| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ВЫСОКОВЯЗКИХ СПЛАВОВ НА ОСНОВЕ НИОБИЯ | 2004 |
|
RU2286225C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2006 |
|
RU2343034C2 |
| Способ изготовления тонкостенных осесимметричных корпусов сосудов из легированных сталей, работающих под высоким давлением | 2018 |
|
RU2695095C1 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1470392A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2279942C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО ТЕЛА ИЗ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ВИДЕ КРУГЛОЙ ЗАГОТОВКИ | 2007 |
|
RU2445181C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ | 2011 |
|
RU2460605C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ДЕТАЛЕЙ путем листовой штамповки и последующей ротационной вытяжки посредством вдавливания ролика в заготовку и последующего его перемещения вдоль оси заготовки, отличающийся тем, что, с целью повыщения качества деталей из высокопрочных сталей путем исключения микротрещин, в конце операции ротационной вытяжки на границе раздела основного металла и облоя усилие, прикладываемое к заготовке при вдавливании ролика, увеличивают до получения утонения стенки, равного 0,3-0,5 ее толщины. (Л 4: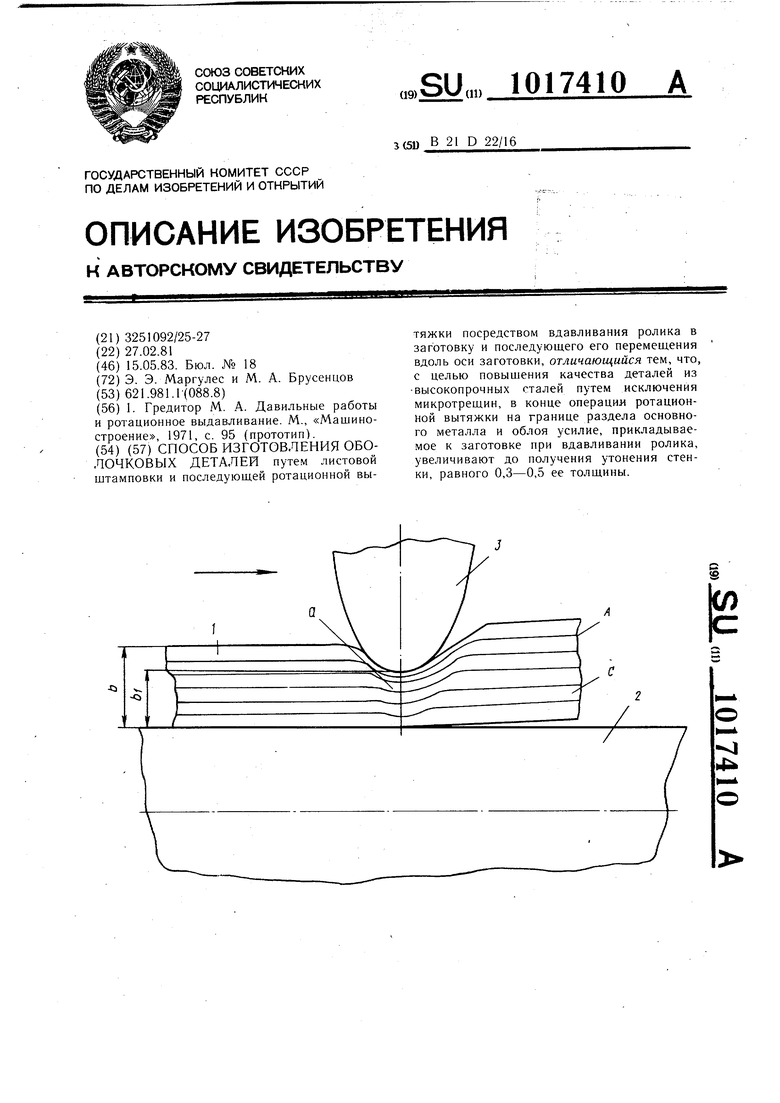
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гредитор М | |||
| А | |||
| Давильные работы и ротационное выдавливание | |||
| М., «Машиностроение, 1971, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
