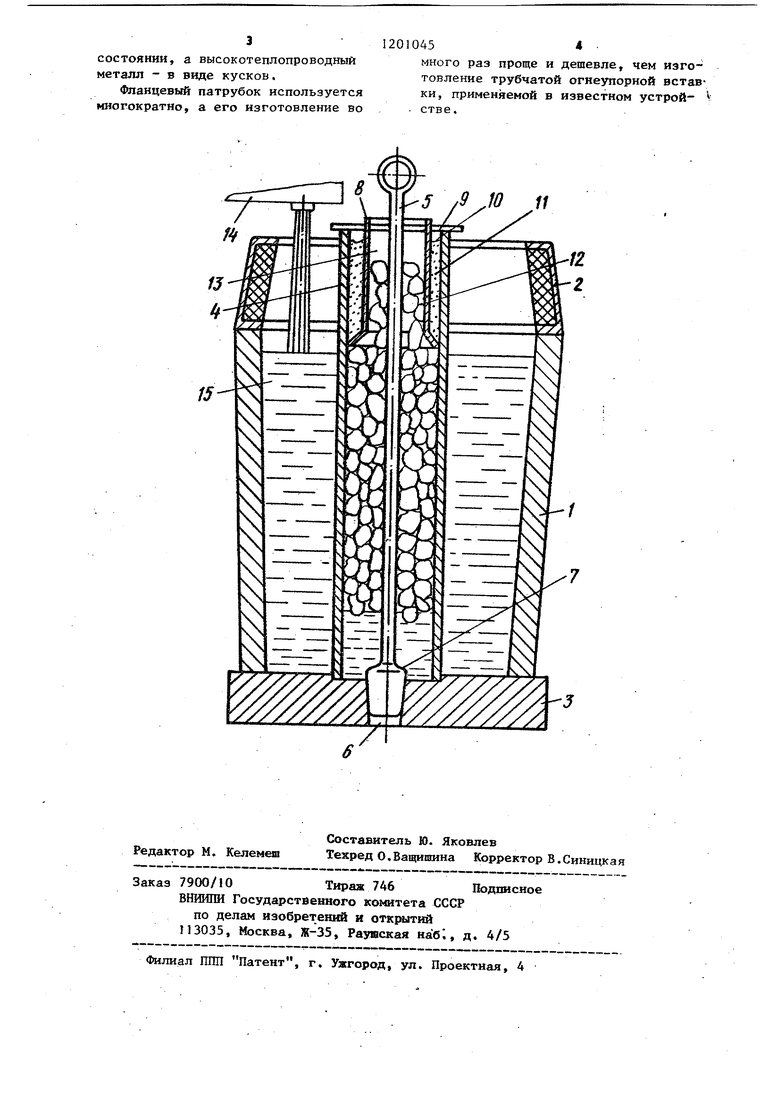
Изобретение относится к литейном производству, в частности к получению полых слитков в изложницах. Целью изобретения является сниже ние трудоемкости получения полого слитка. На чертеже представлено устройст для получения полого слитка. Устройство содержит изложницу 1,. установленную с прибыльной надставкой 2 ,на поддону, 3. Внутри изложницы 1 размещены пустотелая оправка 4 и стальной сердечни|с 5, перекрьюающий своим основанием центральное от верстие 6 цоддона 3. Основание сердечника 5 выполнено в виде конической головки 7. В верхней части пустотелой оправки 4 коаксиально установлен фланцевый патрубок 8, опирающийся на ее верхний торец посредством двух стерж ней 9, расположенных с двух стор.он сердечника 5. Кольцевой зазор 10 между пустотелой оправкой 4 и фланцевым патрубком 8 заполнен сьтучим огнеупорным материалом 1 1, в качестве которого может быть использован магнезит, песок шамот, xpONSiT. Размер частиц сыпучего материала не более 3 мм. Внутренний объем пустотелой оправки 4 и фланцевого патрубка 8 заполнен высокотеплопроводным материалом I2, имеющим температуру плавления ниже температуры затвердевания слитка, например кусками свинца. Меж ду сердечником 5 и фланцевым патрубком 8 имеется кольцевой зазор 13 для загрузки в пустотелую оправку 4 кусков свинца 12. Над прибыльной надставкой 2 расположен разливочный Ковш 14, позицией 15 обозначена жидкая сталь. Устройство работает следующим образом. Между изложницей 1 и пустотелой оправкой 4 из разливочного ковша 14 заливают расплавленную сталь 15, тепло которой передается через пустотелую оправку 4 куском свинца 12. В результате на наружной поверхности пустотелой оправки 4 образуется корка затвердевающей стали, а куски свинца 12 расплавляются и в нижней части пустотелой оправки 4 образуется расплав, металлостатическое давление которого через пустотелую оправку 4 создает противодавление ме45таллостатическому давлению расплавленной стали 15. Это обеспечивает пустот елой оправке 4 устойчивое состояние, несмотря на то, что она испытывает с внешней стороны воздействие расплавленной стали 15, Кроме того, металлостатическое давление расплавленного свинца воспринимается кольцевьм выступом конической головки 7 сердечника 5, благодаря чему он не всплывает, С повышением уровня расплавленной стали .15 в изложнице } повьш1ается и уровень расплавленного свинца в пустотелой оправке 4. Однако з-за различных значений удельных весов стали и свинца после заливки стали 15 уровень расплавленного свинца составляет 66-70% от высоты столба расплавленной стали 15, т.е. находится на уровне нижнего торца фланцевого патрубка 8,. Находящийся между пустотелой оправкой 4 и фланцевым патрубком 8 сыпучий огнеупорный материал 11 выполняет функцию теплоизолятора. При этом как сыпучий огнеупорный материал 11, так и фланцевый патрубок 8 Hie препятствуют первоначальным силам усадки полого, слитка благодаря упругой податливости фланцевого патрубка 8, При температуре полого слитка 750-800 С сердечник 5 извлекают из пустотелой оправки 4 и расплавленный свинец вытекает через центральное отверстие 6 в емкость {не показана). После снятия надставки 2 полый слиток извлекают из изложницы 1, огнеупорный сыпучий материал 11 высыпают из кольцевого зазора 10, а затем из полого слитка извлекают фланцевый патрубок 8; Все детали устройства, кроме пустотелой оправки 4, используются для изготовления последуюпрх полых слитков, поскольку последняя становится внутренней поверхностью полого слитка. Установленный в верхней части пустотелой оправки фланцевый патрубок позволяет снизить трудоемкость получения полого слитка благодаря отказу ит изготовления комбинированной кольцевой вставки из огнеупорного материала, а также из высокотеплопроводного металла с низкой температурой плавления. Огнеупорный материал стало возможным использовать в сыпучем
состоянии, а высокотеплопроводный металл - в виде кусков.
Фланцевый патрубок используется многократно, а его изготовление во
много раз проще и дешевле, чем изготовление трубчатой огнеупорной вставки, применяемой в известном устрой- v
стве.
5 /9 Ю 11
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержень для получения полого слитка | 1981 |
|
SU1069928A1 |
| Устройство для отливки полого слитка | 1983 |
|
SU1130431A1 |
| Устройство для отливки полых слитков | 1990 |
|
SU1740118A1 |
| Устройство для получения полого слитка | 1981 |
|
SU1014635A2 |
| Устройство для получения полого слитка | 1982 |
|
SU1266645A1 |
| Стержень для получения полого слитка | 1984 |
|
SU1205988A1 |
| Форма для получения полого слитка | 1981 |
|
SU977102A1 |
| Устройство для получения полого слитка | 1981 |
|
SU954151A1 |
| Устройство для получения полого слитка | 1987 |
|
SU1493380A1 |
| Устройство для отливки полыхСлиТКОВ | 1979 |
|
SU822979A2 |
УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА, содержащее изложницу с прибыльной надставкой, поддон с центральным отверстием, установленную в изложнице пустотелую оправку с сердечником, расположенным внутри нее с зазором и перекрывающим центральное отверстие поддона, огнеупорный материал, размещенный в верхней части оправки, и высокотеплопроводный металл, размещенный в нижней части оправки и имеющий температуру плавления ниже температуры затвердевания слитка, отличающееся тем, что, с целью снижения трудоемкости, оно снабжено патрубком с наружным фланцем в виде обращенного вниз конуса, закрепленным в верхней части пустотелой оправки с образованием кольцевого зазора между ним и пустотелой оправкой, огнеупорный материал помещен в кольцевой зазор, а нижняя (Л часть сердечника выполнена в виде конической головки.
| УСТРОЙСТВО для отливки полых слитков | 0 |
|
SU276111A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для отливки полыхСлиТКОВ | 1979 |
|
SU822979A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
