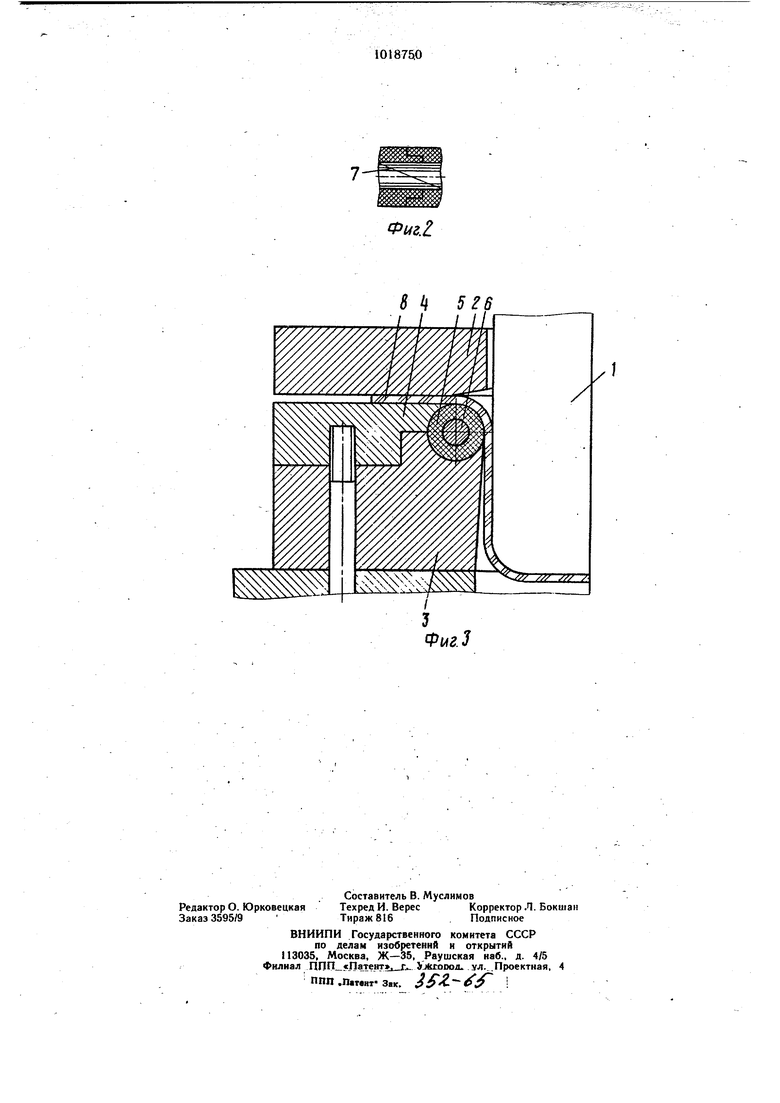
Изобретение касается обработки .металлов давлением и относится к шта-мповой оснастке. Известен штамп для вытяжки, содержащий пуансон и матрицу, вытяжная кромка которого выполнена радиусной 1. Недостатком штампа является незначительная высота штампуемых изделий, обусловленная тем, что в процессе вытяжки на вытяжной кромке матрицы возникают силы трения при скольжении деформируемого материала, приводящие к увеличению растягивающих напряжений и вероятности разрушения штампуемого изделия, в опасном сеченйи. Наиболее близким к изобретению по технической с ;щности и достигаемому результату является штамп для вытяжки полых изделий, содержащий пуансон и матрицу, вытяжная кромка которой выполнена в виде вставки из эластичного материала, установленной на оси с возможностью поворота с зазором относительно пуансона 2. Недостатком известного штампа является сложность его конструкции, обусловленная тем, что вставка в нем выполнена в виде установленных по контуру вытяжной кромки дисков, облицованных втулками из эластичного материала. Каждый диск установлен на отдельной оси, что значительно усложняет как изготовление, так и эксплуатацию штампа. Целью изобретения является упрощение конструкции штампа. Указанная цель достигается тем, что в штампе для вытяжки полых изделий, со-держащем пуансон и матрицу, вытяжная кромка которой выполнена в виде вставки из эластичного материала, установленной на оси с возможностью поворота с зазором относительно пуансона, вставка выполнена в виде полого тора, ось Г1оворота выполнена замкнутой по контуру, а зазор,между вставкой и nyaH(ioHOM менее толщины штам-, пуемой заготовки. На фиг. 1 представлен штамп, продольный разрез; на фиг. 2 - часть условно развернутой вставки, продольный разрез; на фиг. 3 - матрица, в изометрнн с вырезом части. Штамп содержит коаксиально установленные пуансон I и прижим 2, а также матрицу, состоящую из корпуда 3 и крышки 4. В крышке 4 и корпусе 3 в месте вытяжной кромки выполнены кольцевые полос™, в которых расположена вставка 5, выполненная в виде полого тора из эластнчнбго материала, установленная на оси 6 с возможностью поворота. Ось 6 имеет замкнутый контур, т. е. выполнена в виде сплошного тора. Для уменьшения сил сопротивлення провороту вставки 5 на поверхности оси 6 выполнены винтовые канавки 7 глубиной 0,3-0,5 мм, удерживающие смазку. Штамп работает следующим образом. Заготовку 8 помещают на зеркало матрицы. В процессе вытяжки прижим 2 прижмет заготовку 8 к зеркалу матрицы, а пуансон I начнет втягивать ее в рабочую полость матрицы. При этом заготовка 8 войдет в контакт с вставкой 5. Последняя, увлекаемая силами трения благодаря натягу, с каким установлена вставка 5 по отношению к штампуемому материалу, начнет многократно проворачиваться в своем гнезде вокруг оси 6, так как сама ось 6, не имея возможности проворота, будет оставаться неподвижной. При своем провороте точки внешнего контура вставки 5 будут переходить во внутренний контур и наоборот. При этом растягивающие и сжимающие напряжения будут чередоваться, но благодаря упругости эластичного материала вставка 5 будет сохранять свою сплощность, без образования на ее поверхности складок или разрывов. Предложенный штамп имеет более простую конструкцию, чем известный, так как вставка выполнена как одна деталь, сидящая на одной оси.
UZ.2.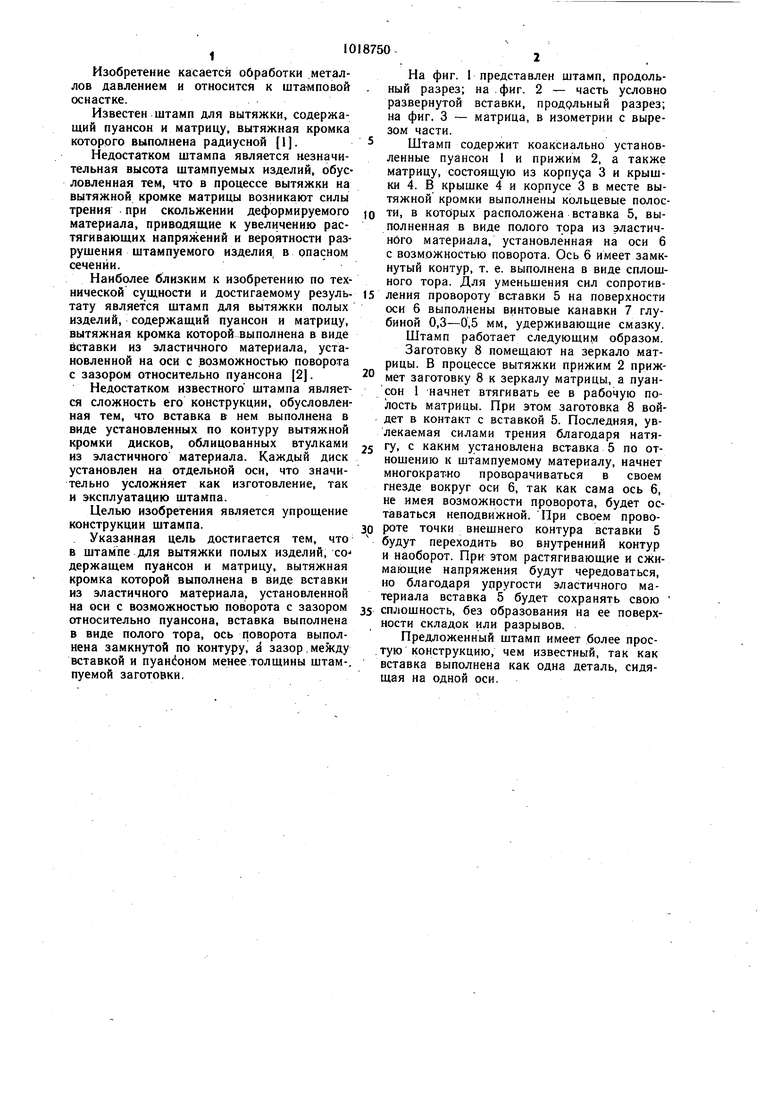
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| Штамп для вытяжки и обрезки края | 1980 |
|
SU884796A1 |
| Штамп для вытяжки | 1981 |
|
SU997912A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| Устройство для штамповки полых изделий из листовых заготовок | 1983 |
|
SU1119755A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| Способ вытяжки полых изделий из листовой заготовки и штамп для его осуществления | 1985 |
|
SU1407619A1 |
ШТАМП ДЛЯ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ, содержащий пуансон и матрицу, вытяжная кромка которой выполнена в виде вставки из эластичного ма: териала, установленной на оси с возможностью поворота с зазором относительно пуансона, отличающийся тем, что, с целькэ упрош,ения конструкции, вставка выполнена в виде полого тора, oct поворота выполнена замкнутой по контуру, а зазор между вставкой и пуансоном менее толщины штампуемой заготовки. (Л оо sj ел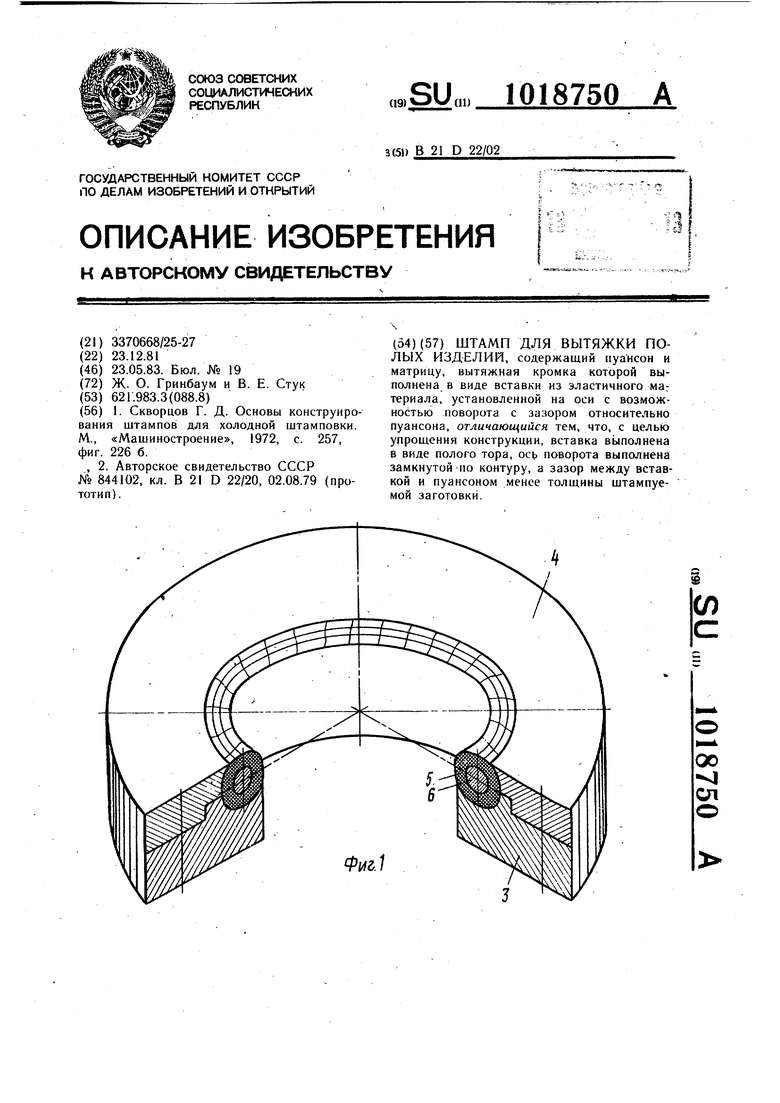
8 It 526
| I | |||
| Скворцов Г | |||
| Д | |||
| Основы конструирования штампов для холодной штамповки | |||
| М., «Машиностроение, 1972, с | |||
| Аппарат для нагревания окружающей его воды | 1920 |
|
SU257A1 |
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| , 2 | |||
| Штамп для глубокой вытяжки полыхиздЕлий C флАНцЕМ | 1979 |
|
SU844102A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
