Изобретение относится к обраоотке метаппов давлением и может быть иопопьзовано при производстве осесимметричных поковок типа прокатных вапков, вап-шестерен, роторов на ковочных комппексах в автоматическом ипи программном режимах. Известен способ изготовления осесимметричных поковок, включающий предверительную ковку заготовки из спитка и формирование ступеней поковки, в котором используют адактивное управление автоматизированным ковочным комплексом l. Недостаток этого способа заключается в сложности его осуществления, так как он требует наличия специальной управляющей вычислительной машины, знания математической модели объекта - автоматизированного ковочного комплекса, включающего пресс, манипулятор, поковку, описания движений рабочих органов пресса и манипулятора дифференциальным управлениями. Наиболее близким по технической сущ ности к изобретению является способ изготовления осесимметричных поковок, включающий предварительную ковку заготовки из слитка и последующее формирование ступеней поковки до поковочных размеров в комбинированных бойках за несколько проходов, в котором формирование ступеней поковки осуществляют при различных величинах ходов верхнего бойка после каждой кантовки заготовки, для соблюдения одинакового расстояния от верхнего бойка в его нижнем положении до оси заготовки 2. Данный способ формирования ступеней поковки из-за необходимости вы по лнения каждого обжатия при различных величинах хода верхнего бойка практичес ки не выполним в ручном управлении ковочным комплексом и сложен при его вы полнении в автоматическом или программном режимах, что усложняет технологию ковки и увеличивает трудоемкость. Целью изобретения является повыщение производительности путем упрощения процесса ковки. Указанная цель достигается тем, что сюгпасно способу изготовления осесимме ричных поковок, включающему предварительную ковку заготовки из слитка и по следующее формирование ступеней поковки до поковочных размеров в комбинированных бойках за несколько проходов, формирование ступеней поковки до поковочных размеров со второго прохода ачинают с обжима зон ступени, имеюих меньшую величину уступов, верхним бойком при постоянной величине его хода. На чертеже изображено формоизменение свинцового образца. Начальный размер свинцового образца 3) на первом (1) и вторых (2а, 26) проходах в комбинированных бойках С углом выреза 120 при угле кантовки 2Г 60 и относительной подаче Ч 1. Свинцовые образцы обычно используются для моделирования формоизменения при ковке равномерно нагретогр металла. Степень деформации характеризуется величиной относительного обжатия J): .- -1 И равна 1,14, где Р - диаметр окружности, вписанной наружный контур многоогранника, полученного после Д -го прохода. Цифрами на чертеже по позициям 1, 2, 3, 4, 5 и 6 в первом и вторых проходах показана величина уступов в мил- лиметрах, по которой можно супить о несоосности образца после каждого обжатия. Наибольшее значение уступов имеют зоны поковки, обжатые верхним бойком при постоянном его ходе до определенного положения на первых четырех ходах (1 поз. - 6,2 мм; 2 поз. - 7,9 мм; 3 поз. - 6,8 мм; 4 поз. - 6 мм). На пятом и шестом ходах ввиду малого отличия сечения наружного контуре от правильного шестиугольника деформация зон поковки верхним бойком и величина уступов меньще (поз. 5 - 4,5 мм; поз.6. - 5 мм). При переходе на второй проход с шеотой позиции первого прохода при вращении заготовки в том же направлении (проход 2а) на первых четырех проходах обжимают верхним бойком зоны заготовки, име-. ющие после первого прохода большие величины уступов (5; 5,5; 5,3; 5 мм), а зоны с меньшими уступами (5,4; 5,1 мм) обжимаются в конце 2а прохода и снова получают меньшую деформацию. Разность в величине уступов увеличивается, поэтому несоосность возрастает. Несооснрсть заготовки, определяемая HwiQ -il величиной -100%x в конце первого прохода равна 1%, в конце второго прохода увеличивается до 1,5%. Ковку осесимметричйых поковок на ковочном комплексе в автоматическом или программном режимах во втором проходе необходимо начинать с обжима верхним бойком части ступени, имеющей меньшую величину уступов, полученных в первом проходе.
Дпя этого ковку нужно начинать с
.шестой позиции первого прохода, обжимая на первых четырех ходах зоны ступени с меньшей величиной уступов 5; 4; 5,1; 5 (проход 26, поз. 1, 2, 3 и 4). При этом кантовку во втором проходе необходимо осуществлять в обратном направпенин пр сравнению с первым.
Подобный результат будет получен, если кантовать затчэтовку между проходами на 18О и далее осуществлять ковку без смены направления вращения.
При начале ковки во втором проходе с шестой позиции первого прохода при обрат|юм направлении вращения величина несоосности поковки в конце прохода не
увеличивается (поз. 5 и 6 проход 26) и равна 1%.
В условиях неравномерного нагрева и неравиомернь1х механических свойств слитков по сечению положение зон ступ&ни с меньшей величиной уступов относительно зоны, которая обжимается верхним бойком в проходе последней, может быть различным А nosTc iy может быть различным и угол кантовки между прохо-. нами для обжима верхним бойком на пер вых ходах зон ступени с меньшими уступами.
Предложенный способ позволяет ув&личить производительность ковки изделий типа валов на автоматизироваШ{Ь1х ковочных комплексах в. автоматическом , или программном режимах за счет упро щения процесса ковки.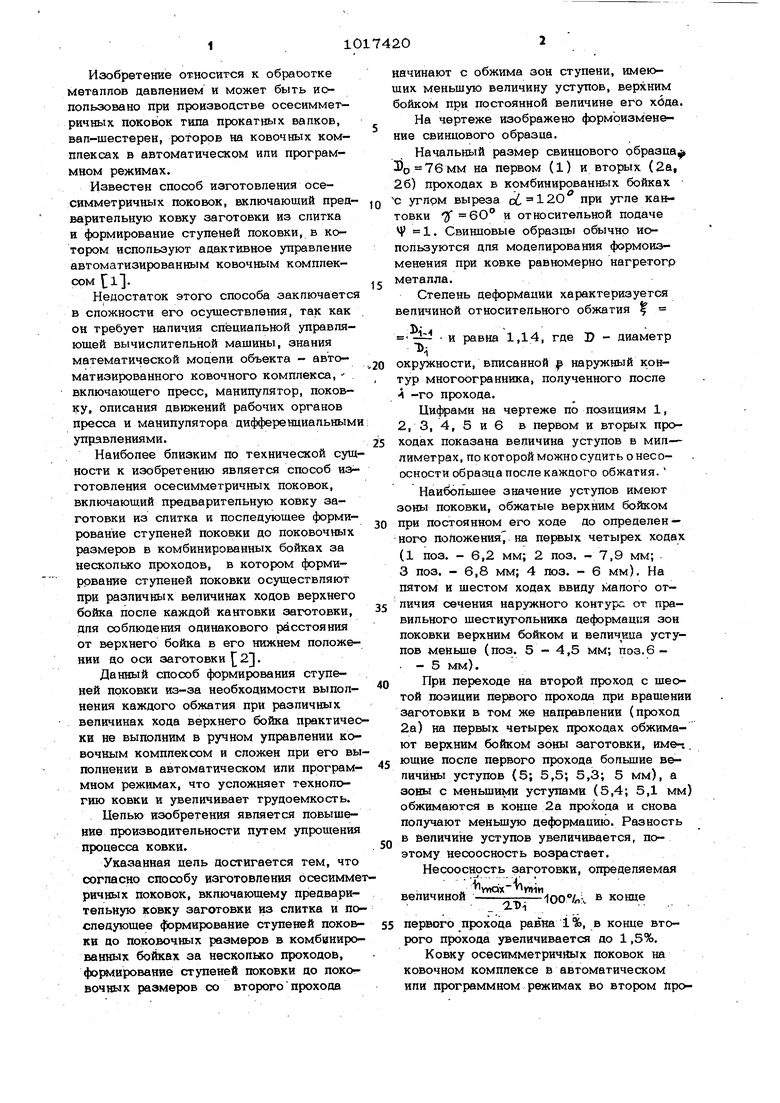

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПОКОВОК, включающий предварительную ковку заготовки из спитка и йоспедующее формирование ступеней поковки до поковочных размеров в комбинированных бойках за несколько проходов, отличающийся тем, что, с цепью пЬвь1щения производитепьгности путем упрощения процесса ковки, формирование ступеней поковки до поковочных размеров со второго прохода начинают с обжима зон ступени, имеющих меньшую величину уступов, верхним бойком при постоянной величине его хода. 1C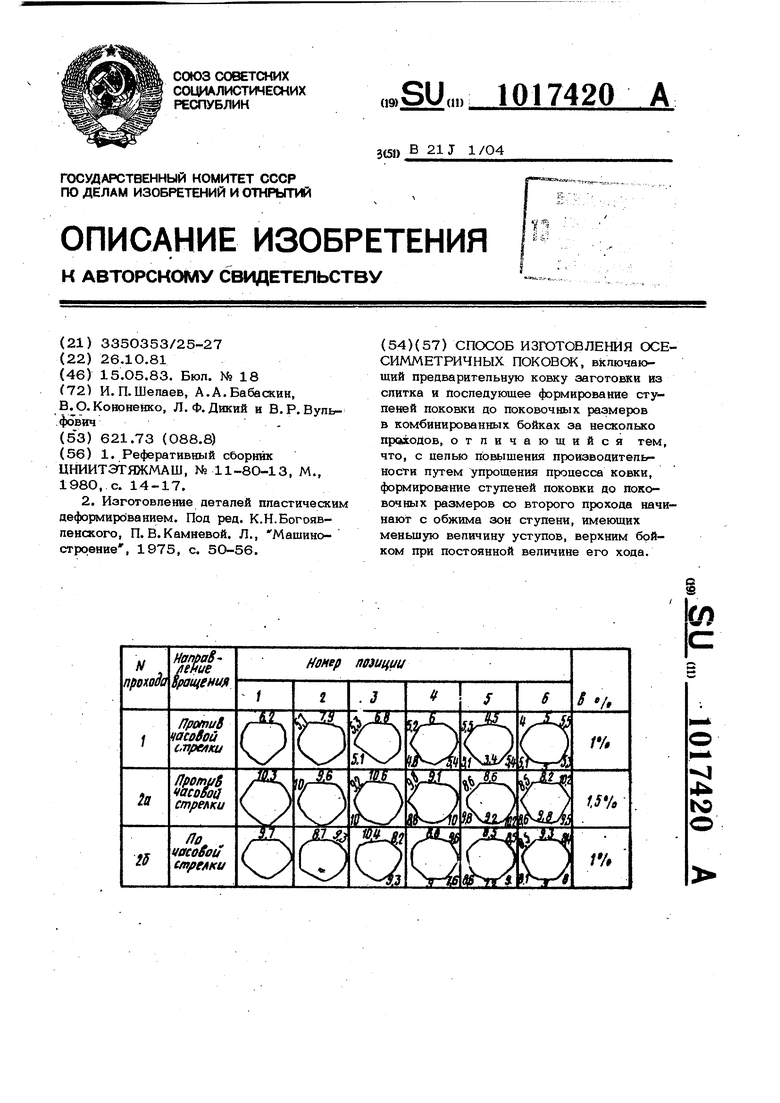
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Реферативный сборник ЦНИИТЭТЯЖМАШ, МЬ 11-8О-13, М., 198О, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Иаготовпение детапей ппастическим деформированием | |||
| Под ред | |||
| К.Н.Богоявпенсхого, П | |||
| В | |||
| Камневой | |||
| Л., Машиностроение, 1975, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
