.Изобретение относится к станкостр ению, а именно к контактным роликам для ленточного шлифования, для обработки криволинейных поверхностей. Известна конструкция контактного ролика для ленточного шлифования, вы полненного в виде корпуса, в пазах которого размещены вставки, несущие эластичные элементы, причем вставки установлены с возможностью радиально го перемещения 1. Недостатком известной конструкции ролика является невозможность обрабо ки им двойной кривизны. Так как обра зующая ролика является прямолинейной то; и поверхности, которые им обрабатывают. должны быть с прямолинейными образумцими. Цель изобретения - расширение тех нологических возможностей ролика за счет изменения его радиуса кривизны. Поставленная цель достигается тем что в контактном ролике для ленточно го шлифования, выполненном в виде корпуса, в радиальнь1х пазах которого размещены вставки, несущие эластичные элементы, и установленные с возможностьюперемещения, вставки выпол неныс в виде упругих металлических пластин, которые установлены с возможностью взаимодействия с выполненными на боковых поверхностях корпуса заплечиками. На фиг. 1 схематически показан предлагаемый контактный ролик, разрез; на фиг. 2 - разрез А-А на фиг.1 Контактный ролик для ленточного шлифования поверхностей двойной кривизны состоит из Металлического корпуса 1 с профилем в виде дуги окружности, смонтированного на подшипника 2 качения, которые установлены на оси 3. Вста,вки, выполненные в виде упругих металлических пластин 4, несущие упругие элементы 5 из резины, закреп лены при помощи шайб 6 и 7 в пазах корпуса ролика с возможностью взаимо действия с выполненными на боковых поверхностях корпуса (шайб 6 и 7) заплечиками. Гидравлический поршень 8 помещен в расточке оси 3, который при помощи штифтов 9 связан с подшипником 10 установленным подвижно в осевом направлении на наружной поверхности оси 3, На подшипнике 10 закреплена коническая втулка 11, на которую в средней части опираются упругие металлические пластины 4,Подвод масла к левому и правому торцам поршня 8 осуществляется через каналы 12 и 13.. Между вставками 4 вдоль образующей ролика установлены . датчики 14, Ось 3 крепится к стойке 15, Абразивная лента 16 осуществляет шлифование криволинейной поверхности турбинных лопаток 17. При работе ролика совершаются следующие движения. Стойка 15 вместе с осью 3 совершает формообразующие движения по KOOJJ динате обработки. Абразивная лента 16, перемещаясь со скоростью резания, вращает ролик, смонтированный на оси 3 при помощи подшипников 2. При черновом шлифовании масло по каналу 12 подводится к левому торцу поршня 8, перемещая еговправо. Через штифты 9 осевое движение сообщается подшипнику 10 вместе с конической втулкой 11, вращающейся с роликом. При осевом перемещении втулки 11 осуществляется синхронное радиальное перемещение вставок (упругих пластин 4) вместе с упругими элементами 5. Так как упругие пластины 4 закреплен в пазах корпуса 1 с возможностью взаимодействия с заплечиками, выполненными на боковых поверхностях корпуса, то максимальное перемещение А их будет в средней части, я зоне контакта с конической поверхностью втулки 11 и не должно превышать припуска на обработку. Так как при этом прижим абразивной ленты к детали осуществляется упругими элементами, выполненными из материала меньшей твердости чем контактный ролик, например, резины, то увеличивается длина площадки соприкосновения образующей обрабатываемой заготовки и абразивной ленты. Поэтому увеличивается число абразивных зерен, .одновременно участвуквдих в процессе шлифования, чТо повышает производительность обработки. Индуктивные датчики 14 контролирую ют фактическую величину снятого припуска cf на заготовке и управляют природом радиального перемещения вставок 4 в следящем режиме, поддерживая постоянный нормальный размер д между наружной поверхностью контактного металлического ролика и обрабатываемой поверхностью лопатки 17, что повышает точность и производительность обработки. При чистовом шлифовании и выхаживании коническая втулка 11 устанавливается в такое положение, при котором упругие металлические пластины 4 опираются на поверхность пазов металлического корпуса 1 ролика, при. этом наружная поверхность ролика и элементов 5 представляет собой, одну поверхность двух степеней твердости. Предлагаемаяконструкция контактного ролика позволяет расширить его технологические возможности и повысить качество шлифования поверхностей двойной кривизньа абразивной лентой, прижимаемой к детали контактным роликом с профилем в виде дуги окружности, рабочая поверхность которого имеет различную характеристику в процессе чернового и чистового шлифования.
rS A-Л
(Put. i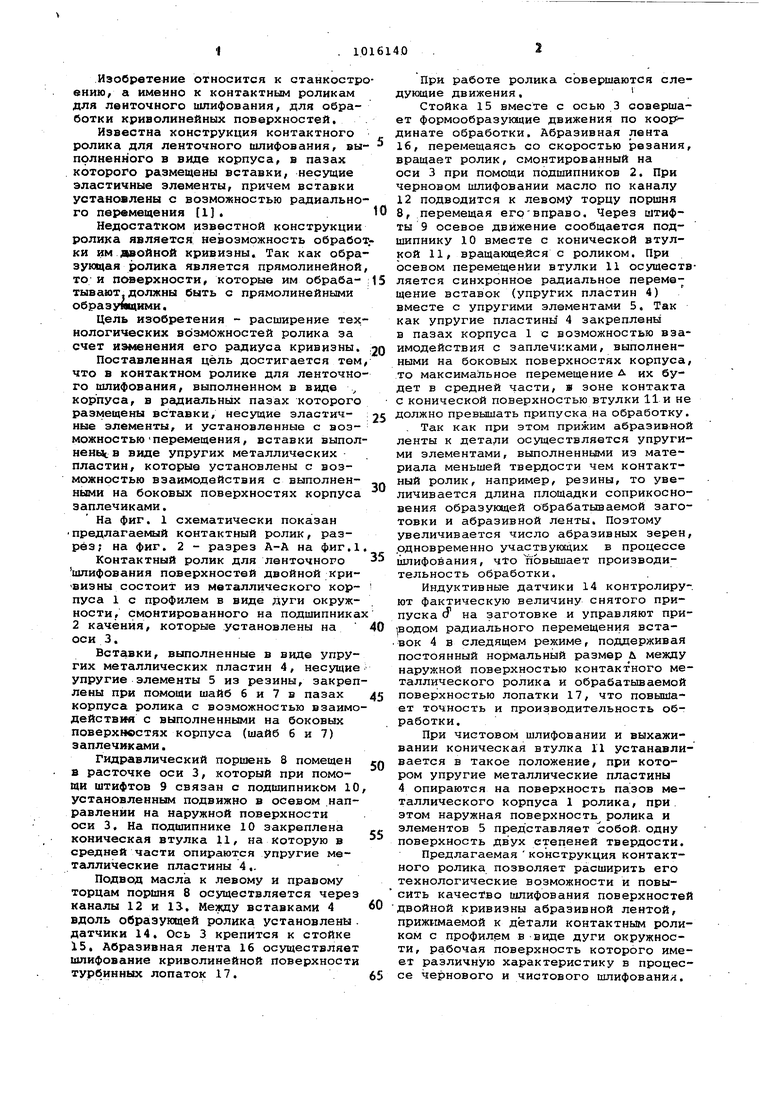
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования криволинейных поверхностей | 1982 |
|
SU1085778A1 |
| Контактный ролик | 1980 |
|
SU887137A1 |
| Контактный ролик для ленточного шлифования | 1977 |
|
SU764949A1 |
| Контактный элемент для ленточного шлифования | 1985 |
|
SU1284796A1 |
| Шлифовальный круг | 1988 |
|
SU1553366A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2146602C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |

КОНТАКТНЫЙ РОЛИК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ, выполненный в виде корпуса, в радиальных пазах которого размешены с возможностью перемещения вставки, эластичные элементы, отличающийся тем, что, с целью расширения технологических возможностей ролика путем изменения радиуса его кривизны, вставки выполнены в виде упругих металлических пластин, установленных с возможностью взаимодействия с выполненными на боковых поверхностях корпуса заплечиками. о:) 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Контактный ролик для ленточного шлифования | 1977 |
|
SU764949A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
