1
Изобретение относится к области машиностроения, в частности к автоматическим линиям сборки комплекта деталей.
Известны автоматические линии, в которых обрабатываемые детали крепятся па двухместном приспособлении-спутнике и вместе с ними проходит все позиции линии, в конце которой изделия освобождаются от закрепления, и спутники возврап1аются к началу линии, причем закрепление заготовок, поворот, нодъем и опускание приспособлений-спутников и освобождение изделий от закрепления на них осуществляется на вспомогательных позициях специальными агрегатами.
Целью изобретения является обеспечение возможности сборки комплекта деталей.
Это достигается тем, что в предлагаемой линии на позиции сборки трапспортное устройство снабжено дополпительным приводом для перемещения платформы-спутника на щаг, равный расстоянию между собираемыми деталями, установочные гнезда в платформеспутнике превыщают но количеству на число базовых деталей количество рабочих головок, установленных с возможностью одновременного захвата, подъема и последовательной, согласпо технологии сборки, подачи комплектуемых деталей.
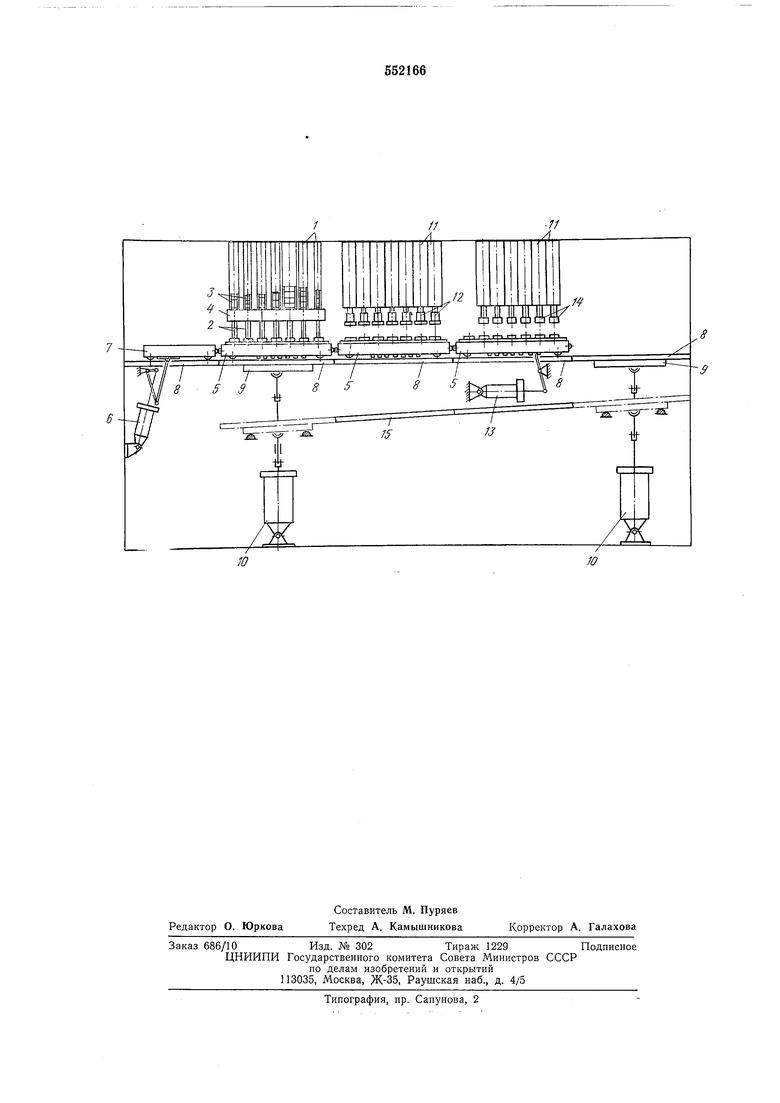
На чертеже показана предлагаемая автоматическая линия сборки деталей.
Автоматическая линия на познции загрузки содержит загрузочное устройство 1 с лотками 2 выдачи комплекта собираемых деталей 3, отсекатели 4, установочные гнезда платформы-снутннка 5, привод 6 с кареткой 7 перемещепия платформы-спутннка 5 с деталямн вдоль линии по рабочим направляющим 8 на щаг, равный длине платформы-спутника 5, стол 9 возвратно-подъемного механизма с
приводом 10. На подготовительной позпцин липни соосно собираемым деталям установлены манипуляторы 11 с рабочими клеевыми головками 12 для нанесения клея на сопрягаемые поверхпости собираемых деталей.
Линия содержит также позицию сборки, на которой размещен донолнительный привод 13 для перемещения платформы-спутника 5 на щаг, равный расстоянию между собираемыми деталями, и соосно собираемым деталям расположенные манипуляторы 11 с рабочими головками 14, устаповленными с возможностью одновременного захвата, подъема и последовательной, согласно технологип сборки, подачи комнлектуемых деталей. Нричем манипуляторов 11 па позиции сборки меньще
установочных гнезд в платформах-спутниках
5 на количество базовых деталей в комплекте.
Для возврата платформ-спутников в линии
нредусмотрена обратная ветвь с направляющими 15.
Работа линии осуществляется следующим образом.
На иозиции загрузки комплект собираемых деталей 3 из загрузочного устройства отсекателем 4 по лоткам 2 подается в установочные гнезда платформы-спутника 5. Платформыспутники 5 приводом 6 через каретку 7 перемещаются по рабочим направляющим 8 вдоль линии на щаг, равный длине платформы-спутпика 5, при этом каретка 7 ложится на жесткий упор. После перемещения платформыспутника 5 каретка 7 с приводом 6 возвращается в исходное положение. Стол 9 возвратно-подъемного механизма приводом 10 опускается в крайнее нижнее положение, разворачивается на угол, равный углу наклона направляющих возврата 15, принимает пустую платформу-спутник 5 и поднимает ее приводом 9 в крайнее верхнее положение до совмещения направляющих стола с рабочими направляющими 8.
На подготовительной позиции манипуляторы 11 опускают рабочие клеевые головки 12, которые наносят клеевой слой на сопрягаемые поверхности собираемых деталей.
На позиции сборки манипуляторы 11 одновременно опускают рабочие головки, которые захватывают собираемые детали (за исключением базовой) и поднимают их в крайнее верхнее положение. Дополнительный привод 13 перемещает платформу-спутник 5 на щаги, равные расстоянию между собираемыми деталями в платформе-спутнике 5, а манипуляторы 11 рабочими головками 14 последовательно, согласно технологии сборки, опускают собираемые детали на базовую. После сборки приводом 6 через каретку 7 производится перемещение платформы-спутника 5 на позицию выгрузки.
На позиции выгрузки производится съем собранного изделия. Стол 9 возвратно-подъемного механизма приводом 10 опускается в крайнее нижнее положение, разворачивается на угол, равный углу наклона направляющих возврата 15, и платфрма-снутник 5 скатывается под собственным весом на направляющие возврата 15 для возвращения на позицию загрузки.
Автоматическая линия позволяет производить одновременно сборку нескольких комплектов деталей.
Формула изобретения
Автоматическая линия сборки деталей, содержащая загрузочное устройство, манипуляторы с рабочими головками, расположенными над подготовительной позицией для нанесения клея на склеиваемые поверхности и позиции сборки, и транспортное устройство с платформами-спутниками для размещения в установочных гнездах и передачи на шаг, равный длине нлатформы-спутника, деталей с позиции на позицию, отличающаяся тем, что, с целью обеспечения возможности сборки комплекта деталей, на позиции сборки транспортное устройство снабжено дополнительным приводом для перемещения платформы-спутника на шаг, равный расстоянию между собираемыми деталями, причем установочные гнезда в платформе-спутнике превыщают по
количеству на число базовых деталей количество рабочих головок, установленных с возможностью одновременного захвата, подъема и последовательной, согласно технологии сборки, подачи комплектуемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия сборки деталей | 1977 |
|
SU625901A2 |
| Автоматическая сборочная линия спутникового типа | 1984 |
|
SU1359095A1 |
| Автоматизированная сборочная линия | 1985 |
|
SU1306691A1 |
| Автоматизированная сборочная линия | 1981 |
|
SU1013212A1 |
| Транспортная система автоматической линии сборки | 1984 |
|
SU1166967A1 |
| Устройство для сборки | 1981 |
|
SU921752A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Автоматическая сборочная линия | 1987 |
|
SU1590339A1 |
| Автоматическая сборочная линия спутникового типа | 1986 |
|
SU1346384A1 |
| Автомат для сборки | 1991 |
|
SU1780978A1 |