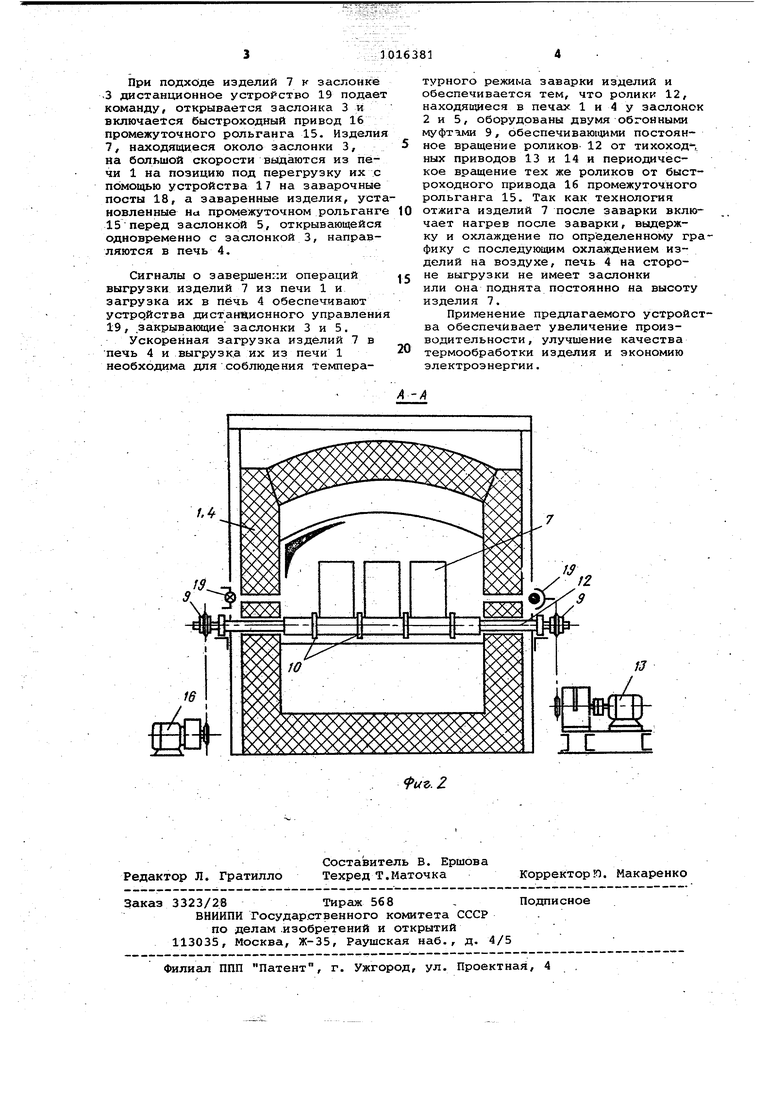
Изобретение отно.сится к устройс вам для нагрева перед заваркой и отжига после заварки стальных и чу гунных изделий и может быть исполь зовано в металлургической и машино строительной промышленности. Известна многоручьевая печь, со держащая рабочий объем с окном выгрузки и ролики с разделительными кольцами, кинематически связанные приводом и со стопорными устройства ми, находящимися в конце печи 1. Недостатком данной печи является то, что скорость роликов нельзя ре лировать и, когда изделия доходят до упоров., начинается взаимное трение роликов и.изделия с пробуксировкой. В результате этого резко возрастае-.1 износ роликов/ а в случа их остановки в горячей печи происхо дит искривление остановленных роликов под действием нагрузки от изделий и от собственного веса роликов В то же время устройство включает в себя только одну печь, что не дает возможности произвести повторную термообработку изделий после с сварки. Кроме того, печь не оборудована устройством для съема изделий с рольганга и передачи последних на заварочные посты для заварки, а рольганги не оборудованы устройствами для дистанционного управления. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ многопроходной сварки плавлением, соглас но которому производят предваритель ный подогрев перед заваркой и последующий нагрев после заварки. L2. Недостатком известного устройства является потеря тепла нагретых в печи изделий при их выгрузке из камеры предварительного нагрева под заварку и при загрузке в камеру окончательного нагрева. Из-за этого не обеспечивается должное качество термообработки. Кроме того, одинаковая скорость транспортных средств ведет к потере времени на выгру.зку-загрузку. Целью изобретения является повы шение производительности и улучшение качества термообработки. Поставленная цель достигается тем, что в поточной линии для термо обработки, содержащей установленные последовательно камеру предваритель ного нагрева, устройства для заварк камеру окончательного нагрева и транспортные средства в виде рольга гов, рольганги-камер нагрева выполнены секционными, при этом промежуточный рольганг, размещенный межд печами, объединен общим приводом с выходной секцией рольганга камеры предварительного нагрева и входной секцией ролыанга камеры окончательного нагрева посредством обгонных муфт. Кроме того, транспортное средство, соединяющее устройство для заварки, выполнено в виде подвесной ка. ретки с захватами, а линия снабжена дистанционной системой управления. На фиг. 1 изображена линия, вид сверху; на фиг. 2 - разрез А-А на фиг. 1. Поточная линия состоит из печи 1 с заслонками 2 и 3 и печи 4 с заслонкой 5. Перед первой печью 1 установлены толкатели б, заталкивающие изделия 7 на ролики 8 с обгонными муфтами 9 и разделительными кольцагли 10. Ролики 11 печей 1 и 4 не имеют обгоннцх муфт, ролики 8 печи 1 имеют по одной обгонной муфте, а ролики 12 имеют по две обгонные муфты 9. Печь 1 имеет регулируемый тихоходный привод 13, а печь 4 имеет регулируемый тихоходный привод 14, объединяющие ролики печей 1 и 4. Между печами 1 и 4 установлен промежуточный рольганг 15 с быстроходным приводом 16. Ролики 12 печей 1 и 4 могут вращаться и от тихоходных приводов 13 и 14 и одновременно от быстроходного привода 16. Промежуточный рольганг 15 снабжен подвесной кареткой с захватными устройствами 17, обеспечивающими передачу нагретого изделия 7 на заварочные посты 18 и последующую установку Заваренного изделия 7 на рольганг 15 перед заслонкой 5 печи 4. Линия оборудована устройствами 19 для дистанционного упра вления механизмами установки и обеспечивающими автоматическое регулирование рабог той установки. Линия работает следующим сбразом. Изделия 7 устанавливаются на толкателе 6, после получения команды от дистанционного устройства 19 открывается заслонка 2 и толкатели 6 заталкивают изделия 7 в печь 1 на ролики 8, обеспечивая одинаковое положение изделий по длине печи. После окончания загрузки заслонка 2 закрывается. Регулируемые приводы 13 и 14 печей 1 и 4 вращаются с малой скоростью, обеспечивающей заданный темп выдачи изделия и прохождение последнего вдоль печи на длину самого изделия. Для избежания истирания роликов 8 последние оборудованы обгонными муфтами 9, обеспечивгиощими свободное вращение роликов 8, возникающее от трения изделий 7 о ролики. Непрерывное вргицение роликов печей страняет изгиб роликов от действия высоких температур в печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия нагрева полосовых заготовок под гибку | 1983 |
|
SU1135782A1 |
| Печной рольганг | 1976 |
|
SU623884A1 |
| РОЛЬГАНГ-УСКОРИТЕЛЬ | 1991 |
|
RU2007681C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Высокотемпературная туннельная толкательная печь | 1985 |
|
SU1310598A1 |
| Поточная линия обработки холоднодеформированных труб | 1982 |
|
SU1135783A1 |
| Поточная линия для термической обработки длинномерных цилиндрических изделий | 1977 |
|
SU753913A1 |
| Проходная печь с роликовым подом | 1984 |
|
SU1216606A2 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| Автоматическая поточная линия для изготовления штампованных изделий | 1978 |
|
SU779021A1 |
1. ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМООБРАБОТКИ , содержащая установленные последовательно камеру предварительного нагрева, устройства для заварки, камеру окончательного нагрева и транспортные средства в виде рольгангов, отличающаяся тем, что, с целью повышения производительности и улучшения качества термообработки, рольганги камер нагрева шлполнены секционными, при этом промежуточный рольганг, размещенный между печами, объединен общим приводом с выходной секцией рольганга камеры предварительного нагрева и входной секцией рольганга камеры окончательного нагрева посредством обгонных муфт. 2.Линия по п. 1, о т л и ч а ющ а я с я тем, что транспортное средство, соединяющее устройства дня заварки, выполнено в виде подвесной каретки с захватами. 3.Линия по пп. 1 и 2, о т л ич а ю щ а я с я тем, что она снаб- g жена ; станционной системой управ(Л ления.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многоручьевая печь | 1974 |
|
SU555146A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ многопроходной сварки плавлением | 1974 |
|
SU534503A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
