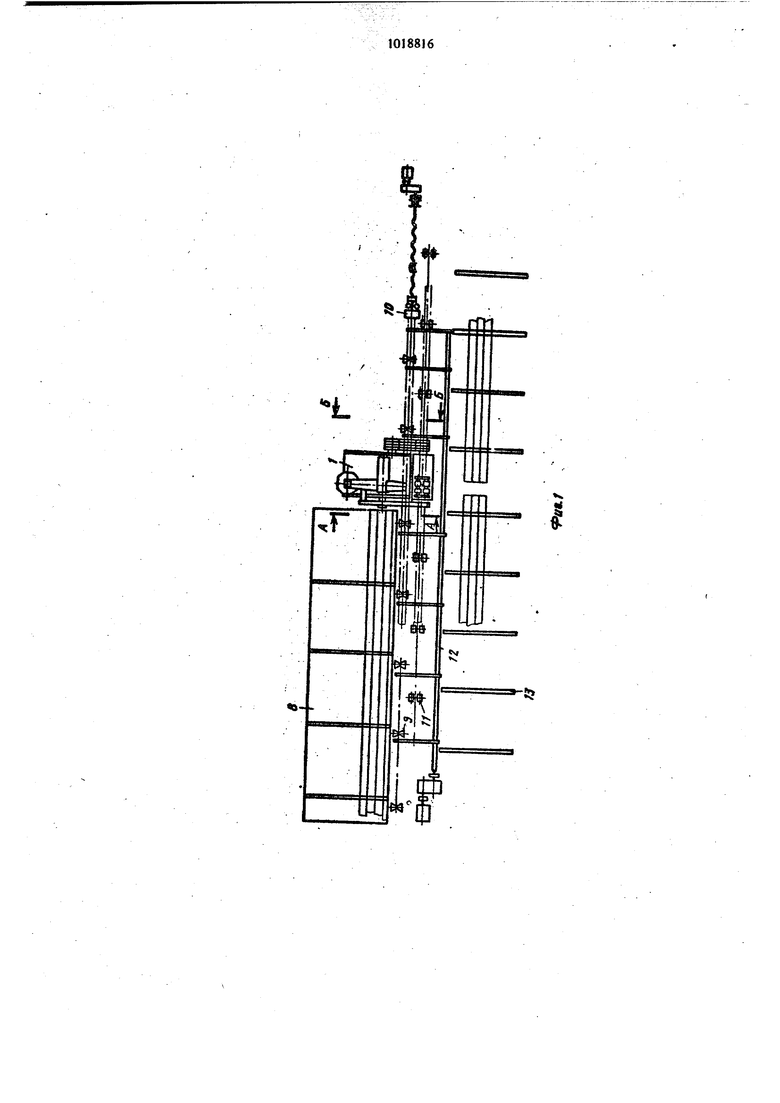
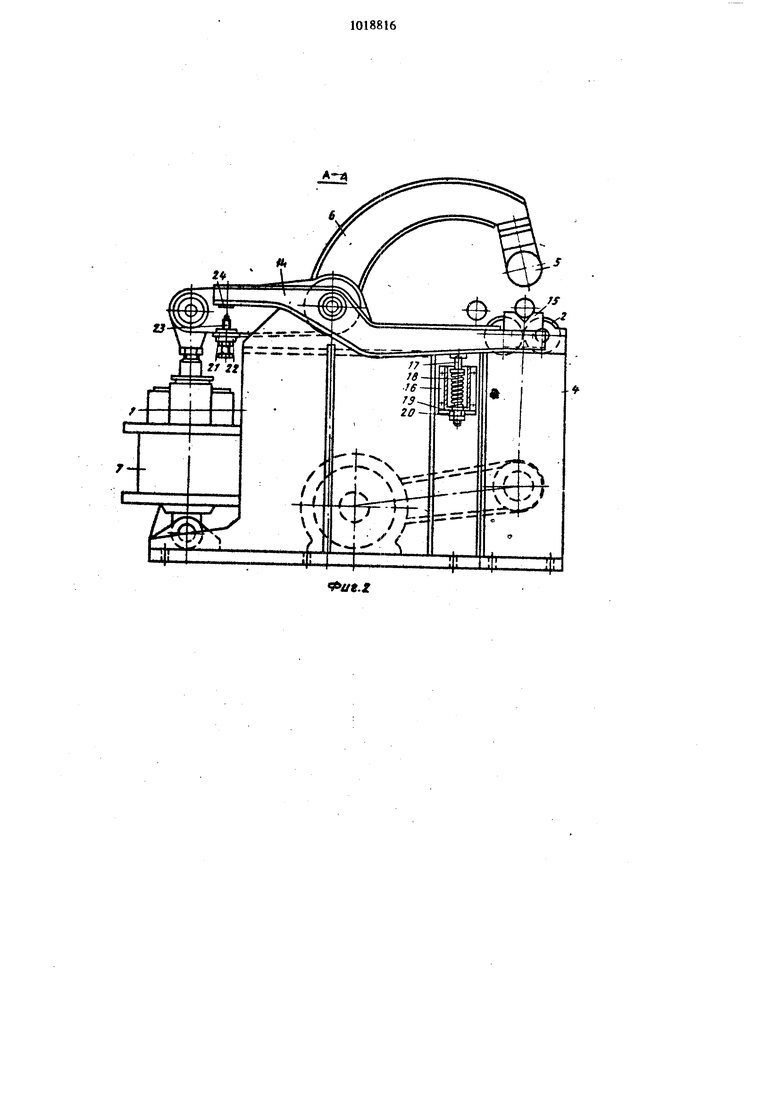
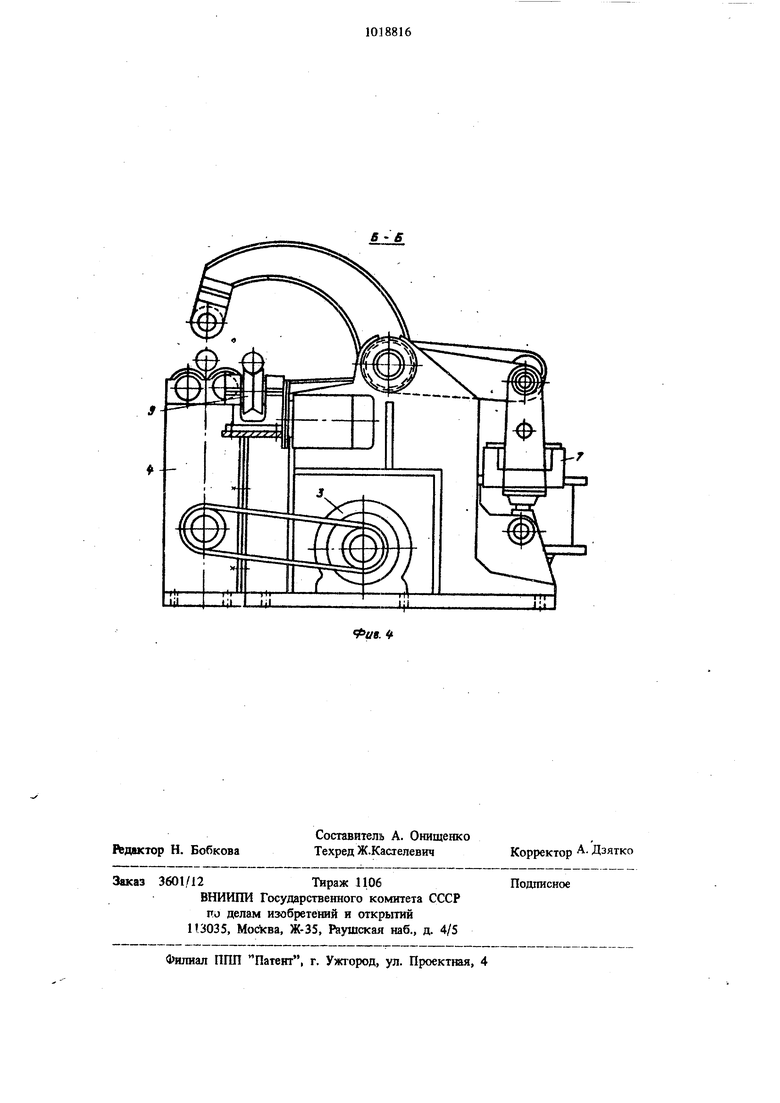
Изобретение относится к обработке металлов давлением, а именно к резке труб на станках. Известен станок для резки труб, содержащий станину, режущий инструмент, установленный на держателе, привод подачи инструмента, приводные опорные ролики и поддерживатель трубы, выполне1шый в виде пневмоцилиндра со щтоком и желоба, размещенного над при водными роликами и установленного на штоке указанного пневмоцилиндра 1. Недостатком станка является большой расход сжатого воздуха для удержания над привцдными роликами до начала резания. Целью изобретения является сокращение энергетических затрат при резке., Поставленная цель достигается тем, что в станке.для резки труб, содержащем станину, режущий инструмент, установленный на держате ле, привод подачи инструмента, приводные опор ные ролики и поддерживатель трубы, последний вьгаолнен в виде двуплечего рычага, одно плечо которого снабжено опорной призмой и подпружинено, а другое плечо связано с приводом, держатель инструмента также выполнен в виде двуплечего рычага, инструмент установлен на одном из его плеч, а другое плечо связано с приводом, при зтом оба двуплечих рычага смонтированы на одной оси. На фиг. 1 изображен станок, план; на фиг. 2 разрез А-А на фиг. 1, поддерживатель поднят; на фиг. 3 - то же, поддерживатель опущен; на фиг. 4 - разрез Б-Б на фиг. . Станок содержит станину 1, на которой размещены два приводных ролика 2, вращаемы от электродвигателя 3 через коробку 4 передач режущий диск 5, установле1шый на поворотном рычаге 6, щарнирно закрепленном на станине 1. Второе плечо рычага 6 соединено со щтоком пневмоцилиндра 7. Станок снабжен стеллажем 8, загрузочно-раз грузочным столом, на котором смонтированы транспортирующие ролики 9 для продольного перемещения труб. На этой же. позиции установ лен управляемый упор 10, который обеспечивает отделение от трубы мерной по длине части. На загрузочно-разгрузочном столе также смонтированы люнеты 11, поддерживающие трубу во время резания, и реечный шаговый перекладыватель 12. Для отрезков труб уста-: новлены карманы 13. Поддерживатель трубы вьтолнен в виде двуплечего рычага 14, шарнирно закрепленного на станине 1 соосно с поворотным рычагом 6. На конце рабочего плеча этого рычага установлена пркзмя 15. Под этим же плечом установлен пружиннь1й буфер, состоящий из корпуса 16, сердечника 17 и пружины 18. Регулирование буфера осуществляют вращением гайки 19 и контргайки 20. На втором плече поворотного рычага закреплен кронщтейн 21, в котором зафиксирована гайка 22, а в последней - винт 23, свободный конец которого может контактировать со сферической шайбой 24, зафиксированной на коротком плече двуплечего рычага 14. Станок работает следующим образом. В исходном положении поворотный рычаг 6 поднят. Рабочее плечо двуплечего рычага 14, опирается на пружинный буфер так, что рабочие плоскости призмы 15 на 5-10 мм расположены выше поверхности приводных роликов 2. Упор 10 установлен так, что расстояние от его рабочей поверхности до плоскости резания равно заданной длине трубы, отрезаемой от плети. Труба реечным перекладывателем подается на транспортирующие ролики и движется до упора 10. При очередном щагании перекладывателя труба подается на позицию резания. В зоне опорных роликов труба укладывается на призму, рабочие поверхности которой несколько выще поверхности приводных роликов. Труба находится в состоя1ши покоя до момента, когда поворотный рычаг получит движение от пневмоцилиндра. При этом винт 23 вступает в контакт со сферической шайбой 24. Преодолевая усилие пружины 18, рычаг 14 опускается вниз так, что плоскости призмы расположены ниже поверхност: приводных валков. Как только труба опустится на приводные валки и начнет вращаться, вступает в действие режущий диск. Прижав трубу к опорным приводным роликам, режущий диск проникает в металл и разделяет трубу на две части. Таким образом, от укладки трубы на ролики до начала резания проходит незначительное время и труба практически не смещается в осевом направлении. Использование изобретения позволяет сократить энергозатраты. Кроме того, обеспечивает экономию металла при раскрое трубных заготовок.
ч
.l
Л-
Рив.«
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
| Станок для обрезки труб | 1985 |
|
SU1287988A1 |
| Устройство для резки листового материала | 1982 |
|
SU1134309A1 |
| Абразивный отрезной станок | 1980 |
|
SU942958A2 |
| Станок для обрезки кромок листового материала | 1973 |
|
SU476158A1 |
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Линия для производства оребренных биметаллических труб | 1983 |
|
SU1191227A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Станок для резки труб | 1979 |
|
SU982262A1 |
| Устройство для резки неметаллических деталей типа труб | 1985 |
|
SU1310206A1 |

-сТАНОК ДЛЯ РЕЗКИ ТРУБ, отдержаШй станину, режущий инструмент, устаяовлен.ный на держателе, привод подачи {мструмента, ;приводные опорные ролики и поддержнватель лрубы, отлнчающийса тем, что, с целью сокращения энергетических затрат, поддерживатель вьшолнен в виде двуплечего рычага, одно плечо которого снабжено опорной призмой и подпружинено/а другое плечо связано с приводом, держатель инструмента также вьшолнен в виде двуплечего рычага, инструмент установлен на одном из его плеч, а другое плечо связано с приводом; при этом оба двуплечих рь1чага смонтярсжаны па ; одной осн.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР If 809719, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
