00
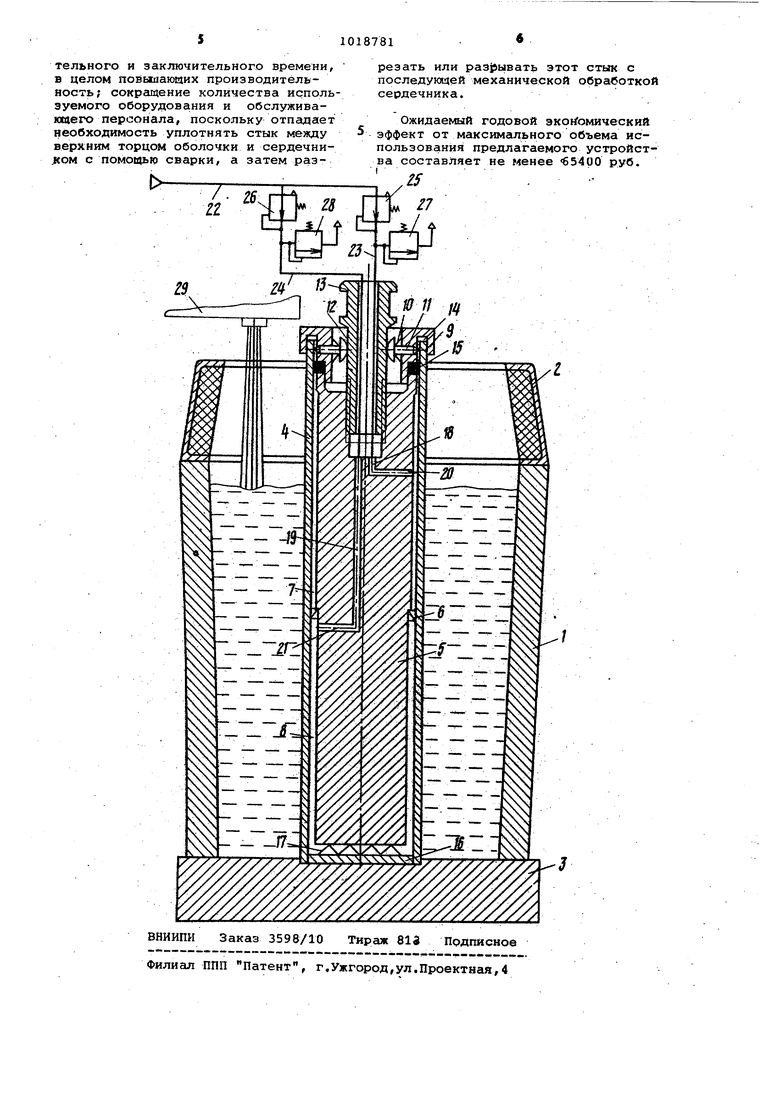
00 Изобретение относится к литейно иу производству, в частности к изготовлению полых слитков литьем. Известно устройство для получения полого слитка, содержащее изложницу с установленным внутри ее стержнем в виде оболочки и сердечника, размещенного в ней с кольцевым зазором, сообщенным с магистралью сжатого газа Cl3. Недостатком известного устройст ва является то, что оно требует пр аксплуатации значительных затрат гЛ дГотовительного и заключительног времени, существенно снижающих про изводнтельность, Наиболее близким к предл,агаемому изобретению по технической с цности и достигаемому результату яв ляется устройство, содержащее изложницу Ъ установленным внутри ее. стержнем в виде оболочки и сердечника, размещенного в ней с кольцевьш зазором, сообщеиншл с магистралью сжатого газа, при этом в кольцевом зазоре расположены перегородки, разделяющие бго по высоте на изолированные камеры, каждая из которых сообщена с магистралью сжа того газа через регуляторы давле.ния Г27. Недостатком известного устройст ва являются значительные затраты вр мени на подготовительные и заключи. тельные операции. Затраты подготовительного ад емени увеличиваются при уплотнения сп ка между сердечником и верхним оболочки сварочными швами. Дополнительно требуется сварочное обо рудование и рабочий для его обслуживания, затраты заключительного времени увеличиваются из-за необходимости разделения сердечника и оправки по сварочному шву для многократкого исполь.зованйя сердечника. Однако существугадие способы разделения сва рочного щва силовым разрывом или газовым резаком .вызьюают необходимость последующей механичес(сой обработки сердечника, что требует кгж дополнительного оборудования и обслуживающего персонала, так и затрат времени, все затраты времени в целом значительно снажиют- производительность. Цель изобретения - повыиение пр оизв;одительности. Эта цель достигается тем, что устройство для получения полого слитка, содержащее изложницу и уста новленный внутри нее стержень, выполненный в виде оболочки и сердечника, ра&мещенно го в ЭТОЙ оболочке с образованием кольцевой полости, сообщенной с магистралью сжатого га 5а, снабжено запорным механизмом. выполненным в виде установленной на верхней части оболочки втулки с радиёшьно расположенными в ней отверстиями и нажимного элемента с конической наружной поверхно(йтью, со-единенного с сердечником, при этом. . в радиальных отверстиях втулки размещены фиксаторы, взаимодействующие одними концами с внутренней поверхностьк оболочки, а другими с конической поверхностью нажимного элемента. Взаимодевствие установленных в радиальн12Х отверстиях втулки фиксатороо с внутренней поверхностью оболочки и с конической поверхностью нажимного элемента позволяет в значительной мере уменьшить затраты подготовительного времени, поскольку для внедрения концов фиксаторов в оболочку достаточно ввинтить нажимной элемент на три-четыре оборота в сердечник. При этсял следует заметить, что для уплотнения верхней части оболочки не требуется ее особая обработка, т.е. нет необходимости выполнять на оболочке выступ пы или резьбу. Это обстоятельство особенно ценно в связи с тем, что оболочка используется однократно. Снижение затрат заключительного .времени достигается благодаря тому, что перед извлечением сердечника из оболочки нет необходимости использовать силовые методы разрыва стыка нли сварочное оборудование,а дocr таточно вывернуть нажимной элемент из сердечника на три-четыре оборота. Снижение затрат подготовительного и заключительного времени в совокупности обеспечивает повышение преяэводительности. Не менее важньм экономическим ni imyBtecTBCM предлагаемого устройства является то, что запорный механизм, устанавливаемый на верхней части o6oJ1O4KH, используется многократно. На чертеж : изображено устройство для получения полого слитка, общий вид в разрезе. Устройство по первому варианту содержит изложницу 1 с нгшставкой 2, внутри которых на поддоне 3 установлен стержень в виде оболочки 4 и сердечника 5, образующие между собой колыхевуюполОсть, которая разделена перегородкой б на две изолированные камеры 7 и 8. Для герметизации изолированной камеры 7 в верхней части оболочки 4 установлен запорнЫй механизм, представляющий собой втулку 9, в радиально располо |сенншс отверстиях которой разме1Фены поджатые пружингми 10 фиксаторы 11, взаимодействующие одними концами (предпочтительно заостренными) с внутренней поверхностью оболочки
4, а другими (округлыми головками) с конической тюверхностью 12 нажим ного элемента 13, ввинченного в сердечник 5.. При этом втулка 9 выГ олнена с кольцеобразной проточкой i4 под верхнкй торец оболочки 4, а на верхнем торце сердечника 5 установлен уплатнитель 15, контактирующий с внутренней поверхностью оболочки 4. Изолированная камера 8
герметизирована снизу днищем 16. . О Между нижним торцом сердечника 5 и днищем 16 размещен упругий элемент 17.
Для запояне ййя изолированных кзфюр 7 я 8 сжатом газом в сердеч: нике 5 1вьшолнены осевые 18 и 19 и 15 соединенные с ними цращиальные 20 и 21. каналы. С подводящей магистралью 22 осевые к aHiajM 18 и 19 соединены соответственно трубопровод дами 23 и 24 через пневматические 20 регуляторы давления 25 и 26. Меж-. ду иэолированн1;№1и к 1Мерами 7 н 8 и пневматическшчи ре|улягорши1И 25 и 26 давления размещены соединен1ше с трубопроводами 23 и 24 предохра- 25 нительные клапаны 27 и 28.
Над надставкой 2 размещен разливочный ковш 29.
В качестве сжатого газа для создания давления в изолированных камерах 7 и 8 используется азот, но возможно использование других взрывобезопасных газов, например аргона.
Пневматические регулятор 25 и 26 давления настроены в пределах 0,6-0,8 от максимального металлоста- 55 тнческого давления растлава на ypoiiЛ1ЯХ изолированных камер 7 и 8, которое имеет мес на уровне перегородки 6 и дйица 1б.
: ПредохранительHtre клапаны 27 и 40 28 нас1:рЬены таким образом, что полНое их открытие происходит при значении 0,75, а закрытие при 0/6 от максимального металлостатического давления расплава на уровнях изоли- 45 рованных камер 7 и 8.
При настройке пневматических регуляторов 25 и 26 давления и предохраНительных клаяЁайов 27 к 28 учитывается, что максимальное ме- сп таллсстатическое давлеение столба рас:плавленнрй стали высотой один метр ; равно 0,07 МПа, а зависимость металлостатического давления от высоты расплава прямо пропорциональная.
Устройство работает следующим об- разом./. . - ;;.,, ; : - , /.
В установленную на подцрне 3 оболочку 4с дниЩем 16. помещают упругий элемент 17 и ка него устанавливают сердечник 5 с/перегородкой 6. 60 На верхний торец сердечника 5 устаяавливают уплотнитель 15, а свер:ху - втулку 9 с фикраторалш 11. На- . Сжимая на втулку 9, сдавливают уплотнитель 15, В сердечник 5 ввинчи- 65
вают нажимной элемент 13, который, воздействуялна О1фуглые головки фиксаторов 11 коническим участком 12, внедряет их заострённые концы в болочку 4. Осевые каналы 18 и 19 связыйают с трубопроводами 23 и 24, пропущеннЁШИ через полый нажимной элемент- l3. ./.. . . . , . ;.:;
Заливку расплава в игложницу 1 производят из разливочного кбвша 29. Одновременно с зтйм производят заполнение изолированных камер 7 и 8 .; сжатым газом из подводя1 1ей магистрали 22 через пневматические регу- ляторы 25 и 26 давления, осевые 18 и 19 и радиальные 20 и 21 каналы.
За счет, предварительной настройки пневматических регуляторов 25 и 26 давления давление сжатого газа в изолированных камерах 7 и 8 стуценчат9 увеличивается от миннмалЬ:ного значения в KaMepie 7 до максимального в камере 8.
Воспринимая тепло расплавленного еталла через стенку оболочки 4, сжатый газ увеличивает рвой рбъем и стравливается через предохрани- ; тельные клапаны 27 и 28 в атмосферу.
После .заливки расплава в изложницу 1 избыточное давление в изолирова.нных камерах 7 и 8 поддерживают в течение времени, необходимого для образования на внешней стороне оболочки 4 корки 1 еталла, способной выдержать металлостатическое давл ение. .
При температуре полого слитка 750-900 С нажимной элемент 13 вывинчивают на три-четыре оборота из сердечника 5. В результате пружины 10 отжимают фиксаторы 11 от оболочки 4. Захватывая за верхний выступ нажминого элемента 13, сердечник S извлекают из полого слитка, а сам полый слиток извлекают из изложниизы 1.
Таким образом, благодаря TOMJJ, что устройство для получения полого слитка снабжено запорньш механизмом, выполненным в виде установленной на верхней части оболочки втулки с радиально размещенными и ее отверстиях фиксатсчрами и нажимного элемента с конической наружной поверхностью, соединенного с сердечником, дости гается снижение затрат подготовительного н заключительного времени, поскольку посредством фиксаторов стапр возможным создать оаспорное усилие между. конйческрй псэверхнретью нажимного элемента и оболочкой за время, не превышаккцее одной минуты , и за такЬе же время снять это распорное усилие.
По сравнению с известным устройСТ8РМ технико-экрномйческад«я преимуществг1ми предлагаемого устройства являются снижение затрат подготови
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержень для получения полого слитка | 1981 |
|
SU1069928A1 |
| Устройство для получения полого слитка | 1981 |
|
SU954151A1 |
| Устройство для получения полого слитка | 1981 |
|
SU1014635A2 |
| Способ получения полого слитка | 1979 |
|
SU899238A1 |
| Устройство для получения полого слитка | 1986 |
|
SU1328062A2 |
| Устройство для получения полого слитка | 1982 |
|
SU1266645A1 |
| Устройство для отливки полых слитков | 1990 |
|
SU1740118A1 |
| Способ отливки изложницы и устройство для его осуществления | 1989 |
|
SU1696048A1 |
| Устройство для отливки конусообразных изложниц | 1990 |
|
SU1740119A1 |
| Устройство для получения полого слитка | 1984 |
|
SU1201045A1 |
УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА содержащее изложницу и установленный внутри нее стержень, выполненный-в виде оболочки и сердечника, размещенного .в этой I к-с-ш, In .. щ J,. .,.,..vT..-,i4 f iri;«|-SiJt t j .,;::;-.:;..-,- aj cQ. оболочке с образованием кольцевой полости, сообпекной с г- агистральк сжатого газа, от л и ч а ю щ е е с я тем, что, с целью повышения производительности, оно снабжено saftopHHM механизмом, вштоливнньш. в виде установленной на верхней части оболочки втулки с радиально располдженн Л4и в ней отверстиями и нажимного элемента с конической иаружной поверхностью, соединенного с сердечник 4, при этом втулка снабжена фиксаторамн, размеценнь ли в ее отверстиях, взаимодействупг их одними концами с внутренней поверхностью оболочки, а другими - с конической поверхностью нажимного элемента.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР 895238, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| i | |||
