1
Изобретение относится к области металлургии, в частности к общим устройствам для термической обработки черных и цветных металлов и сплавов, термообработке специальных изделий, печам для этого, и может быть использовано на станах горячей прокатки.
В общем случае определение момента подачи команды на выдачу заготовки из печи достаточно сложно. Это объясняется тем, что, вопервых, необходимо обеспечить производительность стана; во-вторых, тепловые потери при прокатке должны быть минимальными (отсутствие простоев нагретых заготовок на подающих рольгангах); в-третьих, заготовки в одной партии имеют неодинаковые размеры; в-четвертых, условия прокатки заготовок нестационарны; в-пятых, выдача заготовок производится из нескольких печей.
Известен способ, заключающийся в том, что команду на выдачу очередной заготовки из печей подают при совпадении опорного сигнала, пропорционального текущему времени, с суммой двух сигналов, пропор.циональных моменту времени выдачи предыдущей заготовки и интервалу времени выдержки, а сигнал, пропорциональный времени выдержки, определяют таким образом, чтобы заготовки подходили к пе.рвой клети через равные промежутки времени, обеспечивающие заданную производительность стана 1.
Однако в условиях нестационарной работы стана и неодинаковых размерах заготовок такой способ может обеспечить заданную производительность стана только при наличии
простоев нагретых заготовок на подающих рольгангах. В случае стационарных условий прокатки заготовок и одинаковых размеров заготовок заданная производительность стана при условии отсутствия простоев нагретых заготовок на подающих рольгангах обеспечивается подходом заготовок к первой клети стана через равные промежутки времени.
Наиболее близким к изобретению по технической сущности и достигаемому результату
является способ, заключающийся в том, что команду на выдачу очередной заготовки из наиболее удаленной от стана печи подают при совпадении опорного сигнала, пропорционального текущему времени, с суммой двух сигналов, пропорциональных моменту времени выдачи предыдущей заготовки и интервалу времени выдержки, а команду на выдачу заготовки из последующих печей подают при совпадении опорного сигнала с суммой трех снгналов, пропорциональных моменту времени выдачи предыдущей заготовки, интерв ау времени выдержки и времени транспортировар ия от наиболее удаленной от стана печи -к по ледующей, а сигнал, пропорциональный времени
выдержки определяют таким образом, чтобы
заготовки проходили мимо датчика, установленного между печами и первой клетью стана, через нормативные интервалы времени, для партии данных заготовок 2.
Однако известный способ не дозволяет получить повышения производительности стана при условии отсутствия простоев нагретых заготовок на подающих рольгангах. Действительно, для каждой заготовки и определенных условий работы стана имеется технологически узкое звено на стане, цикл обработки этой заготовки в котором максимален. Таким образом, повышение производительности стана заключается в уменьшении цикла обработки заготовки в узком звене, равного времени обработки заготовки в этом звене и паузе в его работе. Пауза в работе узкого звена сокращается благодаря своевременной подаче сигнала на выдачу нагреваемой в печи заготовки.
Цель изобретения - повышение производительности стана при условии отсутствия простоев нагретых заготовок на подающих рольгангах.
Для этого в способе, заключающемся в том, что команду па выдачу очередной заготовки из более удаленпой от стана печи подают при совпадении опорного сигнала, пропорционального текущему времени, с суммой двух сигналов, пропорциональных моменту времени выдачи предыдущей заготовки и интервалу времени выдержки, а команду па выдачу заготовки из последующих печей подают при совпадении опорного сигнала с суммой трех сигналов, пропорциональных моменту времени выдачи предыдущей заготовки, интервалу времени выдержки и времени транспортирования от наиболее удаленпой от стана печи к последующей, дополнительно определяют для предыдущей заготовки технологически узкое звено на стане, цикл обработки в котором этой заготовки максимален, и сигнал, пропорциональный интервалу времени выдержки, формируют как сумму сигналов, пропорциональных времени цикла обработки предыдущей заготовки в этом звене и времени ее транспортирования от печи, где она нагревалась, до этого звена, за вычетом сигнала, пропорционального времени транспортирования выдаваемой заготовки от наиболее удаленной от стана печи к узкому звену на стане для предыдущей заготовки.
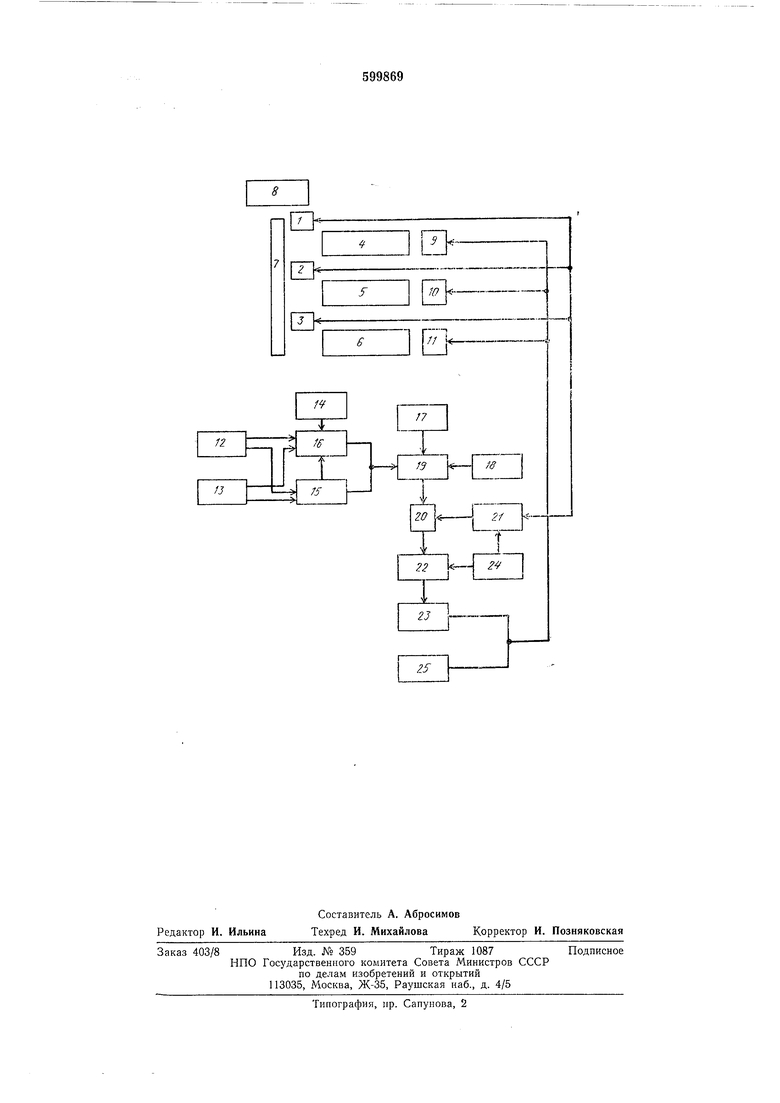
На чертеже представлена принципиальная схема устройства для осуществления предлагаемого способа.
Устройство соде|ржит датчики 1-3 выдачи заготовок из печей 4-6, расположенные соответственно у окон выдачи печей, и рольганг 7 подачи, перемещающий нагретые заготовки к клетям стана 8. Выдача заготовок из печей происходит при помощи сигналов на органы 9, 10 и И управления выдачей.
Выработка сигнала на выдачу заготовки из печей происходит на основании информации с блока 12 задания скорости прокатки в клетях стана, блока 13 задания параметров предыдущей заготовки, блока 14 задания времени транспортирования заготовки на подающих и промежуточных рольгангах. На основании этой информации в блоке 15 определяется технологически узкое звено, в блоке 16 определяется время транспортирования заготовки от дальней печи к узкому звену. Сформированные в блоках 15 и 16 сигналы, а также сигналы с блока 17 задания паузы в работе узкого звена и блока 18 задания последовательности выдачи заготовок из печей, поступают в блок 19 расчета времени выдержки, сигнал с которого суммируется в сумматоре 20 с сигналом, пропорциональным времени выдачи предыдущей заготовки, сформированным преобразователем 21, и сигнал с сумматора поступает в блок сравнения 22, который подает сигнал в блок 23 автоматической выработки команд на выдачу при совпадении опорного сигнала, пропорционального текущему времени и сформированного в задатчике времени 24 с сигналом сумматора, или сигнал на выдачу из печей заготовки поступает с блока 25 ручной выработки команд.
Устройство реализует предложенный способ следующим образом. В начальный момент оператор стана вручную с блока 25 подает сигпал на выдачу из печей первой заготовки и вводит в блоки 17 и 18 соответственно последовательность выдачи заготовок из печей и паузы в работе технологически узкого звена.
Команда на выдачу очередной заготовки из наиболее удаленной из стана печи поступает с блока 23 при совпадении опорного сигнала с задатчика 24 и сигнала с сумматора 20. На су.мматоре сигнал, пропорциональный моменту времени выдачи предыдущей заготовки, суммируется с сигналом, пропорциональным интервалу времени выдержки, сформированным в блоке 19.
Сигнал в блоке 19 формируется следующим образом.
Для предыдущей заготовки в блоке 15 на основании информации с блоков 12 и 13 определяется технологически узкое звено и в блоке 19 суммируются сигналы, пропорциональные времени цикла обработки предыдущей заготовки в этом звене, т. е. времени прокатки и паузы в работе звена, и времен-и ее транспортирования от печи, тде она нагревалась, до этого звена и вычитается сигнал, пропорциональный времени транспортирования выдаваемой заготовки от наиболее удаленной от стана печи к узкому звену на стане для предыдущей заготовки. При поступлении с блока 18 сигналов о выдаче заготовок из последующих печей команда на выдачу с блока 23 поступает при совпадении опорного сигнала с суммой трех сигналов, сформированных аналогично вышеописанному и пропорциональных моменту Бремени выдачи предыдущей заготовки, интервалу времени выдержки и времени транспортирования от наиболее удаленной от стана печи к последующей.
Очевидно, что изобретение не ограничивается вышеописанным примером его осуществления, исходя из него могут быть предусмотрены другие виды использования и другие варианты осуществления, не выходящие за рамки предмета изобретения.
Преимущества предлагаемого способа заключается в возможности повышения производительности стана за счет обеспечения заданного цикла прокатки в узком звене стана каждой заготовки и в отсутствии простоев нагретых заготовок на подающих рольгангах, а с.едовательно, уменьшении тепловых потерь по причине преждевременной выдачи заготовок из печей перед прокаткой.
Формула изобретения
Способ управления темпом выдачи заготовок из печей пе,ред прокаткой, включающий контроль последовательности -номеров печей, из которых производят выдачу заготовок, момента времени выдачи заготовки из каждой печи п продолжительности времени после выдачи предыдущей заготовки, и подачу команды на выдачу следующей заготовки в момент совпадения этой продолжительности с суммой времени выдержки и разности времени транспортирования заготовки соответственно от печей предыдущей и будущей выдачи до первой клети стана, отличающийся тем, что, с целью повышения производительности стана при условии отсутствия простоев нагретых заготовок на рольгангах, время выдержки определяют по времени технологического цикла предыдущей заготовки в узком для нее звене, заданной паузе в работе этого звена и разности времени транспортирования предыдущей и выдаваемой заготовки от первой клети ста иа до узкого звена, как сумму перечисленных параметров, причем узкое звено определяют как звено, продолжительность технологического цикла в котором максимальна.
Источники информации, принятые во внимание при экспертизе
1.Челюсткин А. Б. Автоматизация процесса прокатного производства. М., «Металлургия, 1971, с. 166-168.
2.Авторское свидетельство СССР № 346356, кл. С 21D 9/00, 23.04.70, 1972.
2 I


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления темпом выдачи заготовок из печей | 1981 |
|
SU1028400A2 |
| Способ управления темпом выдачи заготовок из печей | 1978 |
|
SU753508A2 |
| Система управления темпом прокатки | 1978 |
|
SU676344A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Способ регулирования темпа выдачи заготовок из печей | 1976 |
|
SU600199A1 |
| Устройство для управления темпом выдачи заготовок из печей | 1981 |
|
SU1018738A1 |
| Система управления темпом прокатки | 1990 |
|
SU1754249A1 |
| Способ регулирования ритма выдачи заготовок из печей и устройство для его осуществления | 1976 |
|
SU655447A1 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Устройство для управления ритмом работы листопрокатных станов | 1975 |
|
SU564019A1 |