Смена пробок на автоматических станах трубопрокатных агрегатов, имеющих пневматическое управление подвижными стержнями, обычно производится вручную клещами, причем как удаление старых, так и установка новых пробок производится непосредственно в калибре валков.
Предлагаемый способ смены пробок отличается от известных тем, что в целях облегчении этого процесса смену пробок производят на выдвинутом стержне из валков стана к переднему столу.
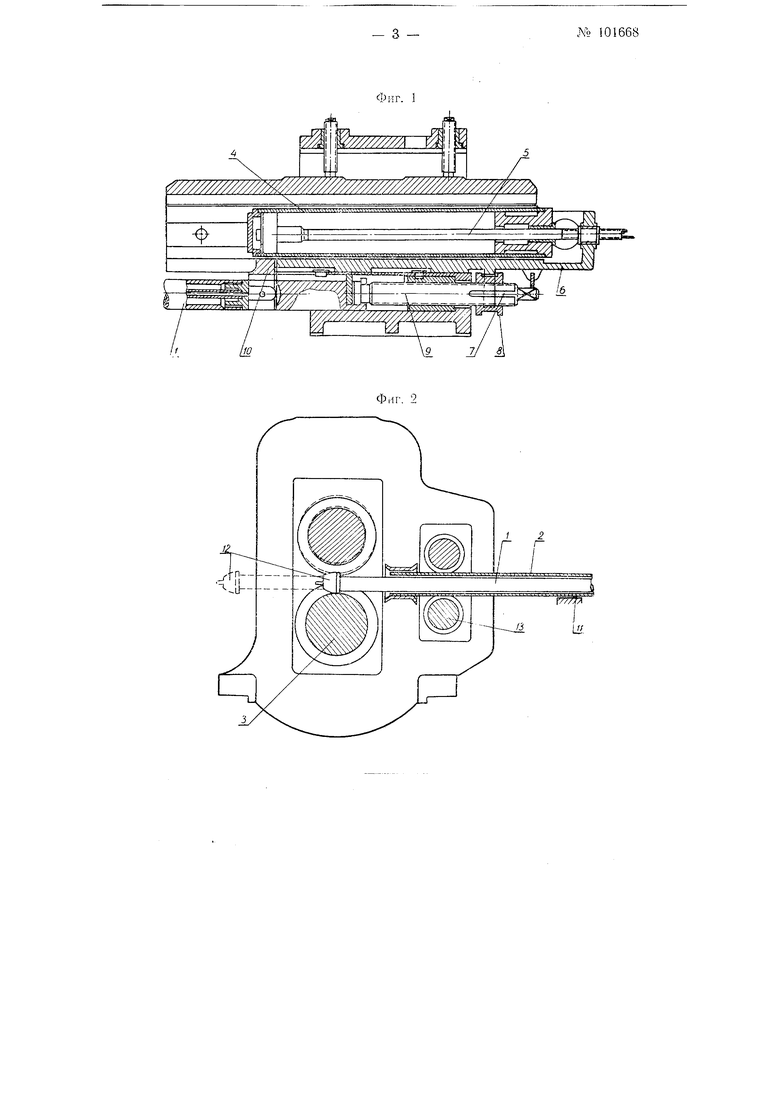
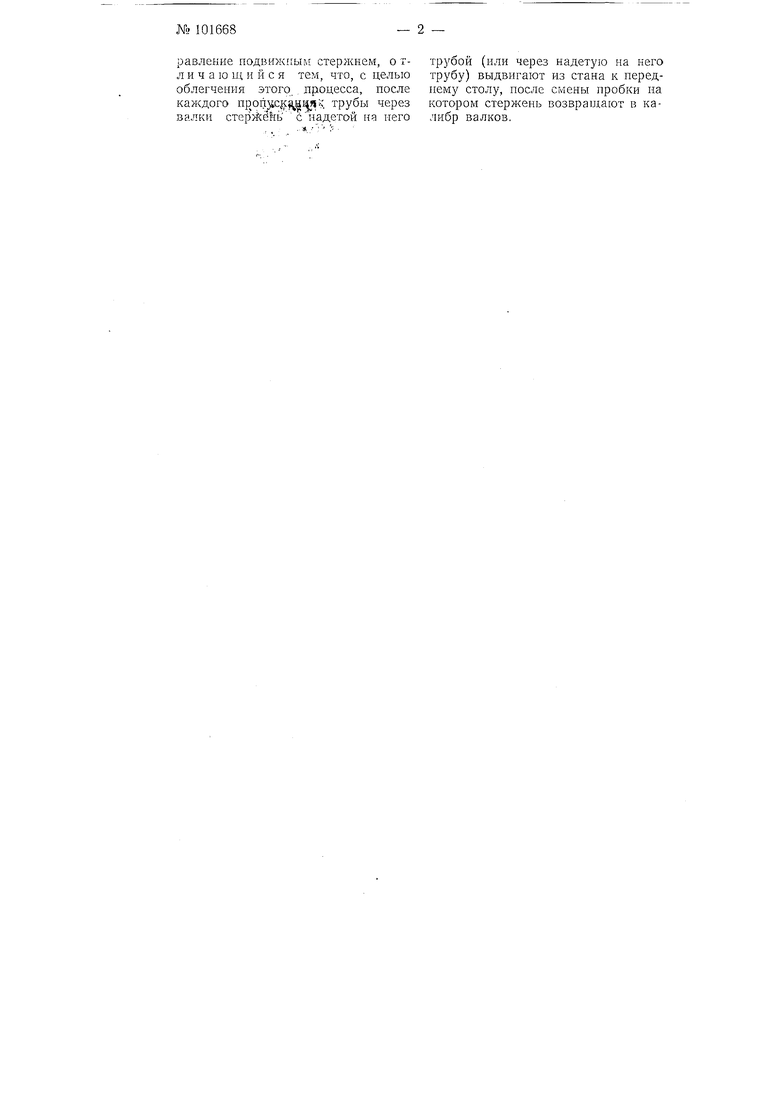
На фиг. 1 изображена схема, иллюстрирующая предлолсенный способ смены пробоК; на фиг. 2 показано устройство для смены пробок.
Устройство предназначено для выдвигания стержня / из стана после каждого пропускания трубы 2 через валки 5.
Устройство состоит из подвижного цилиндра 4, снабженного неподвижным щтоком 5, закрепленным на направляющей 5, имеющей вилку 7 входящую между наружными буртиками втулки S, заклиненной на конце винта 9. Цилиедр 4 связан со стержнем 1 при помощи вилки 10.
Действие устройства по предложенному способу происходит следующим образом.
После каждого пропускания трубы 5 через валки 3 под действием сжатого воздуха подается вперед подвижной цилиндр 4, который посредством вилки 10 подает вперед стержень 1 с надетой на него трубой 2Продолжая двигаться дальще, стержень выходит за габариты стана, причем в это время верхний валок занимает положение для выдачи трубы на передний стол, а стержень и труба поддерживаются опорой //. Далее пробка 12 с ко«ца стержня / снимается, затем труба при помощи вращающихся роликов 13 подается на передний стол, после чего на конец стержня устанавливается новая пробка и стержень вместе с оправкой втягивается в калибр валков.
Такой способ смены пробок значительно облегчает выполнение этой операции.
Предмет изобретения
Способ смены пробок на автоматических станах трубопрокатных агрегатов, имеющих пневматическое уп№ 101668- 2 -
равление подвижным стержнем, о т-трубой (или через надетую на него
л и ч а ю щ и и с я тем, что, с целыетрубу) выдвигают из стана к передоблегчеиия этого лроцесса, посленему столу, после смены пробки на
каждого np onjic} 4 трубы черезкотором стержень возвращают в кавалки cTep k6iib с надетой на неголибр валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический двухклетьевой трубопрокатный стан | 1960 |
|
SU132176A1 |
| Способ изготовления труб на автоматическом стане трубопрокатной установки | 1958 |
|
SU121425A1 |
| УСТРОЙСТВО ДЛЯ КОЛОННОГО ИСПОЛНЕНИЯ ЗАДНЕГО СТОЛА АВТОМАТИЧЕСКИХ ТРУБОПРОКАТНЫХ АГРЕГАТОВ | 1964 |
|
SU165410A1 |
| Поточная линия производства холоднодеформированных труб | 1983 |
|
SU1166850A1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО ПРОКАТНОГО СТЕРЖНЯ ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2352413C1 |
| Механизм установки оправки автоматического трубопрокатного стана | 1979 |
|
SU869877A2 |
| Способ прокатки труб на трубопрокатном стане | 1961 |
|
SU148773A1 |
| Устройство для нанесения смазки на внутреннюю поверхность гильзы | 1980 |
|
SU897325A1 |
| МЕХАНИЗМ ДЛЯ СМЕНЫ ОПРАВОК НА АВТОМАТИЧЕСКОМ ТРУВОПРОКАТНОЛ^ СТАНЕ | 1962 |
|
SU151280A1 |