/7
Фиг.)
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в лнниях сращивания корот- комерных пиломатериалов, позволяющих получить доски или щиты заданных размеров
Цель изобретения - повышение производительности и полное использование корот- комерных пиломатериалов
На фиг I показано устройство, общий вид, на фиг 2 - схема пильного суппор- та с клеенаносителем, на фиг 3 - механизм верхних и нижних щелевых головок, на фиг 4 - склеенный щит с использованием длинномерных и короткомерных пиломатериалов, на фиг 5 - склеенный щит с использованием короткомерных пиломатериалов
Устройство для осуществления способа включает раму 1, на которой смонтированы ленточный продольный транспортер 2 с приводом (не показан), в конце которою рас положен упор 3 Слева от транспортера 2 установлен отсекатель 4 в виде линейки, соединенный с пневмоцилиндром 5, который смонтирован на плите 6 рамы 1 Справа от транспортера 2 расположен стол 7 Под сто лом 7 на горизонтальных направляющих 8 смонтирована каретка 9, соединенная цепной передачей 10 с приводом 11 На суппорте
12каретки 9 закреплены головка с пилой
13и электродвигателем и клеенаноситеть в виде диска 14 с радиальными пазами 15 на ею обоих пластях. установленного на валу электродвигателя При этом диск 14 нижней частью погружен в ванну 16 с клеем, которая тоже смонтирована на суппорте 12 Суппорт 12 установлен в вертикальных на правляющих каретки 9 и может совершать поступательное перемещение от пневмоци- линдра 17 Пила 13 и диск 14 установлены в одной плоскости
Над столом 7 установлены прижимы 18 камерного типа и подпружиненный прижим 19 В проеме стола 7 на раме 1 смонтиро ваны переставные механизмы 20 и 21 Че ханизм 20 нанесения отвердителя включает швеллер 22, на котором смонтированы не подвижная нижняя и подвижная верхняя экструзионные щелевые головки 23 Верх няя головка установлена в направляю щих 24 Каждая экструзионная головка вы полнена в виде трубы с торцовыми заглушками и щелью по образующей трубы К одному из торцов каждой головки подведен трубопровод 25, соединяющий ее через электромагнитный кран 26 с баком 27 для отвер дителя Бак смонтирован на раме над щелевыми головками 23 Щели головок 23 обращены в сторону склеиваемого материала Механизм 20 крепится болтами 28
Механизм нагревания клеевого слоя выполнен в виде неподвижного нижнего и подвижного верхнего нагревателей 29 Пила 13, щелевые головки 23 и нагреватели 29 устанавливаются с шагом, кратным ширине
склеиваемых пиломатериалов В конце стола 7 и под ним на направляющих 8 рамы 1 установлена колесная платформа 30. Электрическая цепь управления включает конечные выключатели 31 и 32 на направляющих и пульт управления Клеевое соединение 33 может соединять короткомерные 34 и длиномерные 35 пиломатериалы
Предлагаемый способ осуществляется следующим образом
0 Отрезки пиломатериалов одинаковой ширины и длиною 50 мм и более укладывают на ленточном транспортере 2 продольно в ряд Первый отрезок пиломатериалов при этом упирается в упор 3. После на5 бора ряда заданной длины включают пнев- моцилиндр 5, и линейка отсекателя 4 сталкивает ряд на стол 7, останавливает перед пилой 13 и возвращается в исходное положение Набирают на транспортере 2 вто рой ряд и снова перемещают его на стол 7
0 При этом второй ряд упирается в кромку первого ряда и проталкивает его Ход от ( екателя 4 должен быть настроен так, чтобы передняя кромка перемещаемого ряда всегда
останавливалась в плоскости пилы 13 По5 скольку отрезки пиломатериалов имеют раз- HVIO ширину в пределах допуска, то передняя кромка последующею ряда имеет ступенчатую форму
В камеры прижимов 18 подают сжатый воиух, камеры раздуваются и прижимают
о все отрезки первою и второго ряда к столу и механизму 20 Включают пневмоцилиндр 17, и суппорт 12 поднимается в верхнее положение Вкпючаюг привод 11, и каретка 9 начинает перемещаться по горизонтальным направляющим 8 При этом вращающаяся
5 пила 13 надвигается на пиломатериал вдоль передней и задней кромок с(х тветственно первого и за шею рядов и срезает неровности кромок Вращающийся от электродви гателя диск 14 пазами 15 захватывает клей из ванны 16 и размазывает его на стенках пропила После выхода диска 14 из пропила карегка надвигается на конечный выключатель 31, который реверсир ет пневмоцилиндр 17 и привод 1 Суппорт 12 опускается в нижнее положение, а каретка
5 9 возвращается назад до конечного выклю чателя 32 При этом пила 13 и диск 14 проходят под столом Конечный выключатель 31 дает также команду на соединение кра нов камер прижимов 18 с атмосферой Сжатый воздух выходит из камер и ряды
0 пиломатериалов освобождаются от прижимов 18 После набора на транспортере 2 очередного ряда и при подаче его на стол 7 поверхности рядов, смазанные клеем, смыкаются и ряды проталкиваются по столу 7 и к механизму 21 При поперечном переме5 щении рядов верхние щелевая головка 23 и нагреватель 29 опираются и скользят по верхней поверхности пиломатериалов При этом в период пиления конечный выключа
0
тель 32 подает команду на электромагнитные краны 26, которые соединяют щелевые головки 23 с баком 27. Отвердитель самотеком поступает из бака 27 в щелевые головки 23, вытекает из их щелей и смачивает поверхность древесины вдоль клеевого слоя. Отвердитель, попадая на кромку клеевого шва, ускоряет отверждение клея в поверхностных слоях шва. Конечный выключатель 32 подает команду на закрытие электромагнитных кранов 26. В экструзион- ных щелевых головках 23 создается пониженное давление и вытекание из них отверди- теля прекращается.
При очередном продвижении рядов клеевой слой, смазанный отвердителем, попадает под нагреватели 29, которые дополнительно ускоряют отверждение клеевого слоя в поверхностных зонах. Снизу и сверху клеевых слоев образуется прочное соединение 33, достаточное для транспортирования изделий. Последний ряд изделия пропускают в поперечном направлении без пиления и нанесения клея. Готовое изделие снимают со стола 7 и ставят на ребро на колесную платформу 30. Набранные изделия затем с платформы 30 перевозятся на склад для выдержки, в течение которой происходит дальнейшее отверждение клеевых слоев.
В зависимости от назначения ряды ко- роткомерных пиломатериалов 34 можно склеивать по ширине с длиномерными пиломатериалами 35 или щит можно склеить только из короткомерных пиломатериалов 34.
Формула изобретения
1. Способ склеивания пиломатериалов немерной длины путем создания базовых поверхностей, нанесения на них клея и сжа0
5
0
5
0
5
тия, отличающийся тем, что, с целью повышения производительности и обеспечения полного использования короткомерных пиломатериалов, пиломатериалы укладывают в продольные ряды, одну из базовых поверхностей которых создают путем распиливания передней кромки каждого ряда, а другую предварительно выравнивают, при этом
продольные ряды сжимают базовыми поверхностями в поперечном направлении, причем по верхним и нижним линиям каждого клеевого слоя наносят отвердитель.
2. Устройство для склеивания пиломатериалов немерной длины, включающее раму, продольный транспортер, отсекатель с приводом, пильный суппорт с клеенаносителем, смонтированные на каретке, соединенной с приводом, прижимы, колесную платформу и электрическую цепь управления, отличающееся тем, что, с целью повышения производительности и обеспечения полного использования короткомерных пиломатериалов, устройство снабжено баком для отвер- дителя, механизмами нанесения отвердителя и нагревания клеевого слоя, которые смонтированы на раме и размещены последовательно за пильным суппортом с клеенаносителем параллельно последним, при этом механизм нанесения отвердителя снабжен направляющими и имеет нижнюю и верхнюю щелевые головки, нижняя щелевая головка выполнена неподвижной, верхняя - подвижной и размещена в направляющих, а механизм нагревания клеевого слоя выполнен в виде нижнего неподвижного и верхнего подвижного нагревателей, при этом щелевые головки посредством трубопроводов соединены с баком для отвердителя, а нагреватели и щелевые головки расположены горизонтально.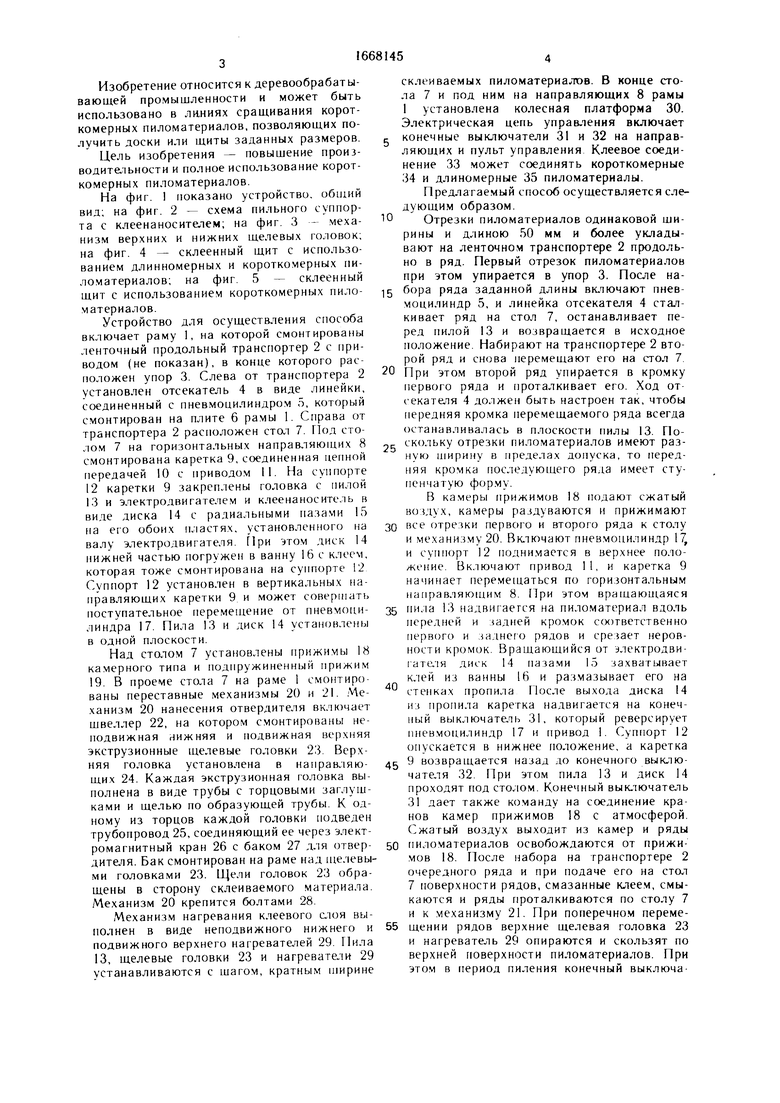

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| Устройство для соединения деталей по длине | 1988 |
|
SU1583293A1 |
| Торцовочный станок | 1975 |
|
SU642156A1 |
| Линия для изготовления щитов | 1984 |
|
SU1177155A1 |
| Линия изготовления щитов из досок | 1985 |
|
SU1281418A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| СТАНОК ДЛЯ ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1972 |
|
SU330953A1 |
| Линия склеивания пиломатериалов по длине | 1986 |
|
SU1318405A1 |
| Горизонтальная лесопильная рама | 1989 |
|
SU1794646A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО ЩИТА С ТОРЦЕВЫМ И ТОРЦОВО-ТАНГЕНЦИАЛЬНЫМ НАПРАВЛЕНИЕМ ВОЛОКОН | 1991 |
|
RU2034700C1 |

Изобретение относится к деревообрабатывающей промышленности и может быть использовано в линиях сращивания короткомерных пиломатериалов, позволяющих получать доски или щиты заданных размеров. Цель - повышение производительности и полное использование короткомерных пиломатериалов. Способ осуществляется путем создания базовых поверхностей продольных рядов, нанесения на них клея, сжатия, нанесения по верхним и нижним линиям каждого клеевого слоя отвердителя. Устройство для осуществления способа склеивания пиломатериалов немерной длины включает продольный транспортер 2 для набора рядов пиломатериала, отсекатель 4, пильный суппорт с клеенаносителем, механизм нагревания клеевого слоя и нанесения отвердителя. Пиломатериалы укладывают на транспортер 2 в ряд и отсекателем 4 смещают к суппорту 12. Ряды сжимают в поперечном направлении. Затем на верхние и нижние линии каждого клеевого слоя наносят отвердитель. Потом клеевой слой нагревают. После достижения прочности изделие укладывают для последующей выдержки. 2 с.п.ф-лы, 5 ил.
24
Риг.Ч26
Фиг.З
/
35
34
/
| Линия склеивания деревянных брусков | 1974 |
|
SU526509A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Линия изготовления щитов из досок | 1985 |
|
SU1281418A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
