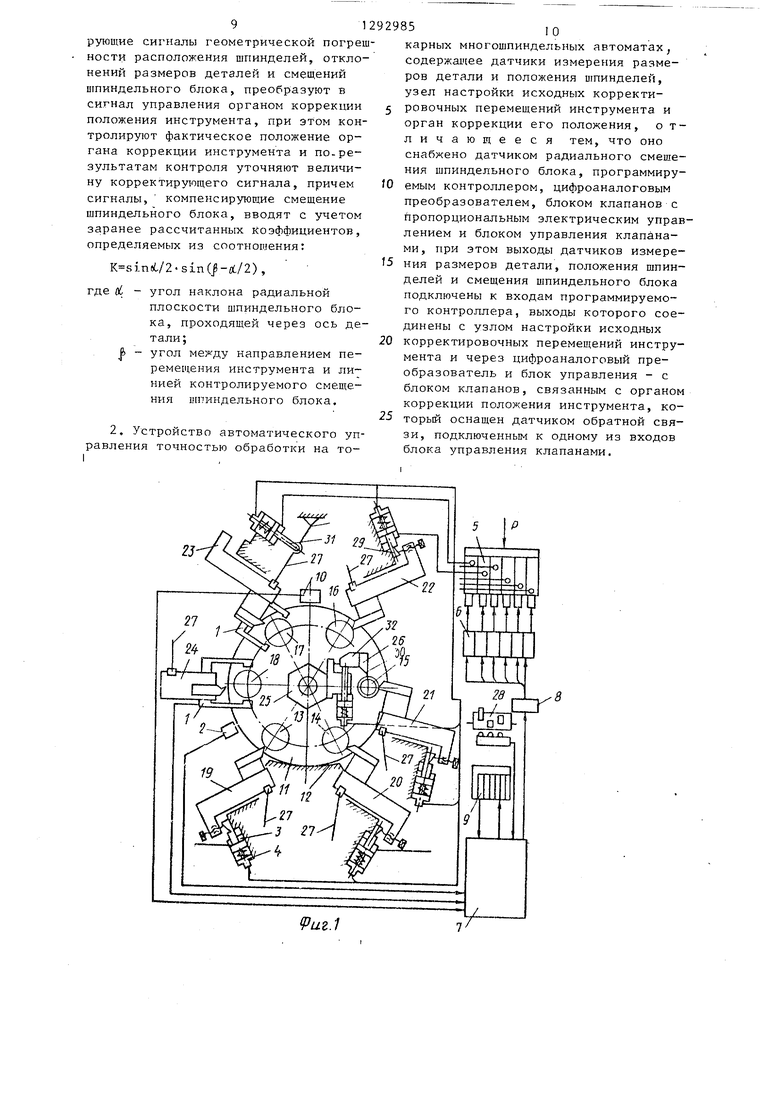
Устройство состоит из измерителя 1 детали, датчика 2 положения шпин- делей, органов коррекции положения инструмента 3 с датчиками обратной связи 4, блока клапанов 5 с пропорциональным электрическим управлением, соединенных с электронными блоками 6. Электронные блоки 6 связаны с программируемым контроллером 7 через цифроаналоговый преобразователь 8. Программируемый контроллер 7 соединен с узлом 9 настройки исходных корректиров.очных перемещений, компенсирующих геометрическую погрешность каждого шпинделя, и датчиком 10 радиального перемещения шпиндельного блока П. Датчик 10 расположен в вертикальной плоскости симметрии шпиндельного блока.
Блок клапанов 5 оснащен подводом гидравлического давления и соединен гидравлической магистралью с цилиндрами органов коррекции положения инструментов 3. Пропорциональны соленоиды клапанов 5 электрически связаны с электронными бло-ками 6,
электрически связанными с датчиками обратной связи 4,
Устройство компонуется на токарном многошпиндельном автомате, поворотный шпиндельньпй блок 11 которого, опирающийся на ложе 12, несет, например, шесть шпинделей с деталями 13-18. В рабочих позициях станка размещены поперечные суппорты 19- 24 и продольный суппорт 25 с установленными на них резцедержателями с режуи ими инструментами 26. Поперечные суппорты посредством рычажных приводов 27 связаны с распре делительным валом (на фиг. 1 , 2 не показан). С последним кинематически связан командоаппарат 28 станка, электрически соединенный с программируемым контроллером 7. Органы кор0 рекции положения инструментов 3 в зависимости от. выбранной схемы управления точностью обработки могут выполняться в виде дистанционно управляемых улоров поперечных суппортов с клиньями 29 (на фиг. 1 такие . упоры изображены для суппортов 19- 22),, либо с нажимными элементами 30 и 31 (для суппортов 23 и 25), соответственно сопряженными с управля0 емым резцедержателем 32 и кинематическим звеном 27 привода перемещения суппорта.
На блок-схемах (фиг, 2-5) иллюстрируются следующие варианты из
5 возможных реализаций предлагаемого способа: коррекция положения инструмента с компенсацией влияния смещения шпиндельного блока для различных позиций с учетом геометричес0 кой погрешности шпинделей (такая схема может функционировать и без измерителя 1, фиг, 2); коррекция положения инструмента только в позиции чистовой обработки по резуль5 татам измерения предыдущей детали (схема может функционировать без датчика 10, фиг. 3); коррекция положения инструмента в режиме слежения по команде от установленного в
0 позиции обработки измерителя (только с датчиком 1, фиг. 4); изменение закона движения суппорта (например, сообщение прерывистой подачи, либо подачи с замедлением) с прекраще нием резания по команде от установленного в позиции обработки измерителя, фиг, 5),
Как видно из блок-схем, приведенных на фиг. 2-5, программируемый
онтроллер 7 (выделен штриховой контурной линией) в зависимости от реаизуемого варианта содержит сумматор 33, блоки умножения 34-36, блоки вычитания (сравнения с номиналом)
37и блоки введения геометрической погрешности 38 либо номинального (этаонного) размера 39.
В зависимости от вида алгоритма подналадки программируемый контрол- )0 лер 7 переналаживают таким образом, что его элементы выполняют функции сумматора 33 (фиг, 2), либо блока памяти 40 (фиг. 3), либо командных блоков 41 (фиг. 4 и 5). Измери- t5 тель 1 по варианту фиг. 2 связан с управляющим блоком 42. Датчик полоения шпинделей 2 получает информацию от системы управления 43 поворотом шпиндельного блока. Датчик 10 20 адиального перемешения шпиндельного блока соединен с управляющим блоком 44.
Автоматическое управление точностью токарной обработки на много- 25 пиндельном токарном автомате соглас- о изобретению производится следуюим образом. Перед началом обработки в блоки
38вводят значения геометрической погрешности шпинделей, либо реальную
их погрешность от датчика 2 во время работы. Помимо собственно геометрической погрешности взаимного расположения шпинделей здесь учитывают та- 35 кие факторы, как разницу в податливости шпинделей и зажимных элементов и др. В блоки умножения 34 вводят значения коэффициентов влияния радиального смещения шпиндельного 40 блока для разных позиций станка. На управляющем блоке 42, связанном с измерителем 1, устанавливают контрольные границы, определяющие величину и знак подналадки. В процессе обра- 45 ботки проводят измерение смещения щпиндельного блока 11 посредством датчика 10, электрический сигнал которого поступает в управляющий блок 44, откуда в цифровой форме, прохо- 50 дя через множитель 34 и пропорционально изменившись , направляется в сумматор 33. Туда же поступают сигналы блока 42 после измерителя детали 1 и блока 38. В сумматоре 33 55 осуществляется алгебраическое сумми- рование сигналов и вьщача результирующего, с учетом текущих значений измерителей сигнала в цифроаналоговый преобразователь 8. Из преобразователя 8 электрический сигнал в форме аналогового напряжения поступает в электронные блоки 6, откуда направляется в дистанционно управляемые клапаны 5. В клапанах 5 в результате подачи аналогового напряжения осуществляется пропорциональное смещение соленоидов, что приводит к пропорциональному изменению гидравлического давления на выходе. Из клапанов 5 гидравлический поток направляется к органам коррекции 3 положения инструментов, осуществляя требуемое корректируюп ее воздействие. Орган коррекции 3 положения инструмента может оснащаться датчиком 4 обратной связи, обеспечивающим вспомогательный контур регулирования, замыкаюпшй через блок 6.
Б качестве измерителя 10 радиального смещения шпиндельного.блока может быть применен, например, фоторастровый преобразователь, в качестве датчика 2 положения пшинделей. - например, датчик с герконовыми преобразователями, ротор которого кинематически связан с системой 43 управления поворотом шпиндельного блока .
Система регулирования по варианту фиг. 2 может функционировать без измерителя, что позволяет использовать ее для коррекции положения инструментов не только в чистовых, но и в черновых позициях автомата.
Работа других приведенных на фиг. 3-5 вариантов отличается от v описанных следующим.
По варианту фиг. 3 в блок памяти 39 вводят значение номинального (эталонного) размера, который направляет его в блок сравнения 37,где осуществляют вычитания из значения поступившего сюда сигнала измерителя 1.. В блок умножения 35 вводят значение коэффициента подналадки, уменьшающего сигнал блока сравнения во избежание случайных возмущений. В блоке, 40 пропорциональный сигнал, поступивший из блока 37, запоминается и выдается в основной контур регулирования по разрешающему сигналу датчика 2 положения шпинделей.
По варианту фиг, 4 измеритель устанавливают в позиции обработки,при этом отпадает необходимость в использовании датчиков положения шпин- келей и смещения шпиндельного блока. В блок 36 вводят коэффициент пропорциональности, учитывающий упругие смещения системы СПИД и зависящий от режимов резания и податливости системы. Орган коррекции положения инструмента может работать в режиме следяп1его привода, осуществляя коррекцию за счет смещения управляемого, например, упругодефор- мируемого резцедержателя 32 (фиг.1) при перемещении его в направлении рабочей подачи вдоль оси детали (перпендикулярно плоскости чертежа).
По варианту фиг, 5 отпадает необходимость в множительном блоке, т.е. коэффициент пропорциональности равен 1, поскольку этот вариант предполагает использование нерегулируемых жестких резцедержателей, установленных на поперечном суппорте с весьма жестким приводом. В этой же позиции может бить размещен измеритель. Корректирующее воздействие органа коррекции положения инструмента прояв12929856
показанные на фиг. 6 штриховыми линиями, а центры шпинделей будут лежать в диаметральных плоскостях нагретого шпиндельного блока, прихо- 5 дящих через его центр О параллельно первоначальному положению.
т.е
00 И О , при этом дпя сохранения неизменным диаметра обработки .верщи ну В инструмента следует сместить
JO по линии его подачи в положение В. Отрезок ВВ определяет требуемую ве личину коррекции инструмента для компенсации температурной погрещнос ти. Для определения указанной кор15 рекции можно воспользоваться расчет ной схемой по фиг, 7.
По схеме фиг. 7 введены обозначе ния: 00 е - смещение центра шпиндельног
20 блока при его нагреве;
, О О R. - радиусы окружносте проходящих через центры шпинделей, соответственно в холодном и нагрето щпиндельном блоке;
ляется в создании дополнительного уси-25 0 , 0 - положения центров обрабаты- лия, приложенного к приводу 27 (фиг.), ваемых деталей соответственно в хог
лодном и нагретом шпиндельном блоке; (
О В -г- - радиус обрабатывае30 мой детали;
rf. - угол наклона радиальной плоскости шпиндельного блока, проходящей через центр детали, к линии контролируемого смещения шпиндельного бло35 .
. а, угол наклона направления перемещения ршструмента к линии контролируемого смещения шпиндельного блока;
ВВ (У - требуемая коррекция вершины инструмента....
что позволяет изменить закон движения суппорта, осуществляя, например, дробление стружки, замедление подачи перед окончанием резания, а в конце рабочего хода - отвод инструмента от детали по команде от
измерителя. .1
Ниже приводится расчет коэффициентов влияния нагрева шпиндельного блока дпя рабочих позиций автомата.
Как видно из фиг. 6, шпиндельный блок 11, нагреваясь в течение первых часов работы станка, расширяется , увеличиваясь по диаметру., при этом центр его из первоначального положения О (в холодном состоянии) смещается в положение О . Величина 2е смещения шпиндельного блока контролируется датчиком 10.
В период прогрева не наблюдается смещение опорной точки А сопряжения ложа 12 с блоком 11. Правомерность такой схемы подтверждается значительно более быстрым по сравнению с ложем, нагревом шпиндельного блока за счет интенсивного нагрева размещенных в шпиндельном блоке шпинделей и шпиндельных опор. При нагреве шпиндельного блока по мере увеличения его диаметра растет диаметр окружности, проходящей через центры шпинделей, шпиндели с обрабатываемыми деталями смещаются в положения,
40
На схеме по фиг. 7 сделаны дополнительные построения: отрезок 45 проведен параллельно 00, спущен
перпендикуляр О, из центра 0 на линию О В , совпадающую с направлением перемещения инструмента.
50
55
, стороны 0 с и равны, так как О, е и О, С ОС-00. R-R,
О СС
е, следовательно, 4СО - - , а
„, esinct „гчп
отрезок 2, т.е. 00
.1(
о . «- COS г
2е sin г . 2
Отрезок 0 В определяется из , В, в котором -(+|), где
,|-л.
показанные на фиг. 6 штриховыми линиями, а центры шпинделей будут лежать в диаметральных плоскостях нагретого шпиндельного блока, прихо- дящих через его центр О параллельно первоначальному положению.
т.е.
00 И О , при этом дпя сохранения неизменным диаметра обработки .верщи- ну В инструмента следует сместить
по линии его подачи в положение В. Отрезок ВВ определяет требуемую величину коррекции инструмента для компенсации температурной погрещнос- ти. Для определения указанной коррекции можно воспользоваться расчетной схемой по фиг, 7.
По схеме фиг. 7 введены обозначения:00 е - смещение центра шпиндельного
блока при его нагреве;
, О О R. - радиусы окружностей, проходящих через центры шпинделей, соответственно в холодном и нагретом щпиндельном блоке;
На схеме по фиг. 7 сделаны дополнительные построения: отрезок проведен параллельно 00, спущен
перпендикуляр О, из центра 0 на линию О В , совпадающую с направлением перемещения инструмента.
, стороны 0 с и равны, так как О, е и О, С ОС-00. R-R,
О СС
е, следовательно, 4СО - - , а
„, esinct „гчп
отрезок 2, т.е. 00
.1(
о . «- COS г
2е sin г . 2
Отрезок 0 В определяется из , В, в котором -(+|), где
,|-л.
n
(2e) sin(/ -2edsin f sin(- )
2 2
1 находится из Д
. 2е sin 2 sin)f
+(f) -2ed sin sin(- |j
из Д q| ДВ 0 в sin | - cos(- +)
ВВ В Д-БД;
из , ((о;в)-( )
/o .гсС .-Pt.nv |(-) -(2e) sin 2 cos (- +
или, пренебрегая величинами второго из ДО,ДВ определяется отрезок ВД: порядка малости, можно считать В Д и; 20
-|(о;в) -(о;д f
. 2
(2ef sin f +(f/ -2edsin | sin(| (2ef sin cos (| или,пренебрегая величинами второго порядка малости
откуда ББ, 5 - -
d .z. . 2 ( 2ed si
Равенство (l) упрощается после возведения обеих частей в квадрат и отбрасывания величин второго порядка малости
(ф (|f -2ed sin f sin(p- f),
откуда (iift2e sin :j sinC|- 5). (2)
(f
Обозначив отношение - K и вес- пол ьз овавши с ь равенством (2), получают соотнортение
„ . Л . /а Лч 2 г)
Способ управления точностью токарной обработки и устройство для его осуществления позволяют при их использовании повысить точность обработки во всех позициях автомата, из них в чистовых позициях для измеряемых поверхностей до 0,05 мм и прочих до 0,08 мм без добавления измерителя на станке. Кроме того, без усложнения управляющих блоков в любой позиции может быть осуществле(/
2 2
7 j
из ДО,ДВ определяетс
БД
-|(о;в) -(о;д f
БД
4|) 1 у С л
2ed sin - sin(| + f).
(|) -2edsin| sin(|+|,)
if t г
2 ;Sin ( -
(О
но прерывистое резание, позволяю- щее дробить стружку при необходимости и замедлить рабочую подачу перед окончанием резания с отводом инструмента по достижении заданного размера с точностью в 0,03 мм, т.е. точ- ность повышается в 2 раза, что исключает последующие шлифовальные операции.
Формула изобретения
1. Способ автоматического управления точностью обработки на токарных многошпиндельных автоматах, заключающийся в определении геометрической погрешности расположения шпинделей, ее запоминании, обработке деталей, их измерении и коррекции .положения режущего инструмента, о т- личающийся тем, что, с целью повьш1ения точности обработки и расширения возможностей использования, в. процессе обработки определяют смещение шпиндельного блока от нагрева, суммируют сигналы, корректирующие сигналы геометрической погрешности расположения шпинделей, отклонений размеров деталей и смещений шпиндельного блока, преобразуют в сигнал управления органом коррекции положения инструмента, при эт ом контролируют фактическое положение органа коррекции инструмента и по-результатам контроля уточняют величину корректирующего сигнала, причем сигналы, компенсирующие смещение шпиндельного блока, вводят с учетом заранее рассчитанных коэффициентов, определяемых из соотношения:
K sinet/2-sin(/-(t/2),
где о( - угол наклона радиальной
плоскости шпиндельного блока, проходящей через ось детали ;
fc - угол между направлением перемещения инструмента и ли-;;- нией контролируемого смещения шпиндельного блока.
2, Устройство автоматического управления точностью обработки на токарных многошпиндельных автоматах, содержа1чее датчики измерения размеров детали и положения шпинделей, узел настройки исходных корректи- ровочных перемещений инструмента и орган коррекции его положения, отличающееся тем, что оно снабжено датчиком радиального смешения шпиндельного блока, программиру- емым контроллером, цифроаналоговым преобразователем, блоком клапанов с пропорциональным электрическим управлением и блоком управления клапанами, при этом выходы датчиков изнере- ния размеров детали, положения шпинделей и смещения шпиндельного блока подключены к входам программируемого контроллера, выходы которого соединены с узлом настройки исходных корректировочных перемещений инструмента и через цифроаналоговый преобразователь и блок управления - с блоком клапанов, связанным с органом коррекции положения инструмента, ко- торый оснащен датчиком обратной связи, подключенным к одному из входов блока управления клапанами.
2J
Риг.1
(Pue. 5

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многошпиндельный автомат для двухсторонней обработки | 1985 |
|
SU1271664A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ И УПРАВЛЕНИЯ ТОЧНОСТЬЮ ТОКАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) | 2008 |
|
RU2386519C2 |
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| Способ управления токарной обработкой и устройство для его осуществления | 1982 |
|
SU1016080A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU827274A1 |
| Токарный многошпиндельный автомат | 1988 |
|
SU1645062A1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Многошпиндельный станок с автоматической сменой инструмента | 1985 |
|
SU1340972A1 |
| Способ автоматической подналадки инструмента и устройство для его осуществления | 1986 |
|
SU1313649A1 |
ц.
i2 Л
U8. 6
Составитель В.Жиганов Редактор Н.Горват Техред В.Кадар
Заказ 324/16 Тираж 787 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
IPU8. 7
Корректор А. Ильин
| Невельссн М.С | |||
| Автоматическое управление точностью обработки на металлорежущих станках | |||
| М.: Машиностроение, 1982, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
