Изобретение относится к машиностроению и может быть использовано в автоматизированных линиях для сборки изделий с нежесткой связью между позициями сборки в условиях синхронного или асинхронного поступления комплектующих деталей и узлов на позиции сборки, в частности для сборки пневмомолотков.
Наиболее близкой к предлагаемой является автоматизированная линия спутникового типа, содержащая станину со сборочными головками, расположенными согласно технологическому процессу, устройства фиксации и зажима спутников, причем спутники выполнены в виде кареток, установленных на направляющих прямой и возвратной ветвей транспортера, из которых по крайней мере одна выполнена наклонной, и связанных между собой устройством подъема и опускания спутников, выполненным в виде стола с приводом 1. .
Недостатком известной автоматизированной линии является невысокая производительность из-за невозможности сборки в условиях асинхронного поступления комплектующих деталей на позиции сборки, а также из-за значительных временных затрат на перемещение спутника.
Цель изобретения - повышение производительности линии.
Указанная цель достигается тем, что в автоматизированной линии спутникового типа, которая содержит станину со сборочными головками, расположенными согласно технологическому процессу, устройства фиксации и зажима спутников, выполненных в виде кареток, установленных на направляющих прямой и возвратной ветвей транспортера, из которых по крайней мере одна выполнена наклонной, связанных между собой устройством подъема и опускания спутников, выполненным в виде стола с приводом, устройство подъема и опускания спутников снабжено плитой с фиксатором, щарнирно закрепленной на столе с возможностью поворота и взаимодействия с направляющими прямой и возвратной ветвей, причем устройство фиксации выполнено в виде двуплечего рычага, на одном из плеч которого имеются две рабочие поверхности, одна из которых перпендикулярна, а другая наклонена относительно направления перемещения спутника.
На фиг. 1 изображена предлагаемая линия, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - устройство опускания спутников; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - спутник, вид сбоку; на фиг. 7 - то же, вид сверху; на фиг. 8 - фиксатор, вид сбоку; на фиг. 9 - то же, вид спереди.
Автоматизированная линия спутникового типа содержит станину 1 и расположенные на ней согласно технологическому процессу
сборочные головки 2-8, транспортер 9, выполненный в виде наклонной в сторону сборки прямой ветви 10 и возвратной ветви 11, наклоненной в направлении, обратном направлению сборки. Прямая 10 и возвратная
11ветви снабжены направляющими 12 для установки на них спутника 13. Для перевода спутников с прямой ветви 10 на возвратную ветвь 11 и обратно линия снабжена устройстBOM подъема 14 и опускания 15 спутника 13.
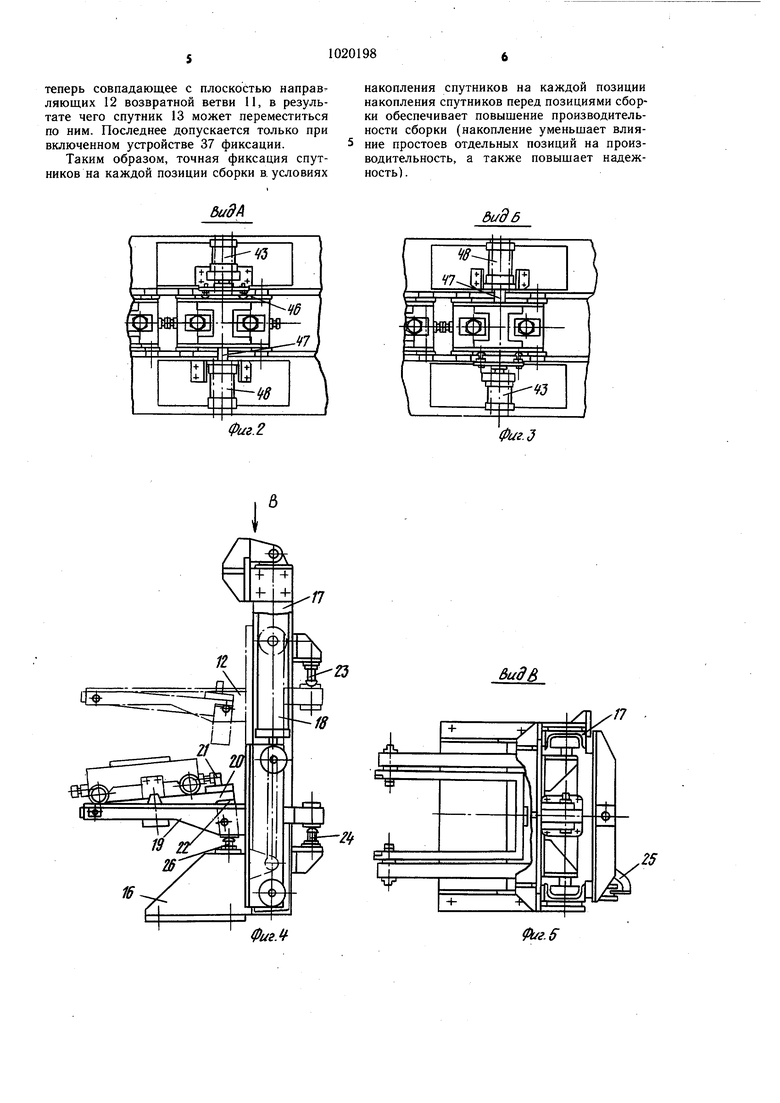
Устройства подъема 14 и опускания 15 содержат основание 16 с вертикальными направляющими 17, по которым посредством привода 18 может перемещаться стол 19,
на котором щарнирно смонтирована плита 20 с жестко закрепленным на ней фиксатором 21 и грузом 22. Диапазон вертикальных перемещений стола 19 определяется регулируемыми ограничителя.ми 23 и 24, а его
верхнее или нижнее положение фиксируется датчиками 25; на основании 16 расположен неподвижный толкатель 26, выполненный с возможностью взаимодействия с грузом 22 при нахождении стола 19 в нижнем положении.
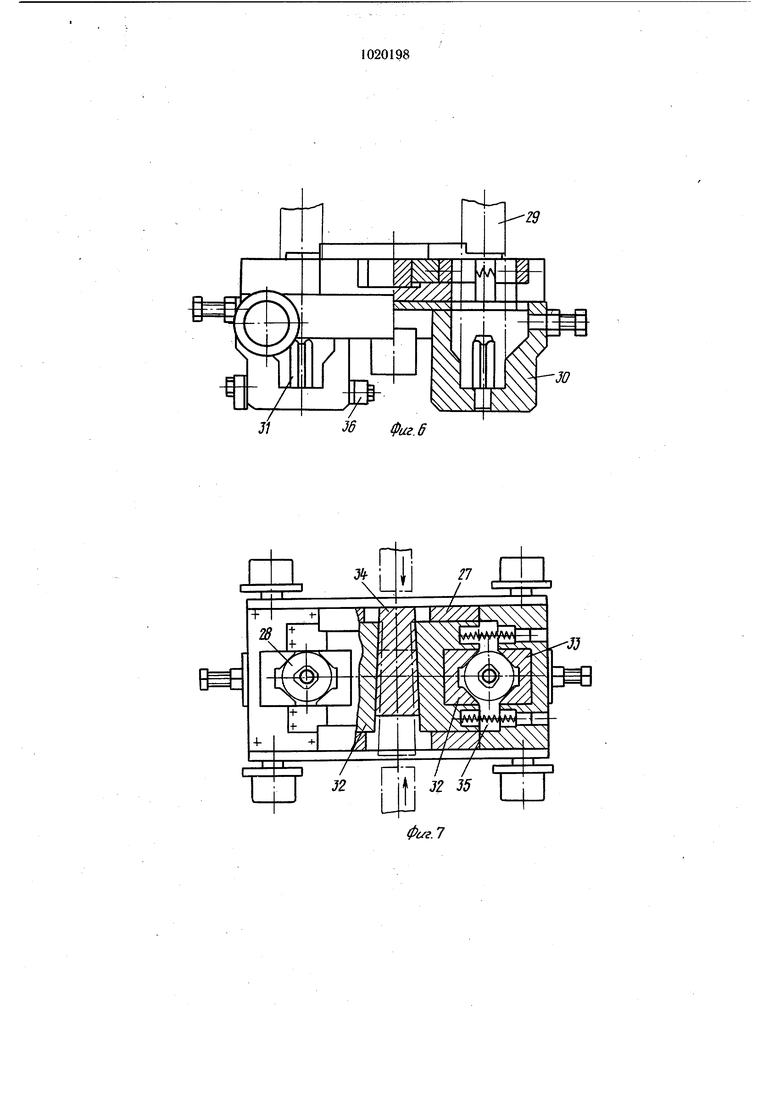
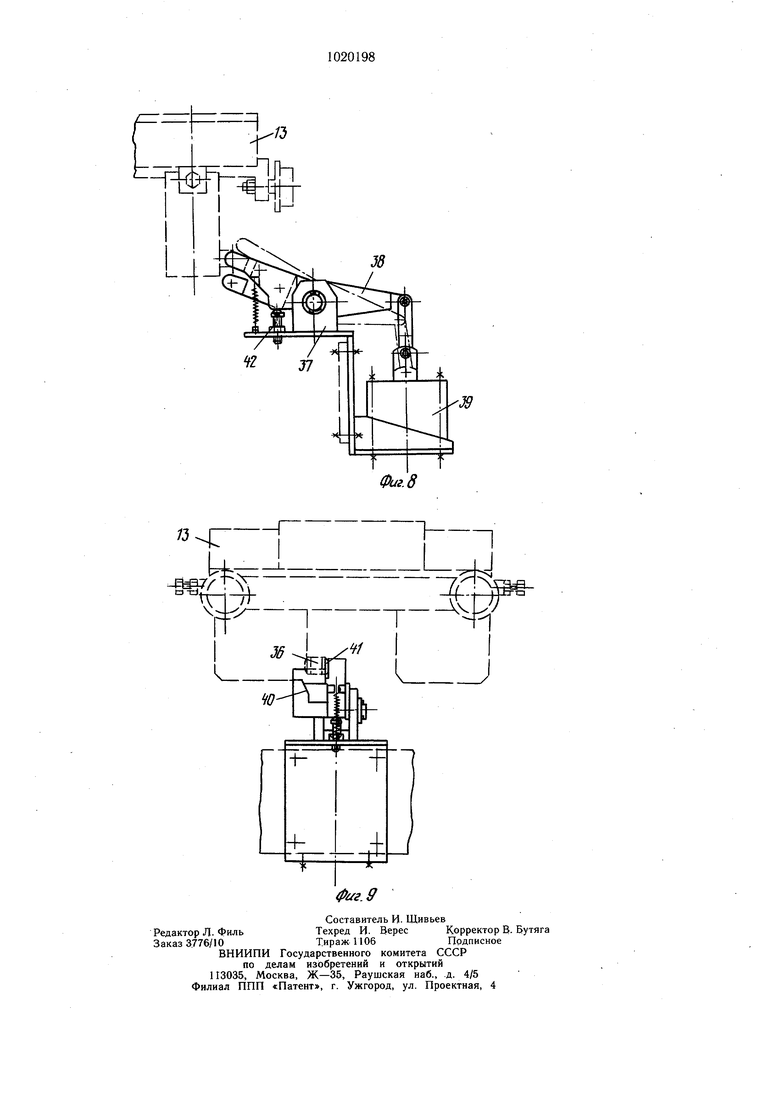
Спутник 13 содержит корпус 27 с установочными гнездами 28 для собираемых изделий 29. Каждое из установочных гнезд 28 содержит корпус 30 с неподвижным вертикальным щтырем 31, а также призматические направляющие 32 и 33, выполненные с возможностью перемещения друг относительно друга под воздействием самоцентрирующегося клина 34 и пружин 35. В нижней части корпуса 27 смонтирован упор 36. На каждой позиции 2-8 сборки, а также на направляющих 12 для спутников 13 возвратной ветви 11 установлены устройства 37 фиксации, выполненные в виде двуплечего рычага 38 с приводом 39, на одном плече которого имеются две рабочие поверхности 40 и 41, первая из которых выполнена наклонно относительно направления перемещения спутника 13, а другая - перпендикулярна ему.
Устройство 37 фиксации выполнено с возможностью взаи.модействия поочередно поверхностей 40 и 41 с упором спутника 13
и фиксированного углового перемещения, диапазон которого определяется приводом 39 и упором 42.
На каждой из позиций 3-8 сборки установлен центратор 43, предназначенный для
базирования изделия 29 на направляющих
12пря.мой ветви 10 относительно сборочных приспособлений, например, 44 и 45 (на позициях 4 и 6 сборки) и для зажима изделия 29 в призматических направляющих 32
и 33 (на позициях 3-7 сборки). Центратор 43 содержит базирующие упоры 46 и толкатель 47 с приводом 48. Толкатель 47 центратора 43 выполнен с возможностью
взаимодействия с самотормозящимся клином 34 спутника 13.
На позициях 3-8 сборки центраторы 43 расположены относительно направляющих
12прямой ветви 10 зеркально, а направляющие 12 возвратной ветви 11 содержат упор 49, против которого на направляющих 12 прямой ветви 10 смонтирован упор 50
Линия работает следующим образом.
Спутник 13 подается на устройство 14 подъема, при этом стол 19 находится в нижнем положении, т. е. касается неподвижного толкателя 26, а датчик 25 замкнут. Плита 20 взаимодействует с упором 49 и занимает положение, совпадающее с плоскостью направляющих 12 возвратной ветви 11. Срабатывает устройство 37 фиксации, спутник
13заезжает на плиту 20 до соприкосновения с фиксатором 21, замыкая тем самым один из датчиков контроля его положения, и останавливается. По срабатывании датчика контроля стол 19 приводом 18 поднимается вверх до касания с регулируемым ограничителем 23. В процессе подъема благодаря шарнирному соединению со столом 19 и под действием веса спутника 13 плита 20 не меняет своего пространственного положения. После касания регулируемого ограничителя 23 стол 19 останавливается (срабатывает верхний датчик 25), а плита 20 касается упора 50, установленного так, что при взаимодействии с ним плита 20 изменяет свое пространственное положение, которое теперь совпадает с плоскостью направляющих 12 прямой ветви 10, по которым спутник 13 под действием собственного веса подается на позицию 2 сборки. В этот момент шток привода 39 находится в переднем положении, т. е. устройство 37 фиксации контактирует с регулируемым упором 42. Упор 36 касается рабочей поверхности 41 двуплечего рычага 38, и спутник 13 останавливается на позиции 2 сборки.
На вертикальные штыри 31 установочных гнезд 28 устанавливаются комплектующие детали собираемото изделия 29 и выполняются соответствующие сборочные операции. При этом по условия.м сборки на сборочной позиции 2 зажимать изделие 29 в установочных гнездах 28 не требуется.
При выполнении сборочных операций на лозиции 2 сборки срабатывает привод 39, и двуплечий рь1чаг 38, поворачиваясь, освобождает упор 36, а значит и спутник 13, и воздействует наклонной поверхностью 40 на упор 36 с другой стороны, сообщая тем самым спутнику 13 начальное ускорение для перемещения на позицию 3 сборки.
В момент приема спутника 13 двуплечий рычаг 38 на любой из позиций 2-8 сборки обращен в сторону упора 36 поверхностью 41. Только при этом условии или, если на последующей позиции сборки уже находится спутник 13, возможна подача спутника 13
с предыдущей сборочной операции на последующую.
По условиям сборки на сборочной позиции 3 после останова спутника 13 осуществляется зажим изделия 29 в установочных гнездах 28 с помощью центратора 43. Для этого включается привод 48 и его шток 47 перемещает самотормозящийся клин 34 между призматическими направляющими 32,
0 разводя последние одну относительно другой, что и приводит к зажиму изделия 29. При зажиме спутник 13 упирается в базирующие упоры 46j которые (в дополнение к указанной функции) на позициях 4 и 6 сборки участвуют в базировании изделия 29 на направляющих 12 прямой ветви 10 относительно сборочных приспособлений 44 и 45.
При выполнении сборочных операций на позиции 3 сборки с помощью устройства 37 фиксации спутник 13 направляется
0 на позицию 4 сборки.
При прохождении спутника 13 через позиции 3-7 сборки линия работает в следующем режиме: прием спутника 13 с изделиями 29 с помощью двуплечего рычага 38 (рабочая поверхность 41) и упора 36, базирование спутника 13 на направляющих 12 прямой ветви 10 центратором 43 с одновременным поджимом изделия 29 в установочных гнездах 28, после выполнения сборочных операций на текущей позиции сборки подача спутника 13 на последующую позицию сборки с помощью устройства 37 фиксации, которая взаимодействует с упором 36 спутника поверхностью 40.
На позиции 8 сборки в сравнении с позицией 3 сборки центратора 43 расположен
зеркально относительно направляющих 12 прямой ветви 10, благодаря чему осуществляется разжим собранного изделия 29 в установочных гнездах 28 путем воздействия штока 47 привода 48 центратора 43 на самотормозящийся клин 34.
Собранное изделие 29 удаляется с позиции 8 сборки, а освободившийся спутник 13 поступает на устройство 15 опускания, что допускается только при наличии стола 19 в верхнем положении (контакт с регулируемым ограничителем 23, включен верхний датчик 25). Спутник 13 заезжает на плиту 20 которая при верхнем положении стола 19 под действием груза 22 и благодаря шарнирному соединению со столом 19 занимает наклонное положение, совпадающее с наклоном направляющих 12 прямой ветви 10. При касании спутником 13 фиксатора 21 срабатывает датчик, что разрешает опускание стола 19 до соприкосновения с регулируемым ограничителем 24 (до замыкания нижнего датчика 25). В момент останова
5 стола 19 в нижнем положении плита 20 в результате взаимодействия через груз 22 с неподвижным толкателем изменяет свое пространственное положение на обратное. теперь совпадающее с плоскостью направляющих 12 возвратной ветви И, в результате чего спутник 13 может переместиться по ним. Последнее допускается только при включенном устройстве 37 фиксации. Таким образом, точная фиксация спутников на каждой позиции сборки в. условиях накопления спутников на каждой позиции накопления спутников перед позициями сборки обеспечивает повышение производительности сборки (накопление уменьщает влияние простоев отдельных позиций на производительность, а также повышает надежность).
5идА
Фиг.2
&идб
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия спутникового типа | 1986 |
|
SU1346384A1 |
| Автоматизированная сборочная линия | 1985 |
|
SU1306691A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Транспортирующее устройство | 1979 |
|
SU876515A1 |
| Автоматическая линия сборки деталей | 1975 |
|
SU552166A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СПУТНИКОВОГО ТИПА, содержащая станину со сборочными головками, расположенными согласно технологическомупроцессу, устройства фиксации и зажима спутников, примем спутники выполнены в виде кареток, установленных на направляющих прямой и возвратной ветвей транспортера, из которых по крайней мере одна выполнена наклонной, связанных между собой устройством подъема и опускания спутников, выполненным в виде стола с приводом, отличающаяся тем, что, с целью уве личения производительности, устройство подъема и опускания спутников снабжено плитой с фиксатором, шарнирно закрепленной на столе с возможностью поворота и взаимодействия с направляющими прямой и возвратной ветвей, а устройство фиксации выполнено в виде двуплечего рычага, на одном из плеч которого имеются две рабочие поверхности, одна из которых перпендикулярна, а другая наклонена относительно направления перемещения спутника.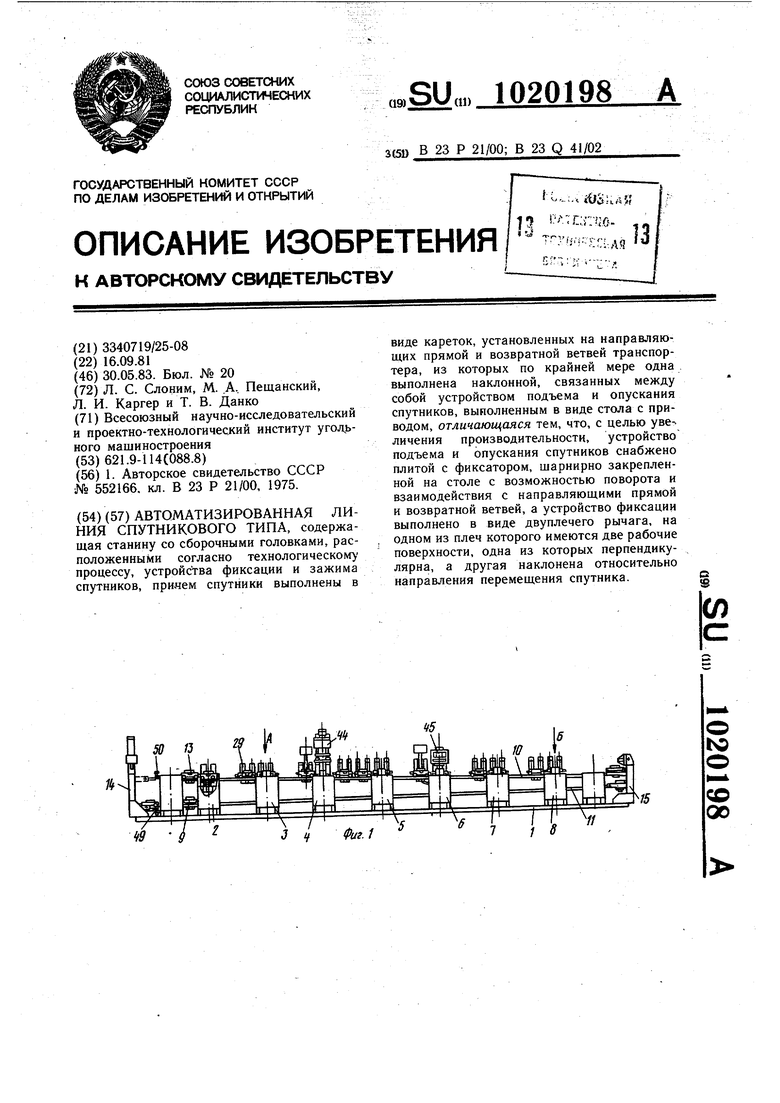
П
Фиг Л
&идВ
,25
Фиг.5
Jff фиг. 6
19
JO
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия сборки деталей | 1975 |
|
SU552166A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
