о:) to
Изобретение относится к лесной и деревообрабатывающей промышленности и может быть использовано для поштучной подачи с определенным циклом и для переориентирования на пласт брусковых заготовок, шпал и подобных пиломатериалов к обрабатывающим станкам или устройствам для сортировки.
Известно устройство для поштучной выдачи пиломатериалов, которое включает два горизонтальных транспортера, один из них выполнен с рычагами. Между транспортерами установлена наклонная роликовая горка и датчики положения изделий. Поштучная выдача изделий осуществляется включением и отключением привода по командам датчика положения изделий. Устройство позволяет исключить захват упорами нескольких изделий и обеспечивает подачу изделий через определенный интервал времени - цикл, определяемый скоростью транспортера с упорами 1.
Недостатком этого устройства является сложность системы автоматического управления, а также то, что устройство не позволяет ориентировать брусковые заготовки на пласт.
. Наиболее близким к предлагаемому является устройство для ориентации и поштучной подачи брусковых заготовок, включающее подающий конвейер, наклонную горку, наклонный конвейер с упорами на двух бесконечно замкнутых основных ветвях и регулировочное приспособление 2.
Однако данное устройство обеспечивает ориентирование на пласт заготовок, имеющих значительное различие в размерах по толщине и ширине, например досок, положение на ребре которой неустойчивое, и не обеспечивает ориентирование заготовок, положение на ребре которых более устойчивое, например брусков, шпал и т. д. Кроме этого, устройство позволяет снимать верхний ряд досок и подавать их в один ряд, но при этом доска, снятая с верхнего ряда, попадает на идущие следом упоры с доской и захватывается ими. Следовательно, интервал между упорами не обеспечивает цикла подачи и поштучной подачи, поскольку одним упором могут быть захвачены последовательно несколько досок.
Цель изобретения - расширение технологических возможностей устройства.
Указанная цель достигается тем, что в устройстве, включающем подающий конвейер, наклонную горку, наклонный конвейер с упорами на двух бесконечно замкнутых основных ветвях и регулировочное приспособление, размещенное в зоне ориентации, регулировочное приспособление выполнено в виде закрепленного на наклонном
конвейере выступа и двух бесконечно замкнутых дополнительных цепей с толкателями, размещенных между основными ветвями и параллельно им, причем в зоне ориентации шаг между упором и соответствующим ему впереди идущим толкателем постоянен, а длина ветвей дополнительных цепей меньше длины основных рабочих ветвей наклонного конвейера.
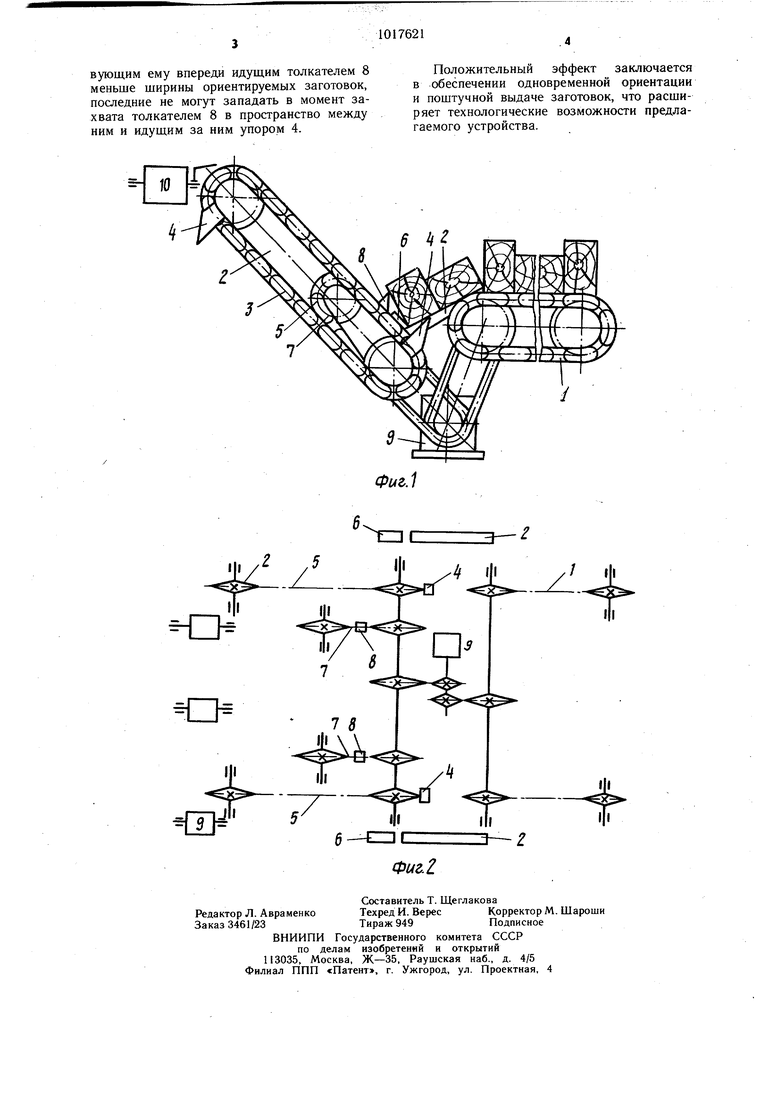
Q На фиг. 1 изображено устройство для ориентации и поштучной подачи брусковых заготовок, вид сбоку; на фиг. 2 - то же, вид сверху.
Устройство для ориентации и поштучной подачи брусковых заготовок, включающее
5 подающий конвейер I, наклонную горку 2, наклонный конвейер 3 с упорами 4 на двух бесконечно замкнутых основных ветвях 5 и регулировочное приспособление, установленное в зоне ориентации.
Регулировочное приспособление выполнено в виде закрепленного на наклонном конвейере перпендикулярно его поверхности выступа 6 и расположенных между основными ветвями 5 наклонного конвейера 3
5 параллельно им двух бесконечно замкнутых дополнительных цепей 7 с толкателями 8, причем в зоне ориентации шаг между упором 4 и соответствующим ему впереди идущим толкателем 8 постоянен, а длина ветвей дополнительных цепей 7 меньше длины основных ветвей 5 наклонного конвейера 3 по крайней мере на один шаг между упором 4 и соответствуюшим ему толкателем 8.
Привод 9 обеспечивает работу подающего 1 и наклонного 3 конвейеров. В верхней части наклонного конвейера 3 установлен рольганг 10.
Устройство для ориентации и поштучной подачи брусковых заготовок работает следующим образом.
С подающего конвейера 1 заготовки поступают на наклонную горку 2 в двух положениях либо с опорой на ее поверхность пластью, либо торцом. В первом случае под
действием толкателя 8 заготовка разворачивается до тех пор, пока не опустится на основные ветви 5 наклонного конвейера 3 пластью. Затем она подхватывается следующим за толкателем 8 упором 4 и перемещается им к рольгангу 10 в ориентированном на пласть положении. Если заготовка лежит пластью на выступе 6, -то она подхватывается толкателем 8 за торец и транспортируется по наклонному конвейеру 3 до тех пор, пока толкатель не выйдет из взаимодействия с ней. Затем заго1хэвка под5 хватывается следующим за толкателем 8 упором 4 и подается так же в ориентированном на пласть положении к рольгангу 10. Так как шаг между упором 4 и соответст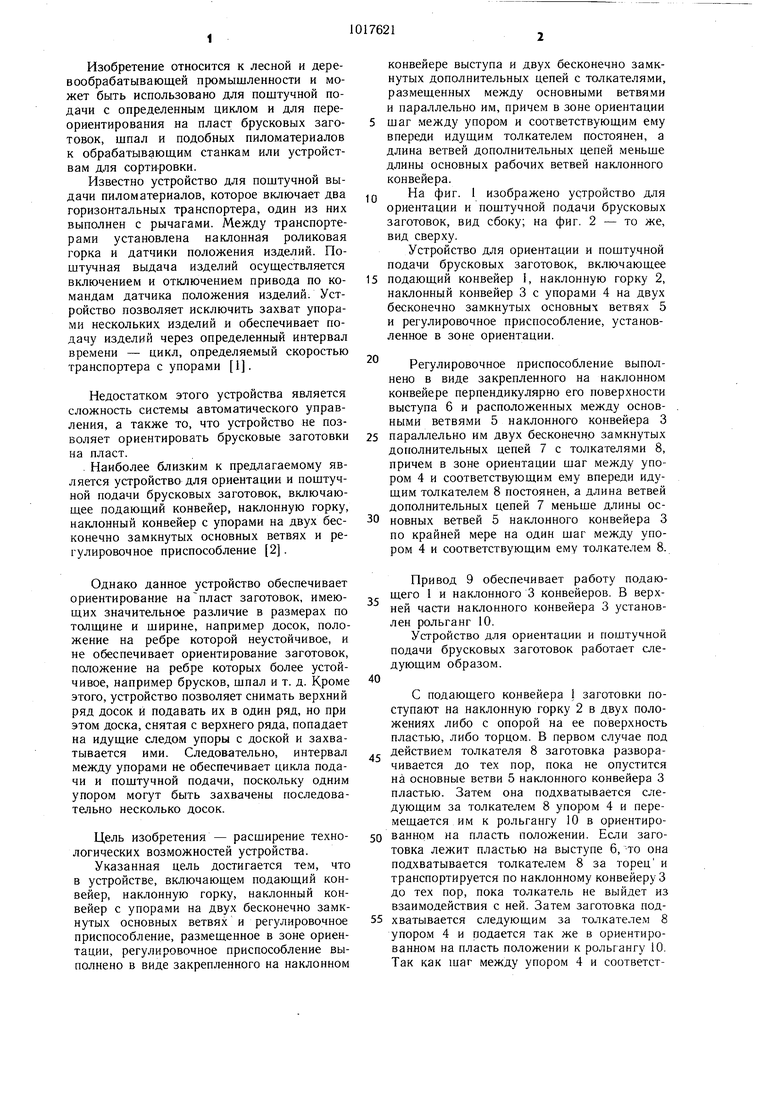
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной подачи длинномерных цилиндрических заготовок | 1981 |
|
SU1009948A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Устройство для поштучной выдачи длинномерных заготовок из пакета | 1980 |
|
SU880925A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1999 |
|
RU2186718C2 |
| Устройство для контурной выдачи и перемещения заготовок | 1990 |
|
SU1738443A1 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
| Устройство для поштучной разборки пиломатериалов | 1990 |
|
SU1773820A1 |
| Устройство для поштучной выдачи поддонов | 1981 |
|
SU1047698A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| Устройство для накопления и поштучной выдачи длинномерных профильных заготовок | 1989 |
|
SU1669621A1 |
УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ И ПОШТУЧНОЙ ПОДАЧИ БРУСКОВЫХ ЗАГОТОВОК, включающее подающий конвейер, наклонную горку, наклонный конвейвер с упорами на двух бесконечно замкнутых основных ветвях и регулировочное приспособление, размещенное в зоне ориентации, отличающееся тем, что, с целью расширения технологических возможностей устройства, регулировочное приспособление выполнено в виде закрепленного на наклонном конвейере выступа и двух бесконечно замкнутых дополнительных цепей с толкателями, размещенных между основными ветвями и параллельно им, причем в зоне ориентации шаг между упором и соответствующим ему впереди идущим толкателем постоянен, а длина рабочих ветвей дополнительных цепей меньше длины основных рабочей ветвей наклонного конвейера.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3081863, кл | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
| Приспособление к комнатным печам для постепенного сгорания топлива | 1925 |
|
SU1963A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Крутиков Н | |||
| С | |||
| Механизация транспортных операций лесопиления | |||
| М., «Лесная промышленность, 1972, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
