15
(Л
tc
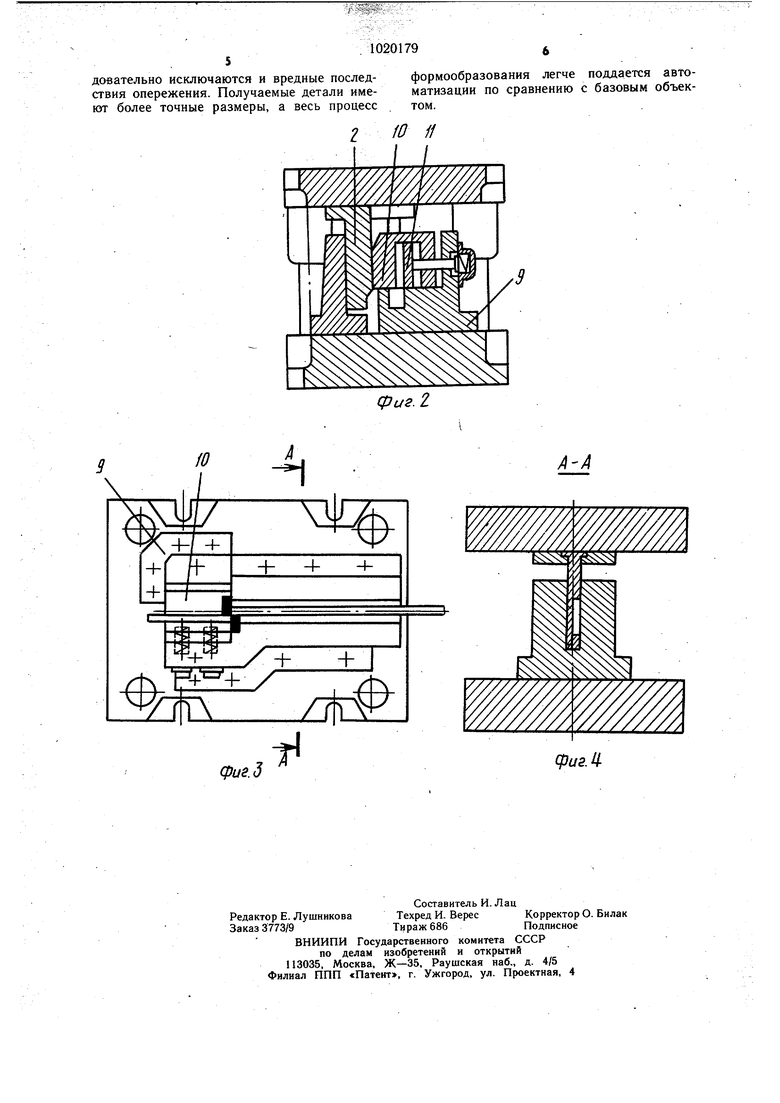
ср Изобретение относится к обработке металлов давлением, в частности к устройствам для формообразования ролико-втулочных цепей. Известно устройство для изготовления пластин ролико-втулочных цепей, содержащее смонтированные в корпусе рабочие инструменты с профилирующей поверхностью на каждом из них, механизм подачи заготовок {. Недостатком известного устройства является невысокое качество готовых изделий. Цель изобретения - повышение качества готовых изделий. Поставленная цель достигается тем, что устройство для изготовления пластин ролико-втулочных цепей, содержащее смонтированные в корпусе рабочие инструменты с профилирующей поверхностью на каждом из них и механизм подачи заготовок снабжено, установленными на корпусе со стороны противоположной механизку подачи заготовок, механизмом поддержки с приводом и упор, причем механизм поддержки выполнен в виде П-образной, подпружиненной относительно упора, направляющей, а привод механизма поддержки выполнен в виде взаимодействующего с П-образной направляющей клина, при этом рабочие инструменты выполнены в виде плит с размещенными в одной ииз них формообразующей и калибрующей, подпружиненной вставками. На фиг. I показано устройство, продольный разрез; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - то же, вид сверху; на фиг. 4 - сечение А-А на фиг. 3. Устройство для изготовления пластин ролико-втулочных цепей содержит корпус 1, к которому прикреплен клик 2 и рабочие инструменты 3 и 4, при этом рабочие инструменты выполнены в виде плит с профилирующей поверхностью, а одна из плит выполнена с вставкой 5 с формообразующей поверхностью и с вставкой 6 с калибрующей поверхностью. Вставка 6 взаимодействует с толкателями 7 и пружинами 8. На корпусе со стороны противоположной механизму подачи заготовок (не показан) закреплен упор 9 и механизм поддержки. Механизм поддержки выполнен в виде П-об разной направляющей 10. В пазу направляющая 10 и прижим 11 подпружинены относительно упора 9. Привод механизма поддержки выполнен в виде взаимодействующего с направляющей механизма поддержки клина. Позициями 12 и 13 обозначены соответственно отформованная пластина, еще не отрезанная от полосовой заготовки и отрезанная пластина. Устройство работает следующим образом. В исходном состоянии вставка 6 с калибрующей поверхностью под действием толкателей 7 и пружин 8 занимаепг крайнее верхнее положение, при этом верхняя его полость расположена выше, чем наиболее выступающая часть рабочего инструмента 4. Исходную заготовку (полосу или ленту) в положении «на ребро подают в рабочее пространство на требуемый шаг. Поскольку клин 2 с рабочим инструментом 3 занимают крайнее верхнее положение, то механизм поддержки находится в нерабочем положении, заготовка беспрепятственно может перемещаться как в рабочем пространстве, так и в зазоре между прижимом 11 и направляющей 10 механизма поддержки. Включается пресскорпус 1 и с рабочим инструментом 3 начинает опускаться вниз. При том первоначально клин 2 приводит в движение направляющую 10 механизма поддержки. Направляющая запирает рабочую полость давильных элементов. Конец полосы (ленты) или отштампованная ранее деталь 13, прижатая к нему прижимом 11, отделяется от исходной заготовки и остается зажатой. Рабочая полость при этом в направлении подачи оказывается запертой. При дальнейшем перемещении клина направляющая 10 остается неподвижной, а наиболее выступающие части рабочего инструмента 3 и вставки 5 начинают внедряться в металл заготовки, при этом щтампуемая деталь 12 первоначально перемещается вниз как целое, а затем начинается полное оформление ее контура. В этот конечный момент процесса штамповки течение металла из рабочей полости в направлении подачи затруднено вследствие весьма малого зазора между противостоящими друг другу наиболее выступающими частями рабочих инструментов и вставки (образуется «мостик), а во всех других направлениях материал из рабочей полости течь не может, т.е. формообразование происходит практически в закрытом объеме. В этот же момент между рабочими инструментами 3 и калибрующей вставкой 5. опустившейся вниз под действием заготовки, происходит калибровка исходной заготовки по ширине. Последнее является необходимым, так как в рабочей полости перед формообразованием количество металла должно быть,строго определенным. По окончании формообразования дета. „,,™ 13 корпус 1 с клином и рабочим инструментом начинают подниматься вверх, направляющая 10 пружиной возвращается в исходное положение, освобождая деталь 13, которая падая вниз по склизу, удаляясь из устройства. Внось отформованная деталь 12, соединенная перемычкой с полосовой заготовкой, также освобождаются и под действием подпружиненных толкателей 7 и калибрующей вставки 5 рабочего инструмента 4 приподнимаются на необходимую для последующей подачи заготовки величину. После этого цикл повторяется. Формообразование пластин происходит в предложенном устройстве без опережения. так как ведется в закрытом объеме, а еледовательно исключаются и вредные послед- формообразования легче поддается автоствия опережения. Получаемые детали име- матизации по сравнению с базовым объекют более точные размеры, а весь процесс . том.
. 10201796
10 //
фиг. 2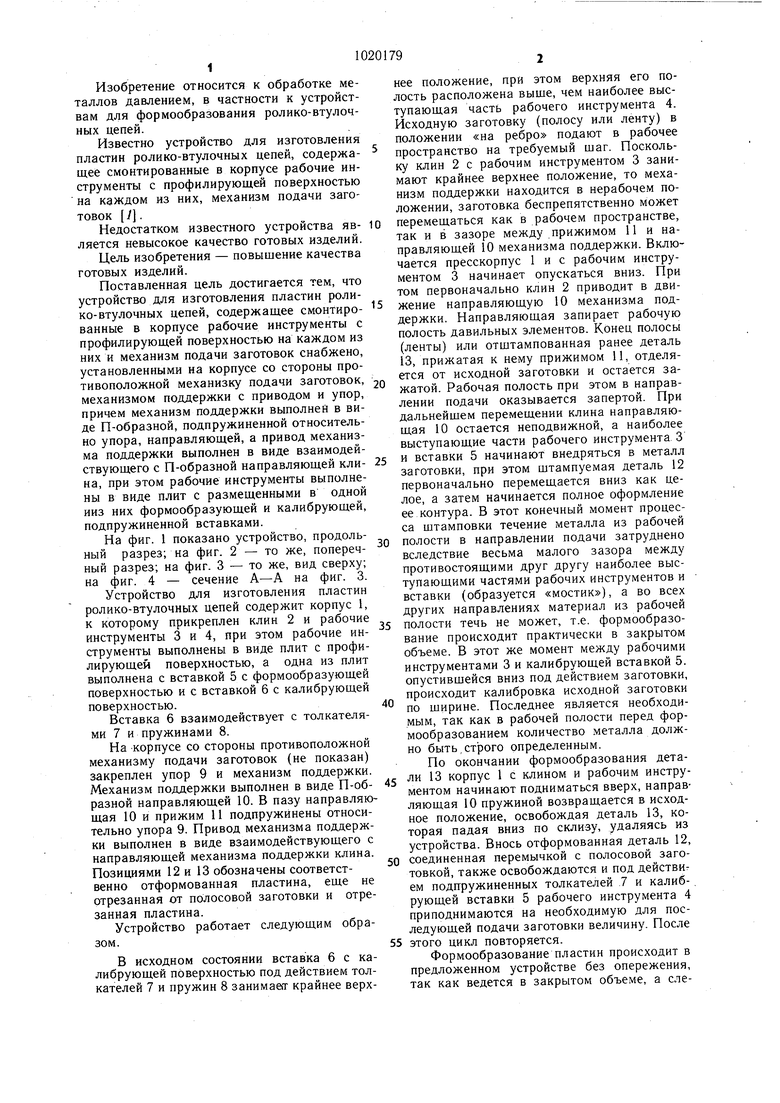
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пластин ролико-втулочных цепей | 1981 |
|
SU1049165A2 |
| Устройство для изготовления пластин ролико-втулочных цепей | 1981 |
|
SU1009602A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| Способ изготовления трубчатых гофрированных деталей и устройство для его осуществления | 1987 |
|
SU1588470A1 |
| Штамп совмещенного действия для гибки | 1989 |
|
SU1731352A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ СТЕБЛЕЙ СВЕРЛ ОДНОСТОРОННЕГО РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2136423C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ПРОКАТА | 1992 |
|
RU2021065C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| Плоскопрокатное устройство | 1990 |
|
SU1770015A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН РОЛИКО-ВТУЛОЧНЫХ ЦЕПЕЙ, содержащее смонтированные в корпусе рабочие инструменты с профилирующей поверхностью на каждом из них и механизм подачи заготовок, отличающееся тем, что, с целью повышения качества готовых изделий, оно снабжено установленными на корпусе со сторонь, противоположной механизму подачи заготовок, механизмом Поддержки с приводом и упором, при.чем механизм поддержки выполнен в виде П-образной, подпружиненной относительно упора направляющей и размещенного в ее пазу подпружиненного прижима, а привод механизма поддержки выполнен в виде взаимодействующего с П-образной направляющей клина, при этом рабочие инструменты выполнены в виде плит с размещенными в одной из них формообразующей и калибрующей, подпружиненной вставками.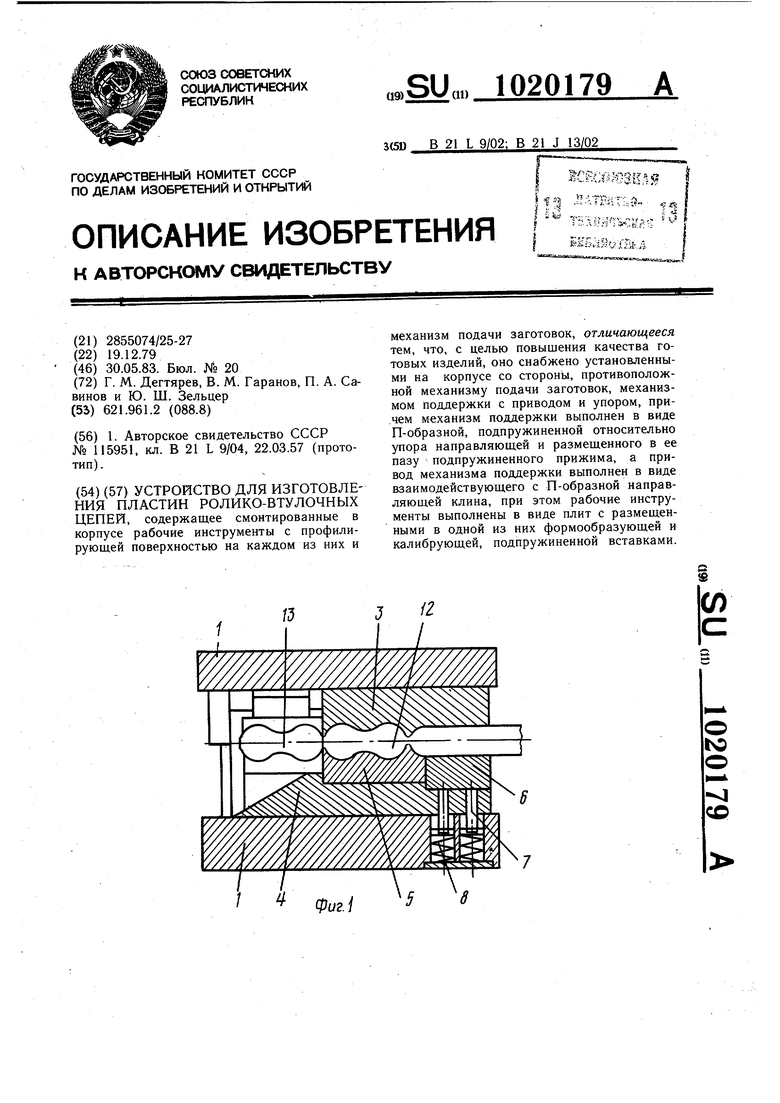
сриг.З сригЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для изготовления пластин ролико-втулочных цепей | 1957 |
|
SU115951A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
