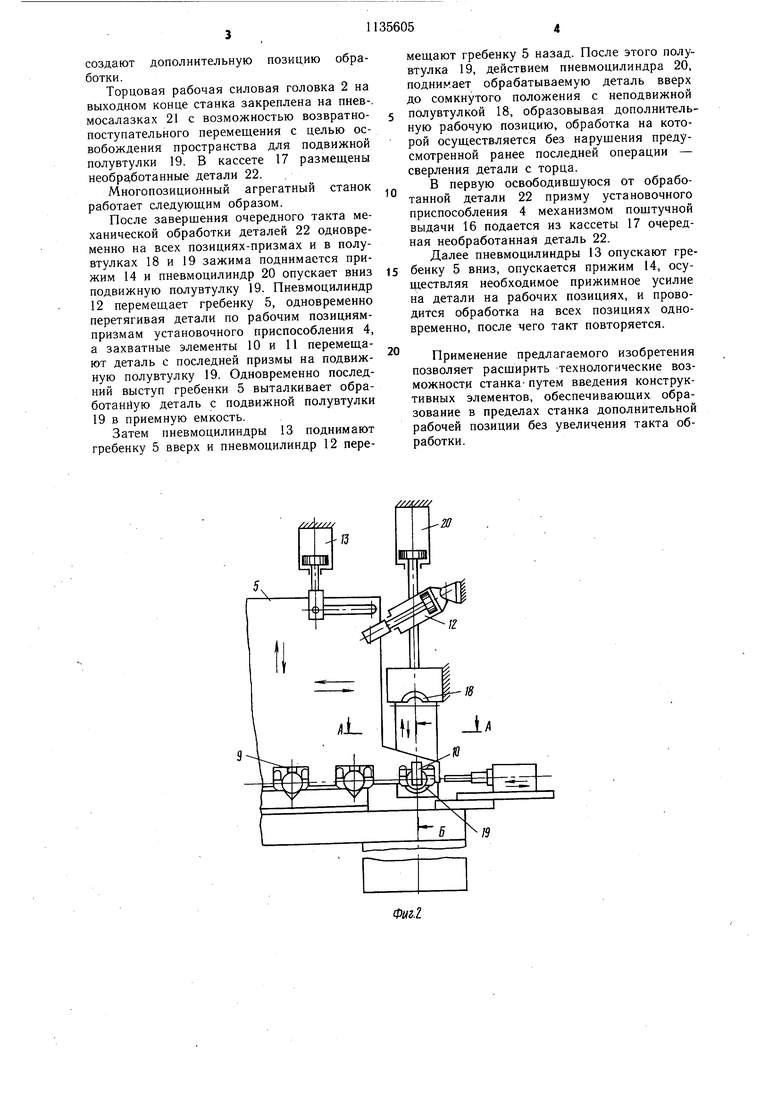
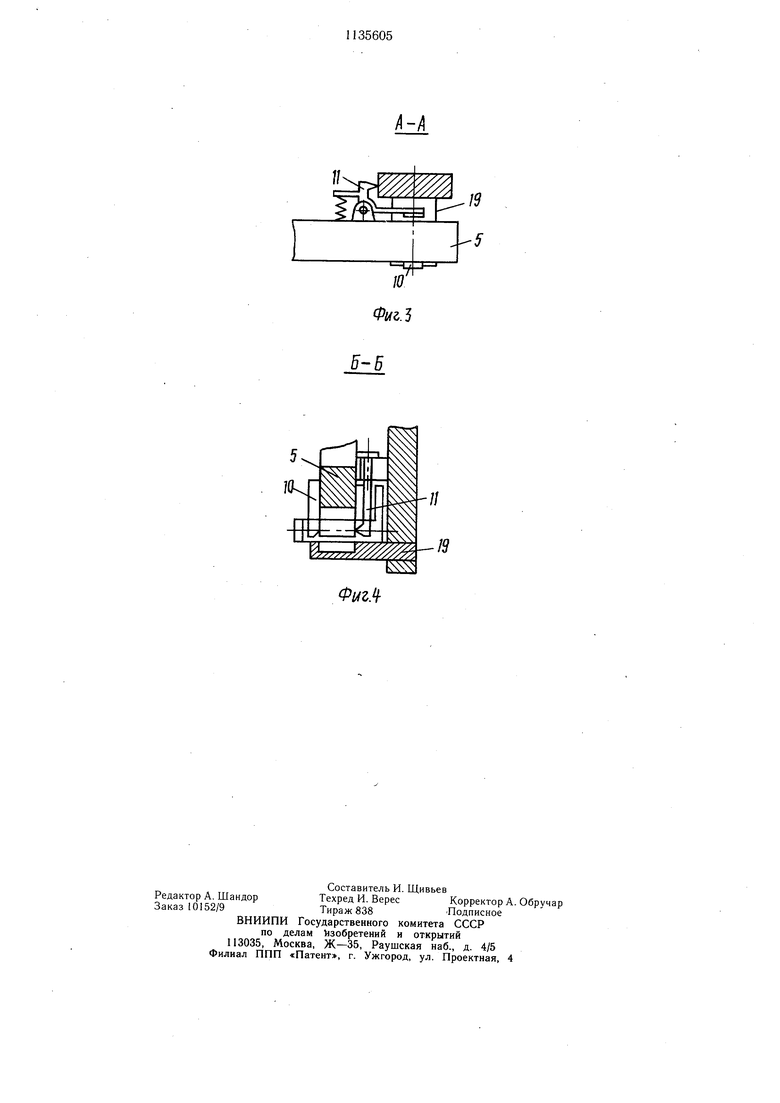
Изобретение относится к станкостроению а именно к многопозиционным агрегатным станкам для многосторонней обработки мелких деталей сложной формы. По основному авт. св. № 971625 известен многонозиционный агрегатный станок, содержащий станину с закрепленными на ней силовыми головками, транспортный механизм в виде гребенки, кассету и механизм поштучной выдачи, снабжен установочным приспособлением, имеющим ряд последовательно расположенных призм, а гребенка снабжена прижимом и встроенными между ее выступами подпружиненными плунжерами, причем гребенка размепдена под.уста-ЮБОЧНЫМ приспособлением и связана через дополнительно введенный вертикальный направляющий элемент с механизмом поплучьой выдачи деталей 1. Недостатком известного многопозиционлого агрегатного станка является ненадежная фиксация и прижим обрабатываемых деталей з установочных призмах. Прижимное усилие средних участков гребенки осуществляется встроенными нодпружипенны.ми плу ;жерами. Но такие эле.менты оказались достаточно надежны.ми средствами прижима только на зенковочных, резьбонарезных операциях, но явно недостаточными для точного сверления. Кроме того, при обработке деталей типа обойм (чертеж 504.147.002. БП4.147.040) электроизмерительных приборов. серии М2140 на многопозиционном агрегатном станке сверление производится силовой го.лоЕкой, расположенной с выходного торца многопозиционного агрегатного станка. По требованиям технической документации на поверхностях деталей после данной операции не должны оставаться заусенцы, в сзязи с чем после сверления отверстия необходимо было производить обточку. На ранее использованном оборудовании это осуществлялось на отдельном станке, что безусловно приводит к увеличению трудоемкости и росту производственных затрат. Целью изобретения является расширение технологических воз.можностей и повышение надежности в работе. Указанная цель достигается тем, что многопозиционный агрегатный станок, содержащий станину с закрепленными на ней силовыми головками, транспортный механизм в виде гребенки, .кассету и механизм поштучной выдачи, установочное приспособление, и.меющее ряд последовательно расположенных призм,л-ребенка снабжена прижимом и встроенным .между ее выступами по/хпружиненными плунжерами, причем гребенка размещена над установочным приспособлением и связана через дополнительно введенный вертикальный направляющий элемент с механизмом поштучной выа-.чи, снабжен зажимным приспособлением. установленным оппозитно кассете относительно установочного приспособления на расстоянии шага перемещения гребенки от последнего и выполненным в виде двух полувтулок, одна из которых жестко закреплена на станине над установочным приспособлением, а другая - установлена с возможностью перемещения в вертикальной плоскости до уровня расположения призм установочного приспособления, причем гребенка снабжена коромыслом, шарнирно прикрепленным на ней, и подпружиненным рычагом и упором, смонтированными между двумя последними выступами гребенки. На фиг. 1 схематично показана ко.мпоновка станка, вид спереди; на фиг. 2 -то же, момент передвижения в крайнее правое положение; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2. На станине 1 станка в технологической последовательности размещены силовые рабочие головки 2, а на плите 3 закреплено установочное приспособление 4, имеющее последовательно расположенные призмы с шагом, соответствующим рабочим позициям станка. Над установочньЕ.м приспособлением 4 расположена транспортная гребенка 5 с выступами 6. Гребенка 5 выполнена составной и оснащена коромыслом 7 с жесткими прижимными площадками 8, а в участках гребенки 5 между выступами в средней ее части встроены подпружиненные плунжеры 9. В участке между последними выступа.;.: на гребенке 5 смонтирован захват, состоящий из жестко закрепленного на одной стороне гребенки упора 10 и подпружиненного рычара 11. Привод транспортной гребенки 5 осуществлен от пневмосистемы станка посредством пневмоцилиндров 12 и 13, осуществляющих соответственно ее пощаговое возвратно-поступательное перемещение и подъем-опускание. Гребенка снабжена пневмоприжимом 14. Транспортная гребенка 5 связана, направляющей 15 с механизмом 16 поштучной выдачи деталей изКассеты 17. Над установоч-ным приспособлением 4 и оппозитно кассеты 17 на расстоянии щага перемещения гребенки 5 установлен зажим, состоящий из верхней, жестко закрепленной на станине станка полувтулки 18, и нижней, установленной подвижно в вертикальном направлении полувтулки 19. В нижнем опущенном положении полувтулка 19 образует дополнительное посадочное место для обрабатываемой детали, а вертикальное перемещение осуществляется от пневмоцилиндра 20. В верхнем сомкнутом положении обе полувтулки 18 и 19
создают дополнительную позицию обработки.
Торцовая рабочая силовая головка 2 на выходном конце станка закреплена на пнев-. мосалазках 21 с возможностью возвратнопоступательного перемещения с целью освобождения пространства для подвижной полувтулки 19. В кассете 17 размещены необра,ботанные детали 22.
Многопозиционный агрегатный станок работает следующим образом.
После заверщения очередного такта механической обработки деталей 22 одновременно на всех позициях-призмах и в полувтулках 18 и 19 зажима поднимается прижим 14 и пневмоцилиндр 20 опускает вниз подвижную полувтулку 19. Пневмоцилиндр 12 перемещает гребенку 5, одновременно перетягивая детали по рабочим позициямпризмам установочного приспособления 4, а захватные элементы 10 и 11 перемещают деталь с последней призмы на подвижную полувтулку 19. Одновременно последний выступ гребенки 5 выталкивает обработанйую деталь с подвижной полувтулки 19 в приемную емкость.
Затем пневмоцилиндры 13 поднимают гребенку 5 вверх и пневмоцилиндр 12 перемещают гребенку 5 назад. После этого полувтулка 19, действием пневмоцилиндра 20, поднимает обрабатываемую деталь вверх до сомкнутого положения с неподвижной полувтулкой 18, образовывая дополнительную рабочую позицию, обработка на которой осуществляется без нарущения предусмотренной ранее последней операции - сверления детали с торца.
В первую освободивщуюся от обработанной детали 22 призму установочного приспособления 4 механизмом пощтучной выдачи 16 подается из кассеты 17 очередная необработанная деталь 22.
Далее пневмоцилиндры 13 опускают гребенку 5 вниз, опускается прижим 14, осуществляя необходимое прижимное усилие на детали на рабочих позициях, и проводится обработка на всех позициях одновременно, после чего такт повторяется.
Применение предлагаемого изобретения позволяет расщирить технологические возможности станка- путем введения конструктивных элементов, обеспечивающих образование в пределах станка дополнительной рабочей позиции без увеличения такта обработки.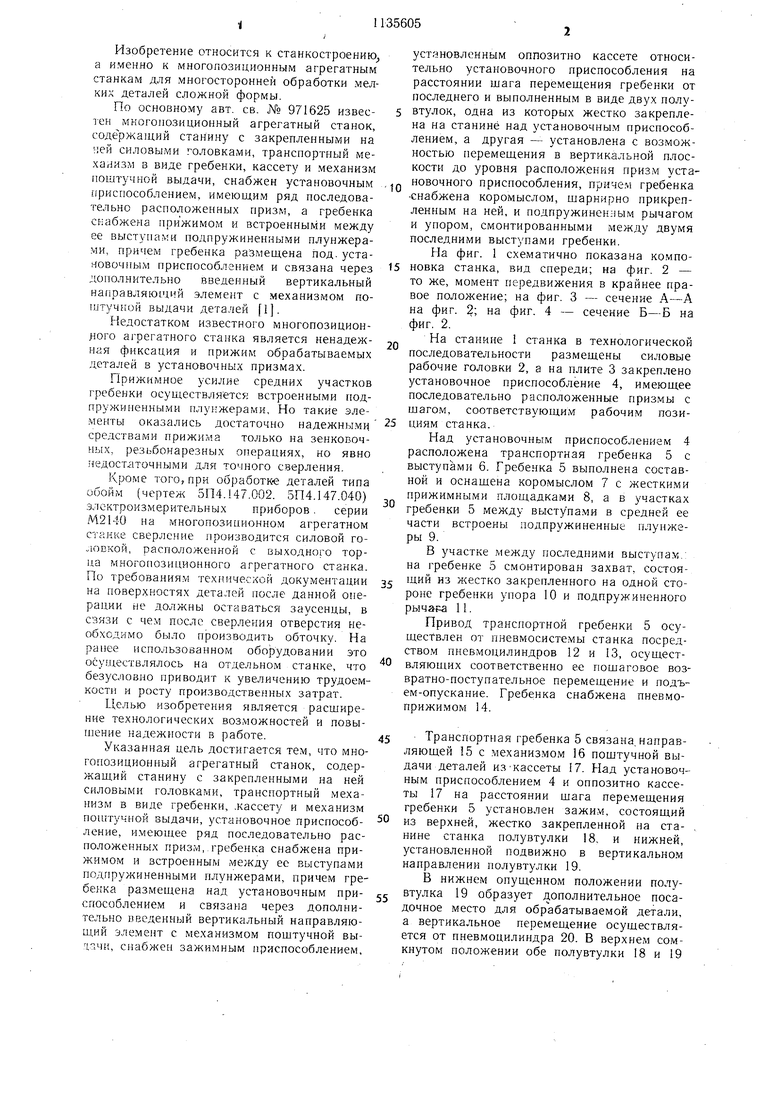
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный агрегатный станок | 1981 |
|
SU971625A1 |
| Транспортное устройство к многопозиционному агрегатному станку | 1982 |
|
SU1131636A1 |
| Многопозиционный станок для двусторонней обработки деталей | 1982 |
|
SU1027014A1 |
| Поворотный стол многопозиционного станка | 1983 |
|
SU1090536A1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1982 |
|
SU1000168A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Многопозиционный агрегатный станок | 1986 |
|
SU1340991A1 |
| Агрегатный станок | 1977 |
|
SU686848A1 |
МНОГОПОЗИЦИОННЫЙ АГРЕГАТНЫЙ СТАНОК по авт. св. № 971625, отличающийся тем, что, с целью расширения технологических возможностей и повышения надежности в работе, он снабжен зажимным приспособлением, установленным оппозитно кассете относительно установочного приспособления на расстоянии шага перемеш.ения гребенки от последнего и выполненным в виде двух полувтулок, одна из которых жестко закреплена на станине над установочным приспособлением, а другая - установлена с возможностью перемещения в вертикальной плоскости до уровня расположения призм установочного приспособления, при этом гребенка снабжена коромыслом, шарнирно прикрепленным к ней. и подпружиненным рычагом и упором, смонтированными между двумя последними выступами гребенки. § (Л со ел О5 о ел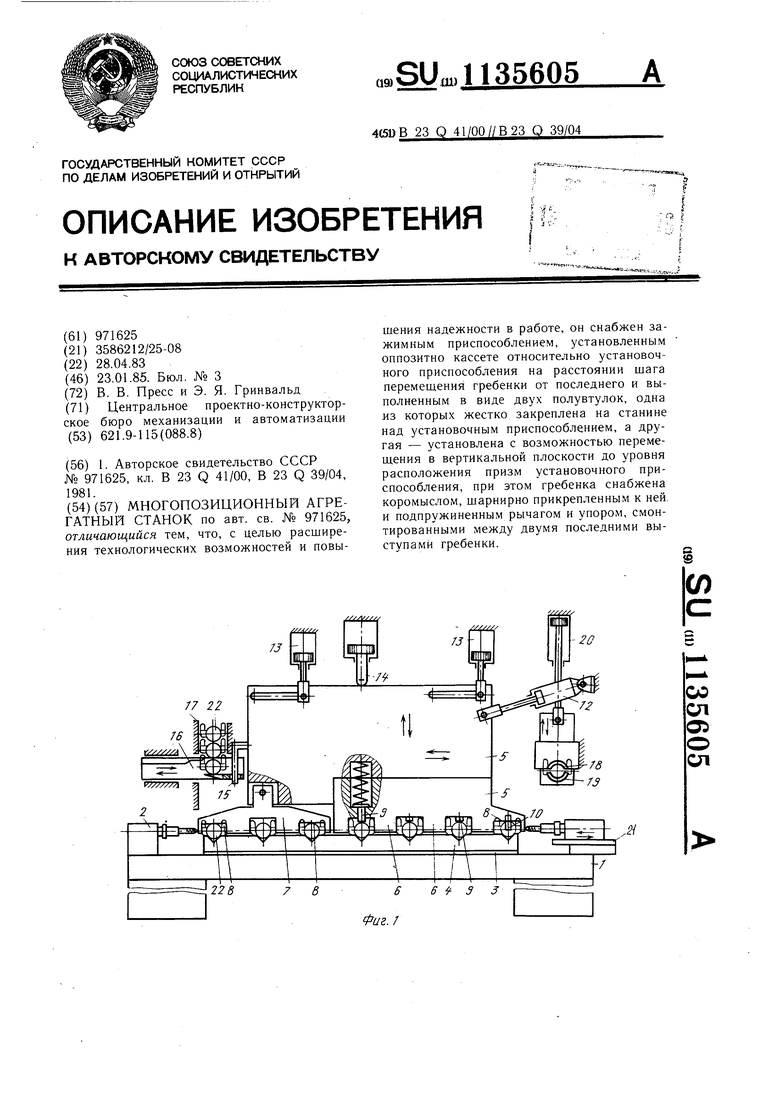
//л
20
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многопозиционный агрегатный станок | 1981 |
|
SU971625A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
