I1
Изобретение относится к сварке с использованием ультразвуковых колебаний, в частности к микросварочному инструменту для приварки проволочных выводов к контактным площадкам ограниченных размеров полупроводниковых приборов.
Целью изобретения является повышение качества и надежности сварного соединения и снижение износа инструмента.
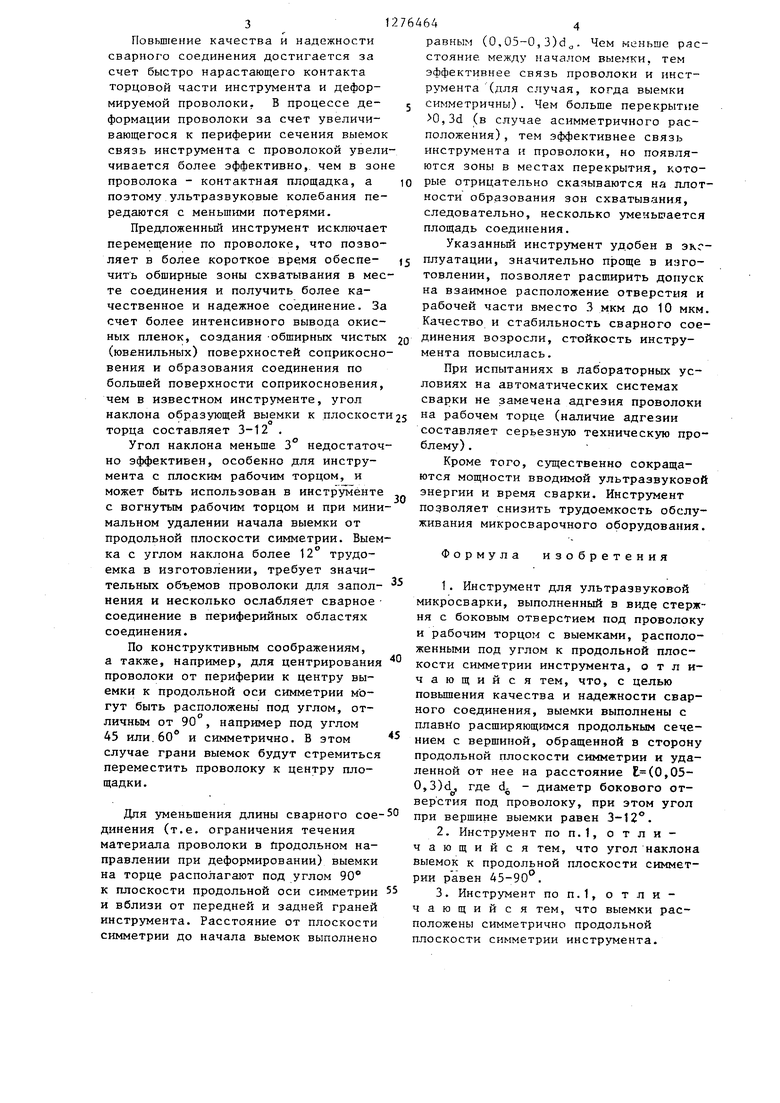
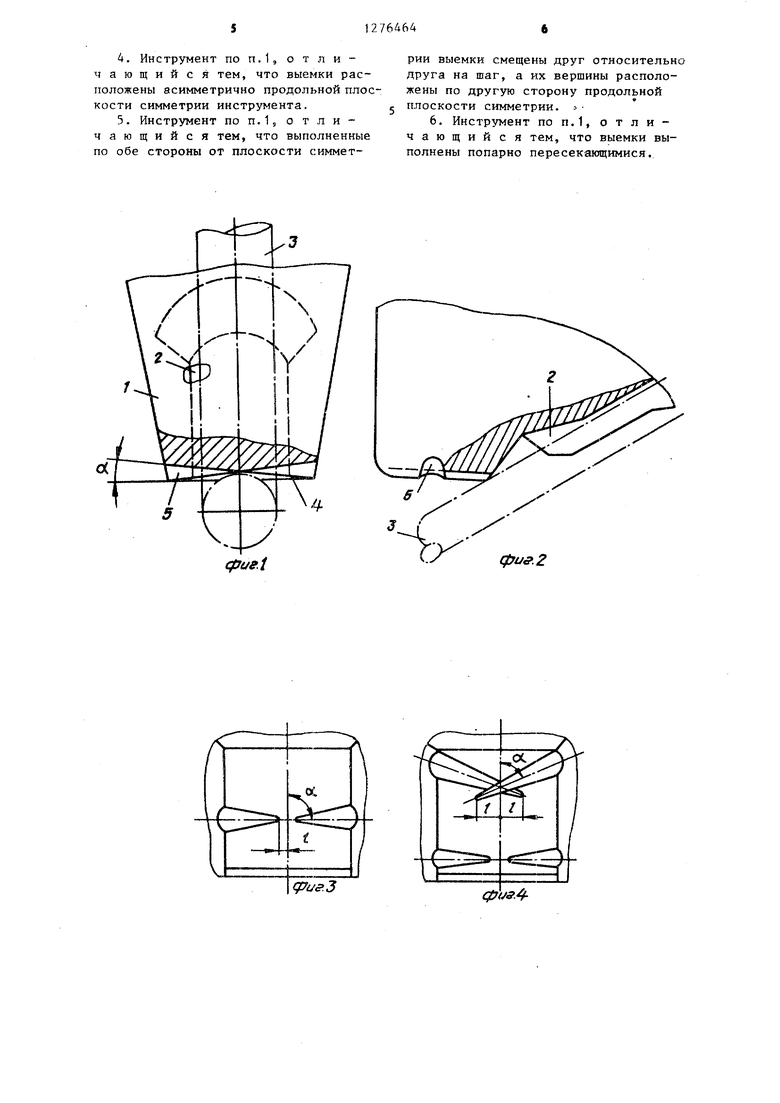
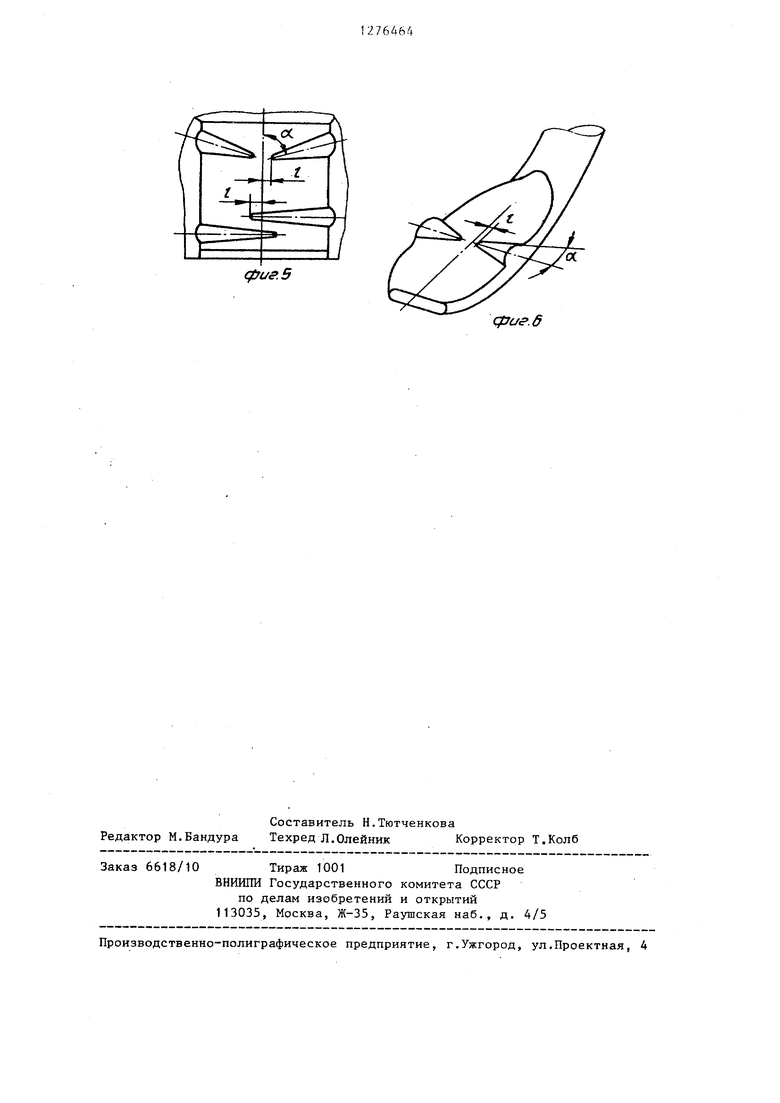
На фиг.1 показан предлагаемззгй инструмент, вид спереди; на фиг.2 - то же, вид сбоку (инструмент с сшчметрично расположенными выемками на вогнутом торце); на фиг.З - рабочий торец с симметричным расположением выемок, вид снизу; на фиг.4 - рабочий торец с симметричными и пересекающимися выемками, вид снизу; на фиг.5 - рабочий торец с симметричными, наклонными и асимметричными выемками, вид снизу; на фиг.6 - сварное соединение, общий вид.
Инструмент содержит стержень 1, в котором выполнено наклонное отверстие 2 для поДачи проволоки 3 под рабочий торец 4, который в зависимости от требований к сварному соединению может иметь вогнутую, плоскую или другую близкую к ним форму поверхности.
Продольная ось отверстия 2 расположена в продольной плоскости симметрии инструмента.
На рабочем торце 4 выполнены выемки 5 конической, V-обраэной или другой формы в поперечном сечении, которое увеличивается от О (у плоскости симметрии) до максимума на сторонах торца 4. Выемки наклонены от плоскости симметрии к периферии под углом d- к рабочему торцу, который составляет 3-12 .
На рабочем торце 4 выемки 5 могут быть расположены под углом 45-90° к продольной плоскости симметрии инструмента, а расстояние от плоскости симметрии до начала выемки составляе .(0,05-0,3) do (где d - диаметр отверстия под проволоку), причем противолежащие выемки, расположенные по разные стороны от плоскости симметрии, могут быть смещены относительно друг друга по шагу, выполнены асимметрично или выполнены попарно пересекающимися, или расположены симметрично на одной прямой.
64642
По конструктивным соображениям, а также в зависимости от предъявляемых к инструменту требования выемки могут быть расположены или в центре
рабочего торца, или ближе к его сторонам, перпендикулярным плоскости симметрии.
Устройство работает следующим образом.
o Проволока -3 механизмом подачи через направляющее отверстие 2 подается под рабочий торец 4 инструмента. При дальнейшем опускании инструмента пос. ле контактирования элементов инстру5 мента - проволока - контактная площадка происходит деформирование проволоки как на участке инструмент проволока, так и проволока - контактная площадка прибора. При вклю0 чении ультразвука проволока, интенсивно деформируясь, быстро заполняет выемки, причем прирост физического контакта за счет увеличивающегося к периферии сечения выемок происходит
5 более энергично, чем в известных конструкциях, и значительно эффективнее, чем на участке проволока - контактная площадка. В результате этого исключается проскальзывание инструмента в
Q направлении приложения ультразвуковых колебаний, что резко сокращает адгезию проволоки к инструменту и износ инструмента. Далее процесс образования соединения протекает уже только на границе проволока - контактная площадка изделия, затрачивая при этом значительно меньше (на 25-35%) акустической энергии и времени на образование сварного соединения. Сварное соединение с данным инструментом получается по всей зоне контактирования. Наиболее плотное расположение зон схватывания для описываемого . инструмента наблюдается в центральной зоне и с некоторым ослаблением плотности к периферии. По окончании первой сварки инструмент совместно .с акустической системой перемещают к месту второй сварки. Производится очередное соединение, обрыв проволоки и подготовка к следующему сварному соединению.
Кроме того, смещенные по шагу или пересекающиеся выемки могут пересекать плоскость симметрии и начало выемок может отстоять от плоскости симметрии на расстоянии 1 (0,050,3)do. Повьшгение качества и надежности сварного соединения достигается за счет быстро нарастающего контакта торцовой части инструмента и деформируемой проволоки. В процессе деформации проволоки за счет увеличивающегося к периферии сечения выемок связь инструмента с проволокой увели чивается более эффективно, чем в зон проволока - контактная плрщадка, а поэтому ультразвуковые колебания передаются с меньшими потерями. Предложенный инструмент исключает перемещение по проволоке, что позволяет в более короткое время обеспечить обширные зоны схватывания в мес те соединения и получить более качественное и надежное соединение. За счет более интенсивного вывода окисных пленок, создания обширных чистых (ювенильных) поверхностей соприкосно вения и образования соединения по большей поверхности соприкосновения, чем в известном инструменте, угол наклона образующей выемки к плоскост торца составляет 3-12 Угол наклона меньше 3° недостаточ но эффективен, особенно для инструмента с плоским рабочим торцом, и может быть использован в инструменте с вогнутым рабочим торцом и при мини мальном удалении начала выемки от продольной плоскости симметрии. Выем ка с углом наклона более 12° трудоемка в изготовлении, требует значительных объемов проволоки для заполнения и несколько ослабляет сварное соединение в периферийных областях соединения. По конструктивным соображениям, а также, например, для центрирования проволоки от периферии к центру выемки к продольной оси симметрии могут быть расположены под углом, отличным от 90 , например под углом 45 или.60° и симметрично. В этом случае грани выемок будут стремиться переместить проволоку к центру площадки. Для уменьшения длины сварного соединения (т.е. ограничения течения материала проволоки в продольном направлении при деформировании) выемки на торце располагают под углом 90 к плоскости продольной оси симметрии и вблизи от передней и задней граней инструмента. Расстояние от плоскости симметрии до начала выемок выполнено 644 равным (0,05-0,3)dд . Чем меньше расстояние между началом выемки, тем эффективнее связь проволоки и инструмента (для случая, когда выемки симметричны). Чем больше перекрытие 0,3d (в случае асимметричного расположения) , тем эффективнее связь инструмента и проволоки, но появляются зоны в местах перекрытия, которые отрицательно сказываются на ллотности образования зон схватывания, следовательно, несколько уменьшается площадь соединения. Указанный инструмент удобен в эксплуатации, значительно проще в изготовлении, позволяет расширить допуск на взаимное расположение отверстия и рабочей части вместо 3 мкм до 10 мкм. Качество и стабильность сварного соединения возросли, стойкость инструмента повысилась. При испытаниях в лабораторных условиях на автоматических системах сварки не замечена адгезия проволоки на рабочем торце (наличие адгезии составляет серьезную техническую проблему) . Кроме того, существенно сокращаются мощности вводимой ультразвуковой энергии и время сварки. Инструмент позволяет снизить трудоемкость обслуживания микросварочного оборудования. Формула изобретения 1. Инструмент для ультразвуковой микросварки, выполненный в виде стержня с боковым отверстием под проволоку и рабочим торцом с выемками, расположенными под углом к продольной плоскости симметрии инструмента, отличающийся тем, что, с целью повышения качества и надежности сварного соединения, выемки выполнены с плавйо расширяющимся продольным сечением с вершиной, обращенной в сторону продольной плоскости симметрии и удаленной от нее на расстояние Е(0,050,3)d, где d - диаметр бокового отверстия под проволоку, при этом угол „ри вершине выемки равен 3-12 2.Инструмент по п.1, отличающийся тем, что угол наклона выемок к продольной плоскости симметрии равен 45-90°. 3.Инструмент по п.1, о т л и чающийся тем, что выемки расположены симметрично продольной плоскости симметрии инструмента.
4.Инструмент по п.1, о т л и чающийся тем, что выемки расположены асимметрично продольной плоскости симметрии инструмента.
5.Инструмент по n.l, о т л и чающийся тем, что выполненные по обе стороны от плоскости симметрии выемки смещены друг относительно друга на шаг, а их вершины расположены по другую сторону продольной плоскости симметрии.
6. Инструмент по п.1, отличающийся тем, что выемки выполнены попарно пересекающимися.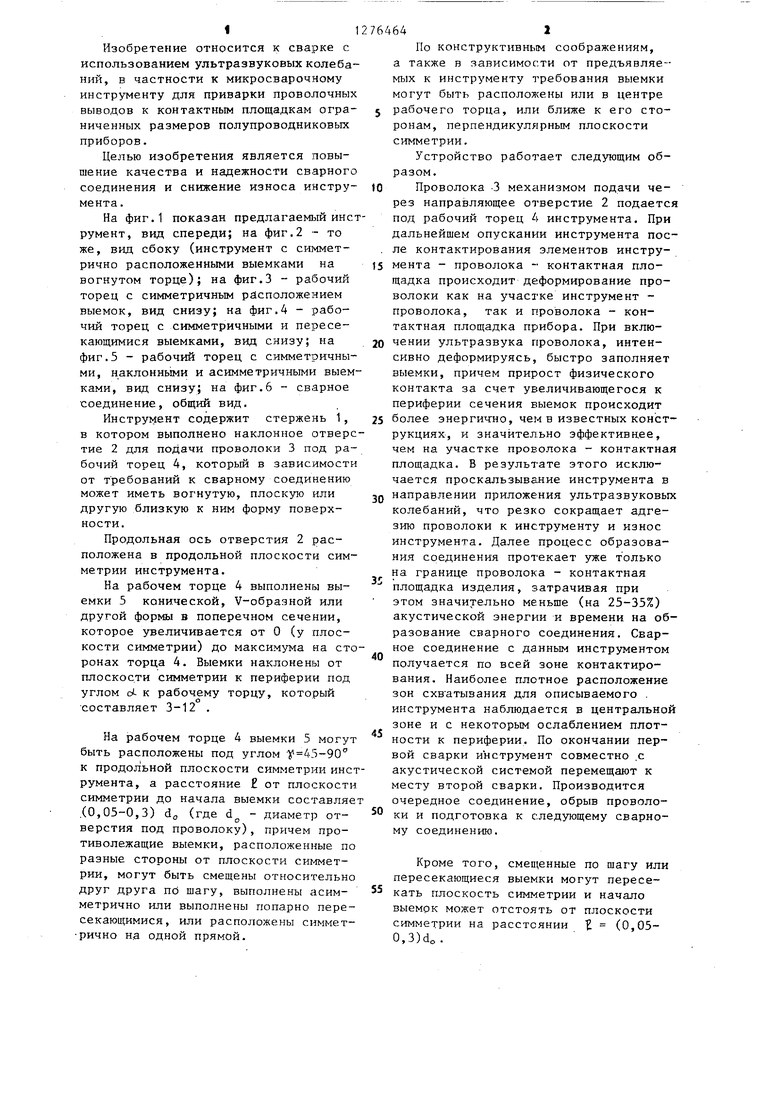
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1985 |
|
SU1311888A1 |
| Инструмент для приварки проволочного вывода | 1979 |
|
SU880666A1 |
| Автоматическая установка для присоединения проволочных выводов | 1985 |
|
SU1312869A1 |
| Способ монтажа полупроводниковых приборов | 1985 |
|
SU1259591A2 |
| Инструмент для приварки проволочных выводов | 1981 |
|
SU1016116A1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 1999 |
|
RU2179101C2 |
| Устройство для ультразвуковой сварки | 1990 |
|
SU1764898A1 |
| Инструмент для приварки проволочных выводов | 1982 |
|
SU1055607A1 |
| Инструмент для ультразвуковой сварки | 1982 |
|
SU1031695A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
Изобретение относится к сварке с Использованием ультразвуковых колебаний. Инструмент позволяет повысить качество и надежность сварного соединения и обеспечивает быстрое нарастание контакта торцовой части и деформируемой проволоки. Инструмент выполняется с выемками на рабочем торце с плавно расширяющимся продольным сечением. Выемки могут быть расположены симметрично или асимметрично продольной плоскости симметрии инструмента, могут быть смещены друг относительно друга на шаг или выполш нены взаимно пересекающимися. 5 з.п. ел ф-лы. 6 ил.
0(JS.
фиг. 5
| Калинин Ю.И | |||
| и др | |||
| Выбор оптимального рабочего профиля контактирующей части инструмента для ультразвуковой сварки.- Электронная техника, 1974, вып | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
