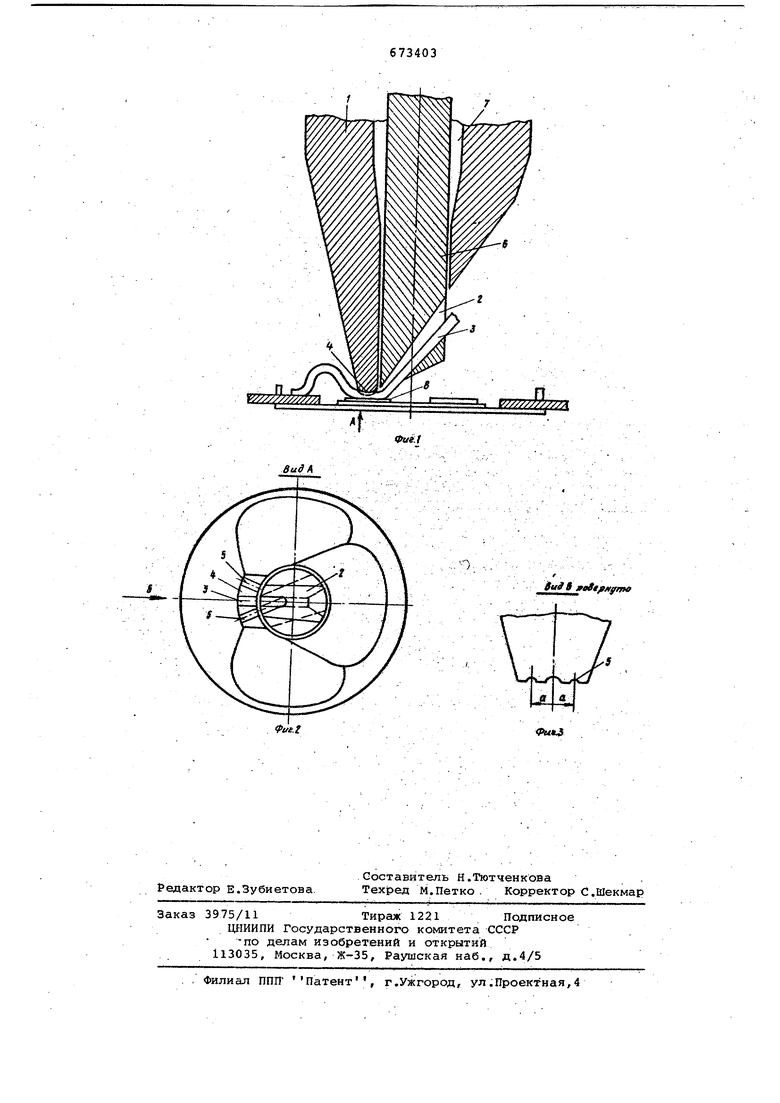
Изобретение, относится к оборудова нию для микросварки и предназначаетс для приварки проволочных выводов при прсжзвоДстве полупроводниковых прибо ров и интегргшьных схем. Известен инструмент для приварки проволочных выводов, снабженный ножо для обрезки проволоки, скользящим по внешней стенке инструмента {1. Недостатком известного инструмент является нарушение прочности и дефор мации соединения при отрезке, так как в этот момент соединение не закреплено. Кроме того, известен инструмент для приварки и отрезки проволочных выводов, сбдеЕЖаОЦИй стержень с продольным внутренним пазом,и установле ный в указанном пазу с возможностью перемещения вдоль оси стержня приводной нож 2J, . -Данный инструмент является наиболе близким к описываемому инструменту по технической сущности и достигаемому результату. Недостаток этого инструмента состоит в том, что паз для подачи проволоки находится на большом удалении от рабочей площадки (минимум на размер ножа). Кроме того, проволока может занимать любое. положение относительно рабочего торца из-за образования;перегибов, что ведет также к снижению прочности сварного соединения и лестабилизации процесса сварки. Целью изобретения является повадение прОйности соединения, стабилизации прхадесса и расииренйя технологических возможностей, Указанная цель достигается тем, что на торце инструмента выйолненыра- . диальн.ые канавки для формирования шва, расстояние между,котодами больше диа- метра привариваемого вывода, а нож установлен с возможностью .поворота вокруг продольной оси стержня для подачи привариваемого вь1врда в соответствующую канавку для формирования шва и последующей отрезки вывода, при этом в инструменте выполнены по крайней -мере три канавки-для формирования шва, имеющие сечение в форме полуэллипса, полукруга и треугольника. Hci фиг.1 показан продольный разрез инструмента; на фиг,2 - вид А на фигД; йа фиг.З - вид Б на фиг,2. Инструмент для приварки и отрезки проволочных выводов выполнен в виде стержня 1 с наклонным пазом 2 для подачи привариваемого вывода 3, рабоЧИМ торцом 4 с канавками 5 для форйирования шва и приводным ножом 6, установленным в продольном внутренне пазу 7, сужающимся в сторону рабочей площадки. Приводной нож 6 выполнен с возмож ностью поворота относительно оси продольного паза 7, наклонный паз 2 для подачи привариваемого вывода выполнен в приводном ноже, а канавки 5 для формирования шва расположены радиально, расстояние между ними больше диаметра привариваемого вывод в; инструменте имеется три канавки ДЛЯформирования шва, каждая из кото рых соответственно выполнена в форме призмы/ полуэллипса и полукруга. Инструмент работает след1Ю яим образом;. -- ;: , Привариваемая проволока 3 подаетс через; наклонный паз .2 под рабочий торец 4 инструмента к месту первой сварки (например, TpaBet ca прибора), при этом приводной нож б приподнят в крайнее верхнее положение и повернут в одно из рабочих положений, соо ветствующему наиболее оптимальным усло «ям для осуществления сварки В данном случае. После первой сварки инструмент пе ремещаётся в район второй сварки (контактная площадка прибора 8), при этом нож б поворачивается во второе фиксированное положение, при котором прбволока ориентируется под второй рабочей. канавкой, Обеспечивающем наилучшие условия для производства второй сварки. . : .::- -. По окончаний .сварки я привод ножа 6, опускающий его в крайнее нижнее, положение, обес йечивающеё подрезание проволоки на величину, гарантирующую ее стабильный обрыв, На этом цикл кончается. Йожприподнимается и поворачивается в первое положение, а пробсзЛока подает ся .под . рабочую площадку., Создание направл:шощего отёёрСтй я непосредственно в ноже позволяет . уменьшить размеры рабочей части инструмента примерно на 1/3. HstB673403товление ножа поворотным позволяет повысить надежность работы установки и упростить механизм подачи проволоки под рабочие площадки. Использование инструмента с несколькими площадками позволяет расширить его технопогические возможности за счет придания каждой площадке отличающихся рабочих свойств в гзависимости Ът , различных требований практики. При износе одной из рабочих поверхностей данный инструмент позволяет вести работу другой поверхностью, что позволяет увеличить стойкость инструмента. ,. Формула изобретения 1. Инструмент дпя приварки и отрезки проволочных .выводов, содержащий стержень с продольным внутренним пазом, и установленный в указа нном пазу С вбаможностью перемещения вдоль оси стержня йриводной нож, о т л и ч а ю 1д и и с я тем, что, с целью повш ения прочноста соёданения, стаби лизации процесса и расширения технологических возможностей, в приводном ноже выполнен наклонный паз для подачи привариваемого вывода, на торцеi инструмента выполнены ргщиальные канавки для формирования шва, расстояние между которыми больше диаметра привариваемого вывода, а нОж устанрвлен с возможностью поворота во- . круг тфодольирй оси стержнядля подачи прйв &рйВ1 аемого выв ода в с оот ве тствуй то канавку для формирования шва и псзследующей отрезки вывода. 2. Инструмент по п. 1,; о т л и ч а ю щ и и с я Тем, что в нем вы- ; пОЛненй ПО крайней мере три канавки для формирования шва, имеющие сечение в форме полуэллипса, полукруга и треугольника.: Источники информации, принятые во. внимание при экспертизе 1.Пат;ент США № 3313464,, кЛ. 228-3, 11.04.67. . 2.авторское свидетельство СССР № 549293, КЛ. В 23 К 19/00, 22.08.75.
Вид К
iSui 9 irattfMymo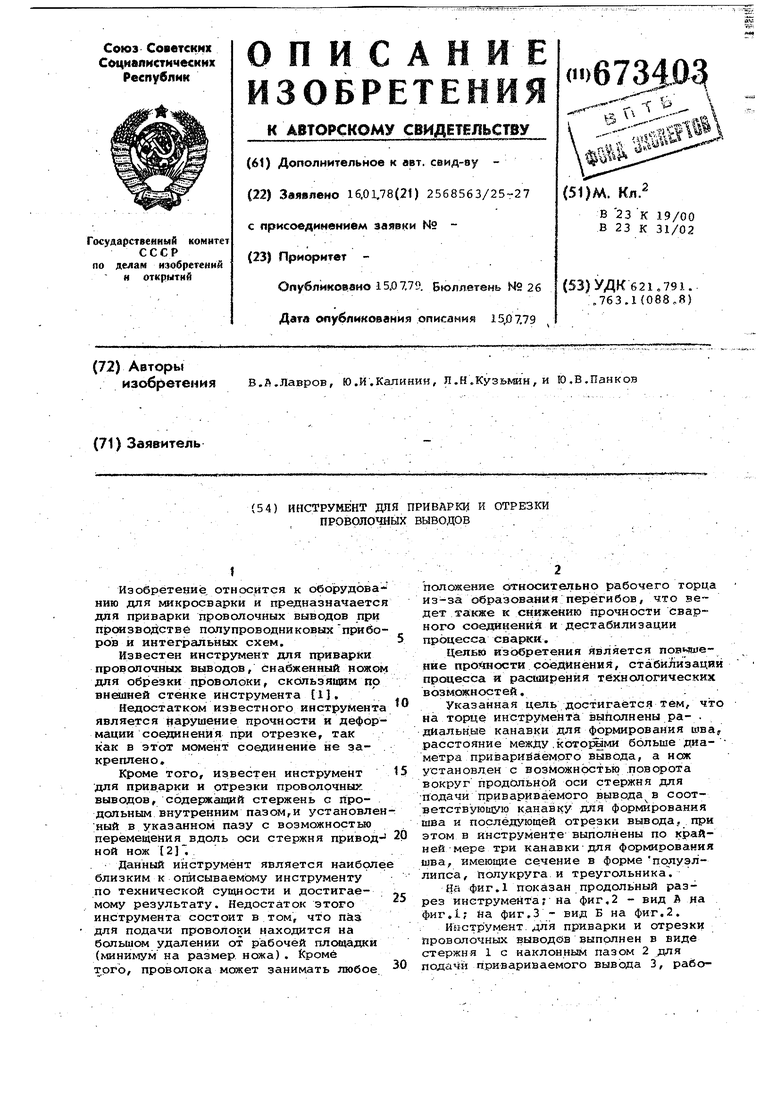
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1982 |
|
SU1031695A1 |
| Инструмент для приварки проволочных выводов | 1981 |
|
SU1016116A1 |
| Инструмент для приварки проволочного вывода | 1979 |
|
SU880666A1 |
| Инструмент для приварки и отрезки проволочных выводов | 1975 |
|
SU549293A1 |
| Инструмент для приварки проволочных выводов | 1977 |
|
SU725845A1 |
| Установка для присоединения про-ВОлОчНыХ ВыВОдОВ | 1979 |
|
SU821100A1 |
| Устройство для микросварки | 1984 |
|
SU1164024A2 |
| Инструмент для ультразвуковой микросварки | 1985 |
|
SU1276464A1 |
| ИНСТРУМЕНТ ДЛЯ Л\ИКРОСВАРКИ | 1970 |
|
SU288526A1 |
| Инструмент для приварки проволочных выводов | 1982 |
|
SU1055607A1 |