Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки труб на мерные заготовки, Известен станок для резки труб, содержащий поворотный рычаг с установленным на одном его конце основным приводным вращающимся режущим инструментом, привод поворота рычага и блоки для установки в них с воз можностью вращения разрезаемых труб. Недостатком известного станка является его лизкая производительность что связано с большим по величине хо лостым ходом режущего инструмента. С целью повьш1ения производительности за счет уменьшения холостого хода инструмента в станке для резки труб, содержащем поворотный рычаг с установленным на одном его конце основным приводным вращающимся режущим инструментом, привод поворота ры чага и блоки для установки в них с возможностью вращения разрезаемых труб, поворотный рычаг выполнен двуплечим, свободное плечо поворотного рычага снабжено дополнительным враща режущим инструментом с механизмом основного режущего инструмента, при этом блоки под разрезаемь:е трубы установлены по обе стороны относительно основного и дополнительного режущих инструментов. I На фиг.1 изображена принципиальная кинематическая схема станка для резки труб; на фиг.2 - станок,вид в плане; на фиг.3 - кинематическая схема ;4еханизма отгибания конца разрезаемой трубы и подвижного упора. Станок для резки труб содержит поворотный рычаг 1, на плечах 2 и 3 которого установлены приводные режу щие диски 4 и 5, блоки 6 для установ ки труб 7 с возможностью, их вращения Поворотный рычаг установлен на оси 8 и связан с приводом. Блоки 6 расположены по обе стороны каждого режущего диска 4 и 5. Привод станка состоит из электро двигателя 9, шкивов 10-13, редуктор 14, кривошипа 15, шатуна 16, шарнир но соединенного с одним из плеч рыч га 1, конических шестерен 17 и 18, центральной шестерни 19, находящейся в зацеплении с шестернями 20, ко торые через валы 21 связаны с режуш;ими дисками 4 и 5. Блоки 6 расположены в салазках 22 снабжены винтовыми механизмами пеемещения- 23 и опорными роликами 24. каждым из валов 21 связаны отгибащие ролики 25 и тяги 26, взаимодейтвующие с упорами длины 27. Станок работает следующим обазом. От электродвигателя 9 через щкивы 10-13 клиноременной передачи вращеие передается на входной вал редукора 14. Через кривошип 15 выходного ала редуктора шатун 16 сообщает коебательное движение поворотному рыагу вокруг оси центральной шестери 19. С другой стороны, через кониеские шестерни 17 и 18 и шестерни . 19 и 20 вращение передается на валы . 2I с режущими дисками 4 и 5. Таким бразом, режущие диски 4 и 5 соверают кроме вращательного .движения округ своей оси колебательное двиение относительно оси 8 централь - шестерни 19. Разрезаемые трубы 7 вставляются в блоки 6 до упоров 27 и винтовыми механизмами 23 устанавливаются зазоры между разрезаемыми трубами 7 и режущими дисками 4 и 5, равные несколько больше толщины стенки разрезаемой трубы 7. При рабочем ходе режущие диски 4 и 5 внедряются в стенки разрезаемых труб 7 и, вращаясь, силами трения сообщают им вращательное движение. С противоположной стороны от контакта с режущими дисками 4 и 5 для легкости вращения разрезаемые трубы 7 поддерживают свободно вращающиеся опорные ролики 24. Одновременно с движением поворотного рычага тяги 26 заставляют быстро отойти упоры 27, а отгибающие ролики 25, перемещаясь, отгибают концы труб. Отгибание концов исключает образование наружных наплывов и внутренних вдавливаний на концах отрезанных труб и улучшает качество реза. В переднем крайнем положении отрезанные заготовки отделяются от труб и падают в отводящие лотки. При изменении движения поворотного рычага на обратное режущие диски производят резку труб в блоках 6, расположенных с противоположной стороны таким образом холостой ход отвода от первоначально разрезанных
труб используется для рабочего хода резки других труб.
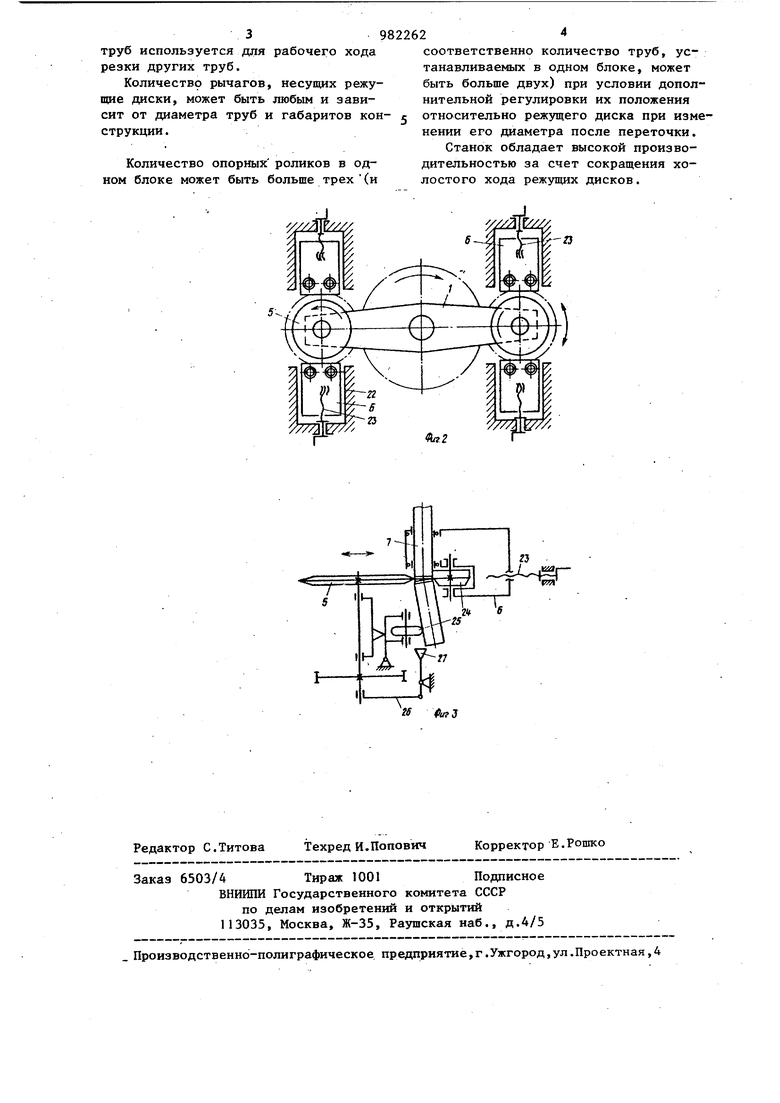
Количество рычагов, несущих режущие диски, может быть любым и зависит от диаметра труб и габаритов конструкции.
Количество опорных роликов в одном блоке может быть больще трех (и
соответственно количество труб, устанавливаемых в одном блоке, может быть больше двух) при условии дополнительной регулировки их положения относительно режущего диска при изменении его диаметра после переточки. Станок обладает высокой производительностью за счет сокращения холостого хода режущих дисков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Станок для резки заготовок | 1987 |
|
SU1558645A1 |
| Переносной станок для резки труб | 1976 |
|
SU573270A1 |
| Станок для обработки торца труб | 1984 |
|
SU1260163A1 |
| Станок для резки труб | 1982 |
|
SU1018816A1 |
| Станок для резки труб | 1973 |
|
SU473572A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| Станок для резки стеклянных труб | 1985 |
|
SU1468875A1 |
| Устройство для размотки рулонов | 1973 |
|
SU501796A1 |
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
СТАНОК ДЛЯ РЕЗКИ ТРУБ, содержащий поворотный рычаг с установленным на одном его конце основным приводным вращающимся режущим инструментом, привод поворота рычага и блоки дляустановки в них с возможно стью вращения-разрезаемых труб, о тлйчающийся тем, что, с целью повьшения производительности за счет уменьшения холостого хода инструмента, поворотный рычаг выполнен двуплечим, свободное плечо поворотного рычага снабжено дополнительным вращакяцимся режущим инструментом с механизмом вращения, кинематически связанным с приводом вращения основного режущего инструмента, при этом блоки под разрезаемые трубы устанс-влены по обе стороны относительно основного и дополнительного режущих инструментов. (Л QD 00 ю ю о |С
| Блок инструмента к роторной машине для обрезки полых цилиндрических изделий | 1975 |
|
SU537765A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
