2.Устройство по п. 1 о т л и ч а ю щ е е с я тем, что, с целью обеспечения возможности изменения места контакта стержня с электродной пластиной, подпружиненный шток/закреплен с возможностью вращения.
3.Устройство по пп. 1 и 2, отличающееся тем, что механизм управления осадки стержня выполнен в виде приводного кулачка.
4.Устройство по пп. 1 и 2, отличающее ся тем, что механизм управления осадки выполнен в виде приводного коноида.
5.Устройство по п. 4, отличающееся тем, что, с целью
.обеспечения возможности управления осадкой стержней различного диаметра, коноид установлен с возможностью, перемещения вдоль его приводного вала и снабжен фиксатором.
6.Устройство по п. 5, отличающееся тем, что фиксатор выполнен в виде цанги, закрепленной посредством накидной гайки в цилиндрической выточке, образованной в одном из торцов коноида.
7.Устройство по пп. 5 и 6, отличающееся тем, что, с целью повышения удобства переналадки коноида, оно снабжено указательным диском, закрепленным на одном из торцов коноида, и шкалой, закрепленной под указательным диском на кронштейне приспособления для осадки стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования анкерных головок на арматурных стержнях | 1984 |
|
SU1158716A2 |
| Устройство для образования анкерных головок на арматурных стержнях | 1985 |
|
SU1283328A1 |
| Устройство для высадки анкерных головок | 1990 |
|
SU1791599A1 |
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| Способ изготовления анкеров на арматурных стержнях | 1981 |
|
SU948573A1 |
| Установка для образования анкерных головок на арматурных стержнях сваркой под слоем флюса | 1986 |
|
SU1318676A1 |
| Способ изготовления закладных деталей | 1981 |
|
SU1017786A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ПОД СЛОЕМ ФЛЮСА | 1969 |
|
SU251116A1 |
| Устройство для натяжения арматурных стержней | 1980 |
|
SU953152A1 |
1. УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ АНКЕРНЫХ ГОЛОВОК НА АРМАТУРНЫХ СТЕРЖНЯХ, содержащее электродную пластину из токопроводящего несвариваемого материала, установленную на емкости с охлаждающей жидкостью, зажим для стержней с токоподводами и приспособление для осадки стержня, отличающе.еся тем, что, с целью повышения производительности и улучшения качества образования анкерных головок, приспособление для осадки стерясня выполнено в виде подвижно закрепленного на стойке кронштейна, снабженного механизмом управления осадки стержня и подпружиненным вертикальным штоком, при этом верхний конец штока соединен с этим механизмом, а на нижнем конце штока закреплен зажим для стер/хней. Сл vi
. . 1
Изобретение относится к устройствам для образования анкерных головок на .арматурных стержнях, применяемых для изготовления железобетонных конструкций.
Известны устройства для образования анкерных головок на арматурных стержнях, содержащих корпус, на котором смонтированы зажимные губки с формирующими гнездами, силовые цилиндры и связанные с ними посредст|ВОМ пневмоприводов воздухораспределительные клапаны, имеющие управляющи и выпускные клапаны С ll .
Недостатком этихустройств является сложность их конструкции из-за наличия нагревательного и силового оборудования большой мощности. Кроме того, эти устройства .обеспечивают образование путем высадки головок, которые имеют небольшие-размеры, пригодные только для анкеровки арма(Туры в захватах при ее натяжении. Для анкеровки арматуры в бетоне необходимо изготавливать анкерные головки увеличенных размеров.
Наиболее близким к изобретению является устройство для образования анкерных головок на амплитудных .стержнях, содержащее электродную пластину из токопроводящего несвариваемого материала, установленную на емкости с охлажденной жидкостью, зажим для стержней с токрподводами и приспособление для осадки ртержня 3.
Недостатком этого устройства является ручное управление приспособлением для осадки стержня, что требует больших затрат времени на обраэояание расплава металла. Кроме того вручную трудно выдержать требуемую
величину пвгружения стержня в расплав. Все это снижает производительность и ухудшает качество образования анкерных головок.
Цель изобретения - повышение производительности и улучшение качества образования анкерных головок.
Поставленная цель достигается тем, что в устройстве для образования анкерных головок на арматурных стержнях, содержащем электродную пластину из токопроводящего несвариваемого материала, установленную на емкости с охлаждающей жидкостью, зажим для стержней с токоподводами и приспособление для осадки стержня, это приспособление выполнено в виде подвижно закрепленного на стойке кронштейна, снабженного механизмом управления осадки стержня и подпружиненным вертикальным штоком, при этом верхний конец штока соединен с этим механизмом, а на нижнем конце штока закреплен зажим для стержней.
Кроме того, для обеспечения возможности изменения места контакта стержня с электродной пластиной, поддаружиненный шток закреплен с вoзмoжd ностью вращения.
Причем механизм управления осадки стержня может быть выполнен в виде приводного кулачка или коноида.
Для обеспечения возможности управления осадкой стержней различного диаметра коноид установлен с возможностью перемещения вдоль его приводного вала и снабжен фиксатором.
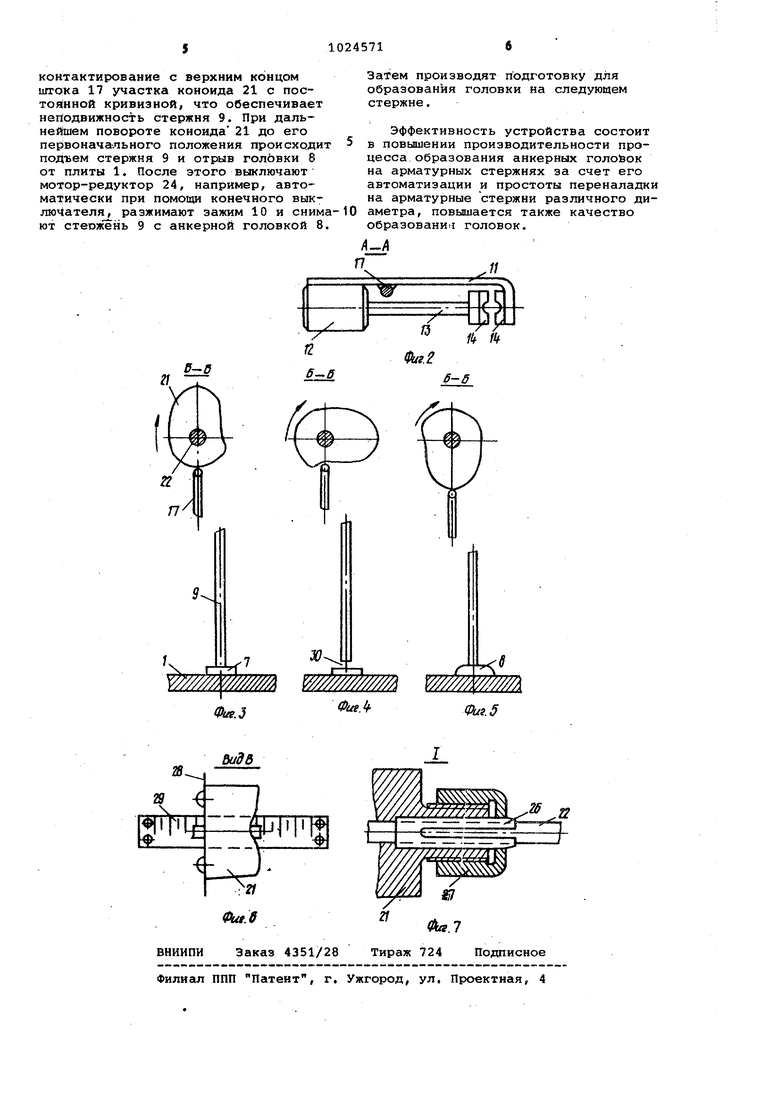
Фиксатор может быть выполнен в виде цанги, закрепленной посредством накидной гайки в цилиндрической выточке, образованной в одном из торцов коноида. Для повышения удобства перенала ки коноида устройство снабжено ука зательньом диском, закрепленным на одном из торцов коноида, и шкалой закрепленной под указательным диск на кронштейне приспособления для осадки стержня. На фиг. 1 изображено предлагаем устройство, общий вид/ на фиг. 2 разрез А-А на фиг. , на фиг. 3 разрез Б-Б на фиг. 1/ на фиг. 4 то же, при отрыве стержня от подкладки для образования зазора, необходимого для возбуждения электр ческой дуги; на фиг. 5 - то же, после расплавления подкладки и конц .стержня и погружения его в расплав на фиг. 6 - вид В на фиг. 1 на фиг. 7 - узел 1 на фиг. 1. Устройство содержит электродную пластину 1 из токопроводящего несва риваемого материала, установленную на емкости 2 с охлаждающей.жидкостью 3, по; аваемой из патрубка 4. На пластине 1 установлен стакан 5 для удержания флюса б и подкладка 7, расплавляемая для образования анкер ной головки 8 на арматурном стержне 9 . Б качестве подкладок 7 могут быть использованы отходы штамповочного производства. Для закрепления стержня 9 служи зажим 10, выполненный в виде скобы соединенной с, силовым цилиндром 12, на концах скобы 11 и штока 13 сило вого цилиндра 12 закреплены токопод воды 14. Электродная: пластина 1 и токоподводы 14 соединены с источником электрического тока (не показан Приспособление для осадки стержня 9 выполнено в виде подвижно зак репленного на стойке 15 кронштейна 16, снабженного вертикальным штоком 17 с пружиной 18, на нижнем конце которого закреплена скоба 11 зажима 10. Шток 17 закреплен с возможностью вращения. Для перемещения кронштейна 16 по высоте служит приводной механизм 19, взаимодействующий с зубчатой рейкой 20, закрепленной на стойке 15. На кронштейне смонтирован мехат низм управления осадки стержня, выполненный в виде коноида 21 (кула ка с двумя степенями свободы), уста новленного с возможностью продольно го перемещения на приводном валу 22 соединенной посредством муфты 23 с (налом привода, например, мотор-реду тора 24. Коноид 21 снабжен фиксатором 25 в виде цанги 26, закрепленной посредством накидной гайки 27 в цилиндрической выточке, образованной на малом торце коноида 21. На большом торце коноида 21 закреплен указательный диск 28, под которым на кронштейне 16 закреплена шкала 29. КОНОИД. 21 воздействует на верхний коHeiT штока 17. Коноид 21 в поперечном сечении спрофилирован таким образом, чтобы после касания конца стержня 9 с подкладкой 7 (фиг. 3) обеспечивался отрыв стержня 9 для образования эазора 30 (фиг, 4), необходимого для возбуждения электрической дуги, с последующим пот рчжением стержня 9 В расплав, образующий после остывания анкерную головку (фиг. 5). Величина зазора 30 и глубина погружения стержня в расплав имеет определенные значения, которые зависят от диаметра стержней 9 и толщины подкладок 7. Поэтому в продольном направлении коноид 21 спрофилирован так, что припереналадке его на другой диаметр стержней обеспечиваются требуемые значения зазора 30 и глубина погружения стержня в расплав. Кривизна поперечного сечения коноида 21 спрофилирована исходя из скорости вращения приводного вала 22 и требуемой продолжительности горения электрической дуги при неподвижном стержне при его подаче и выдержке стержня в расплаве. Устройство работает следующим образом. Для определенного диаметра стержней 9 по указательному диску 28 и шкале 29 устанавливают коноид 21 в требуемое положение на. г риЕодном валу 22 и фиксируют его путем зажима цанги 26 с помощью накидной гайки 27, Электросиловую аппаратуру настраивают на подачу требуемой величиньг электрического тока. На пластину 1 укладывают подклад- ку 7 и устанавливают стакан 5, на подкладку 7 устанавливают стержень .9 и зажимают его в токоподводах i4 путем включения силового цилиндра 12. При необходимости положение стержня 9 корректируют путем поворота, скобы 11 со штоком 17 и перемещения кронштей- на 16 с помощью приводного механизма 19. Б стакан 5 засыпают флюс 6, Включают мотор-редуктор 24 и подачу электрического тока к пластине 1 и токоподводам 14. После поворота коноида 21 в положение, показанное на фиг. 4, шток 17 под действием пружины 18 поднимается, и между стержнем 9 и подкладкой 7 образуется зазор 30, при прохождении через который электрический ток возбуждает электрическую дугу. При этом происходит плавление подкладки 7 и конца стержня 9. При дальнейшем повороте коноида 21 происходит опускание стержня 9 и погружение его в расплав ме-. «Еалла на заданную величину. После выдержки в течение заданного времени конца стержня 9 в расплаве выключают электрич€;ский ток, после чего происходит остывание расплава с образованием анкерной головки 8. В теение указанного времени происходит
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТАНОВКА ДЛЯ ВЫСАДКИ АНКЕРНЫХ ГОЛОВОК НА АРМАТУРНЫХ СТЕРЖНЯХ | 0 |
|
SU319722A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
