Известно устройство для колонлого исполнения заднего стола автоматических трубопрокатных станов, состоящее из колонн, опор для них, сменных проводок и механизма торможения трубы при выходе на заднюю сторону стана.
Предложенное устройство для колонного исполнения заднего стола отличается от известных тем, что в нем установлен стержневой упор, представляюндий собой подвижную каретку, перемещающуюся от электропривода через червячную передачу и гайки-червячные колеса, установленные на концах колонн ,с выбором зазора в парах гайка - колонна при помощи гидравлических цилиндров.
I При такой конструкции устройства можно регулировать положение оправки в калибре валка.
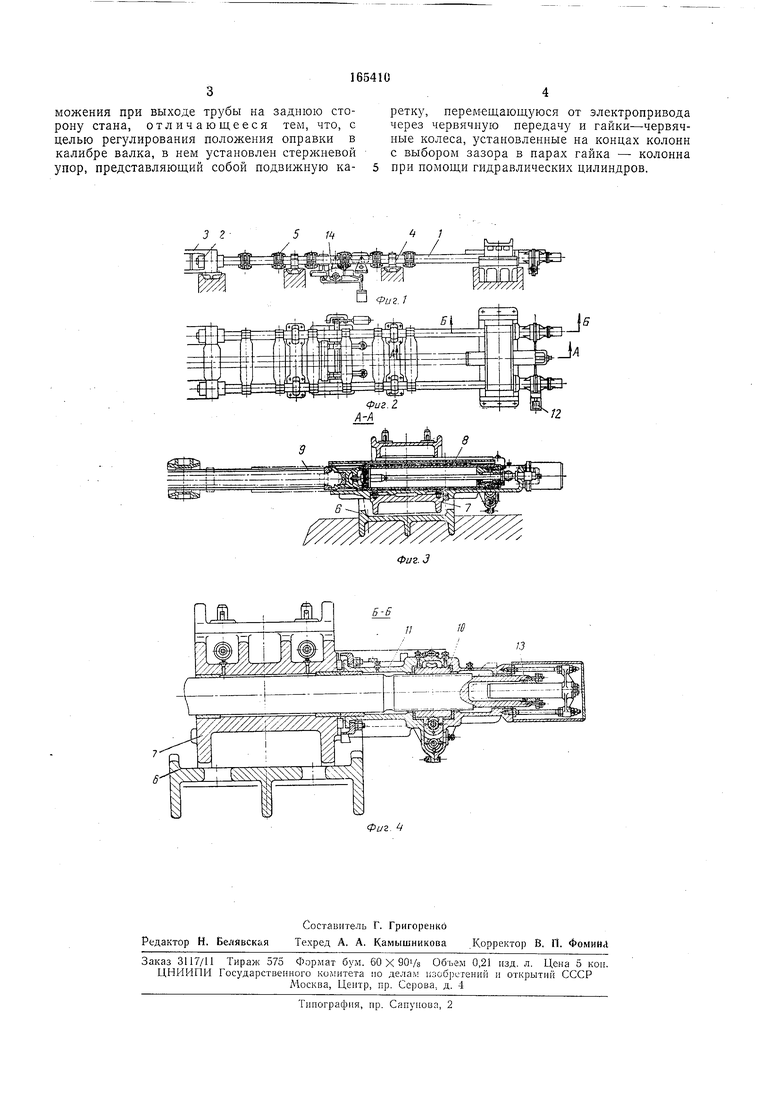
На фиг. 1 изображено устройство для колонного исполнения заднего стола, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 и 4 - разрезы устройства по А-А и Б-Б на фиг. 2.
Колонны / устройства с помощью гаек 2 связаны со станиной рабочей клети 3 и опираются на стойки 4. На колонны опираются траверсы 5, служащие для установки проводок. В задней части стола установлен стержневой упор с массивной рамой 6. В направляющих рамы установлена подвижная каретка 7, в которую вмонтирован пневматический цилиндр 8, служащий для выдвижения стержня при смене оправок. Подвижный корпус цилиндра связан со стержнем 9, удерживающим оправку.
Каретка имеет расточки, через которые пропущены колонны /. На конец каждой колонны навернуты гайки 10 с упорной резьбой, связанные с кареткой через корпус редуктора п. Эти гайки одновременно являются червячными колесами червячных пар, быстроходные валы которых приводятся от электродвигателя J2.
При вращении гаек каретка с пневмоцилиндром перемещается по колоннам стола и тем самым регулирует положение оправки в калибре валка.
Выбор зазоров в парах гайка - колонна осуществляется гидравлическими цилиндрами 13.
Для торможения трубы при выходе ее па задний стол установлен тормозной механизм 14 с пневматическим приводом.
Предмет изобретения
Устройство для колонного исполнения заднего стола автоматических трубопрокатных агрегатов, состоящее из колонн, опор для колонн, сменных проводок, механнзма для торможения при выходе трубы на заднюю сторону стана, отличающееся тем, что, с целью регулирования положения оправки в калибре валка, в нем установлен стержневой упор, представляюш,ий собой подвижную каретку, перемещающуюся от электропривода через червячную передачу и гайки-червячные колеса, установленные на концах колонн с выбором зазора в парах гайка - колонна при помощи гидравлических цилиндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| Автоматический двухклетьевой трубопрокатный стан | 1960 |
|
SU132176A1 |
| МНОГОНИТОЧНЫЙ ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА КОРОТКОЙ ОПРАВКЕ | 1966 |
|
SU183168A1 |
| МЕХАНИЗМ ДЛЯ СМЕНЫ ОПРАВОК НА АВТОМАТИЧЕСКОМ ТРУВОПРОКАТНОЛ^ СТАНЕ | 1962 |
|
SU151280A1 |
| Задний стол непрерывного оправочного трубопрокатного стана | 1991 |
|
SU1794512A1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Механизм смены оправок автоматического трубопрокатного стана | 1974 |
|
SU505458A1 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
5 ft
3 г
13
