1
СА9
Изобретение относится к металлообработке и может быть использовано при изготовлении сквозных резьбовых отверстий средних и крупных размеров в деталях из высокопластичных конструкционны материалов.
Известно устройство для вьщаьливания внутренних резьб, содержащее корпус с хвостовиком, резьбовые пластины, устаноленные в наклонных пазах, а также контактирующую с пластинами подпружиненную втулку и упорный подщипник 111
Однако известное устройство характв ризуется высокой точностью получаемых резьб.
. Наиболее близким техническим рещением к изобретению является устройство для получения внутренних резьб на деталях, содержащее корпус с хвостовиком для закрепления его в щпинделе станка, два комплекта резьбовых пластин, установленных в наклонных пазах, равномерно расположешЕЫХ по окружности корпуса, а также втулки со скосами, взаимо- действующие с комплектами резьбовых, пластин, и снабженное гайкой, установ- ленной на винтовом стержне, связанном с корпусом с возможностью взаимодействия с одним из комплектов резьбовых пластин t 2 .
Однако указанное устройство нельзя использовать для одновременного изготовления двух резьбовых отверстий, расположенных в детали на одной оси, но отличающихся между собой величиной шага резьбы, что ограничиваетоблаеть его применения.
Цель изобретения - обеспечение возможности получения резьб с различным щагом на одной детали.
Поставленная цель достигается тем, что в устройстве для получения внутренних резьб на деталях, содержащем корпус с хвостовиком для закрепления его в щпиндепе станка, два комплекта резьбовых пластин, установленных в наклонных пазах, равномерно расположенных по окружности корпуса, а также втулки со скосами, взаимодействующие с комплектами резьбовых пластин, и снабженное гайкой, установленной на винтовал стержне, корпус вьшолнен из двух часте связанных между собой пружиной, комплекты резьбовых пластин вьшолнены с различным щагом, причем каждый комп:Лект установлен на отдельной части корпуса, втулки подпружинены между собой, а корпус снабжен дополнительным винтовым стержнем с гайкой, установленной
с возможностью взаимодействия с дpyгимf комплектом пластин.
На фиг. 1 изображено устройство, продольное сечение Б-Б на фиг. 2; на
фиг. 2 - вид А на фиг. 1,
Устройство содержит основной корпус 1, в средней части которого выполнены равномерно по окружности) пазы пря моугольной формы, наклоненные под оди. наковым углом о к оси корпуса. В пазах основного корпуса 1 размещены с возможностью перемещения резьбовые пластины 2. Число резьбовых пластин 2| а следовательно, и пазов на корпусе
может быть различным и зависит от диаметра резьбы, образуемой устройством. На верхних торцах резьбовых пластин 2 вьшолнены скосы 3, которыми они входят в коническую выточку втулки 4,
расположенной с возможностью перемеI щения на основном корпусе 1. В нижней части основного корпуса 1 вьшолнен резь« бовой участок 5 с правой резьбой, на который навернута 6-гранная гайка 6. Выступами 7 нижние ториы резьбовых пластин 2 входят в цилиндрическую выточку 8 гайки 6.. В верхней части основного корпуса 1 вьшолнен многогранный (например, 4-граш1Ый) хвостовик 9,
которым основной корпус 1 входит в соответгствующей формы многогранное углубление 1О, изготовленное внутри дополнительного корпуса 11. В многогранном углублении 10 размещена дополни5 тельная пружина 12, один конец которой закреплен на щтифте 13, установленном в дополнительном корпусе 11, а другой на многогранном хвостовике основного корпуса 1. В средней части дополнитель0 ного корпуса 11 вьшолнены наклонные (под углом oi, к оси) пазы 14, в которых разиещены с возможностью перемещения дополнительные рек бовые пластины 15. При этом направление уклдна пазов
5 14 на дополнительном корпусе 11 вьтолнено противоположным направлению-уклона пазов на, основном корпусе 1. В верхней части дополнительного корпуса 11 вьшолнен резьбовой участок 16 с левой
0 резьбой, на которую навернута гайка 17, имеющая продольный паз 18. Выступами 19 дополнительные резьбовые пластины 15 ВХОДИТ в отверстие гайки 17, а скосами 2О - в коническую выточку дополнительной втулки 21, установленной с возмЪжностью перемещения, на дополнительном корпусе 11. Между втулкой 4 и дополнительной втулкой 21 установлена пружина сжатия 22. Перемещение дополнительной втулки 21 по корпусу 11 ограничивается стопорным кольцом 23, а перемещение втулки 4 по корпусу 1 стопорным кольцом 24. В нерабочем : положении, под действием пружины 22, воздействующей на втулки 4 и 21, резьбовые пластины 2 находятся в крайнем нижнем положении, а дополнительные резьбовые.пластины 15 - в крайнем верхнем положении. В этих положениях наружные диаметры резьбовых пластин 2 и 15 оказьшаются на О,5-О,8 мм меньше внутренних диаметров резьб, образуемьос резьбовык1и пластинами, а между торцами 25 и 26 втулок 4 и 21 и соответственно между стопорными коль цами 24 и 23 образуются определенные расчетные зазоры. Резьбовой профиль на пластинах 2 шлифуют в сборе с основным корпусом 1 и в том их положении, когда торец 25 втулки 4 упирается в стопор- -ное кольцо 24, а скосы 3 пластин 2 плотно прилегают к конической выточке втулки 4. В этом положении при шлифовании и вьщерживают соответствующие размеры наружного, среднего и внутреннего диаметров резьбового профиля на пластинах 2, а уакже величину их закругления R (фиг. 2), Резьбовой профиль на дополнительных пластинах 15 шлифуют в сборе с дополнительным корпусом 1 в том их положении, когда торец 26 дополнительной втулки 21 упирается в сто порное кольцо 23, а скосы 20 резьбовых пластин 15 плотно прилегают к коничесгкой выточке дополнительной втулки 21. При этом на дополнительных реет бовых пластинах 15 изготовляют резьбу меньшего шага R , а на реаьбовых пластинах 2 - резьбу большего шага В,, т.е. R . Для пояснения работы устройства на фиг. 1 условно показана деталь 27, хвостовик 28 дополнительного корпуса 11, опора лриспособления 29, 6-граннре углубление 30 в опоре 29 и жестко закрепленная на приспособлении стойка 3 Устройство работает следующим образом. Хвостовиком 28 его устанавливаюкг в шпиндель станка, например, сверлильHorj. Затем сообщают ему поступательно движение вниз, при котором резьбовые пластины 2 и 15 свободно входят в отверстие детали 27, закрепленной в приспособлении, установленном на столе . станка, а 6-гранная гайка 6 входит в соответствующее 6-граннве углубление 30, вьтолненное в опоре 29 того же приспособления. Жестко закрепленная на lO 30 приспособлении стойка 31 взсодит при этом в продольный паз 18 гайки 17. После этого шпинделю станка, в котором закреплено устройство, сообщают вра- шательное движение (например, для правой резьбы вращение шпинделя должно быть направлено по часовой стрелке). Гайка 6, в которой нарезана правая резьба, начинает прн этом навинчивать- ся на резьбовой участок 5 я перемещать тем самым резьбовые пластины 2 и втулку 4 вверх, а гайка 17, в которой нарезана левая резьба, начинает свинчиваться с резьбового, участка 16 и перемещать дополнительные резьбрвые пластины 16 и дополнительную втулку 21 вниз. Ввиду наличия угла о наклона пазов на основном корпусе 1 и дополнительном корпусе 11 резьбовые пластины 2 и дополнительные резьбовые пластины 15 начинают перемешаться и в радиальном направлении. Пружина 22 при этом сжимается. В тот момент, когда вершины резьбовых пластин 2 и 15 начина- ют соприкасаться с поверхностями от верстий детали 27, шпинделю станка, а , следовательно, и всему устройству сообщают также и осевую подачу Р. , равную шагу резьбы на дополнительных резьбовых пластинах 15. При дальнейшем осевом перемещении гаек 6 и 17 вершины : резьбовых пластин 2 и 15 начинают внедряться в поверхность отверстий детали 27 и образовьгоать в них резьбовой профиль. Резьбовые пластшгы 2 образуют при этом резьбу большего шага Rj, а дополнительные резьбовые пластины 15 образуют резьбу меньшего шага Р . Так как шаг резьйт Р на резьбовых пластинах 2 больше шага F , вьшолненного на дополнительных пластинах 15, то корпус 1 начинает опережать в осевом движении дополнительный корпус 11. В результате этого многогранный хвостовик 9 корпуса 1 начинает перемещаться относительно многогранного углубления 10, выиолненного в дополнительном корпусе 11. Дополнительная пружина 12 при этом растягивается. Как только торец 25 втулки 4 упрется в стопорное колыю 24, а торец 26 дополнительной втулки 21 упрется в стопорное кольцо 23, внедрение резьбовых пластин 2 и 15 в металл детали прекращается. В этом положении они внедряются в металл детали на заданную глубину и образовывают полные резьбовые профили. Шпинделю станка сообщают обратное направление вращения, при котором гайка 6 начинает свинчивать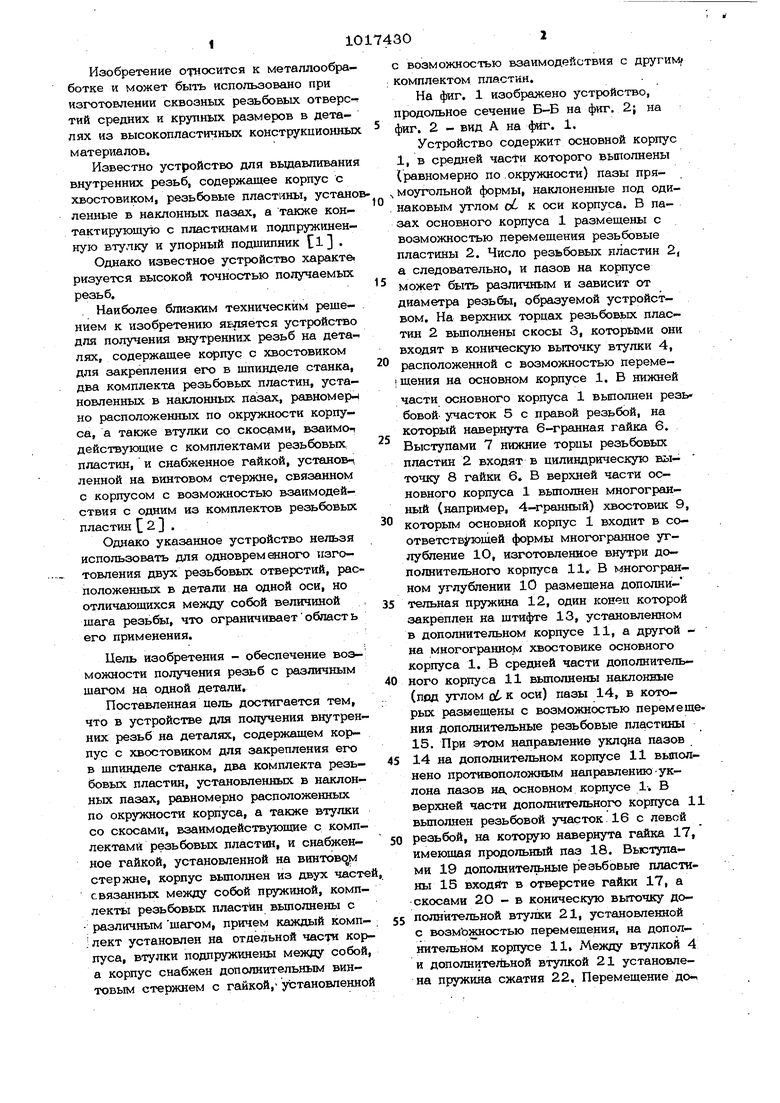

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдавливания внутренних резьб на деталях | 1980 |
|
SU975160A1 |
| Устройство для получения внутренних резьб на деталях | 1986 |
|
SU1411086A1 |
| Бесстружечный метчик | 1979 |
|
SU882690A2 |
| Устройство для выдавливания внутренних резьб | 1980 |
|
SU927397A1 |
| Устройство для выдавливания внутренних резьб | 1980 |
|
SU912364A1 |
| Способ изготовления внутренних резьб и бесстружечный метчик для его осуществления | 1977 |
|
SU742018A1 |
| Бесстружечный метчик | 1979 |
|
SU846021A1 |
| Устройство для обработки внутренней резьбы | 1981 |
|
SU1058698A1 |
| Зажимное устройство | 1985 |
|
SU1341013A1 |
| Бесстружечный метчик | 1979 |
|
SU863109A1 |
УСТРОЙСТВО ДЛЯ ВЬЩАВ-:. ЛИВАНИЯ ВНУТРЕННИХ РЕЗЬБ НА ДЕТАЛЯХ, содержащее корпус с хвостовикоМ для закрепления его в шпинделе станка, два комплекта резьбовых пластин, установленных в наклонных пазах, равномерно расположенных по окружности корпуса, а также втулки со скосами, взаимодейст вующие с комплектами резьбовых пластин, и снабженное гайкой, установленной на винтовом стержне, связанном с корпу( сом с возможностью взаимодействия с одним из комплектов резьбовых пластин, о т л и ч а ю щ е е с я тем, что, с целью обеспечения возможности получения резьб с различным шагом на одной детали, корпус выполнен из №вух частей, связанных мезвду собой пружиной, комплекты резьбовых пластин вьшолнены с различным шагом, причем каждый комплект установлен на отдельной части корпуса, втулки подпружинены между собой, , а корпус снабжен дополнительным вин,тЬвым стёряя м с гайкой, установленной с возможностью взаимодействия с другим комплектом пластин.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТАНОВКА И СПОСОБ ПРОИЗВОДСТВА БУМАЖНЫХ ЛОГОВ | 2017 |
|
RU2737401C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетешзство СССР по заявке N 2956771/25-27, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
