изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к станкам для электроэрозионной обработки.
Цель изобретения - повышение надежности в работе за счет исключения вредного воздействия продуктов обработки на направляющие станка.
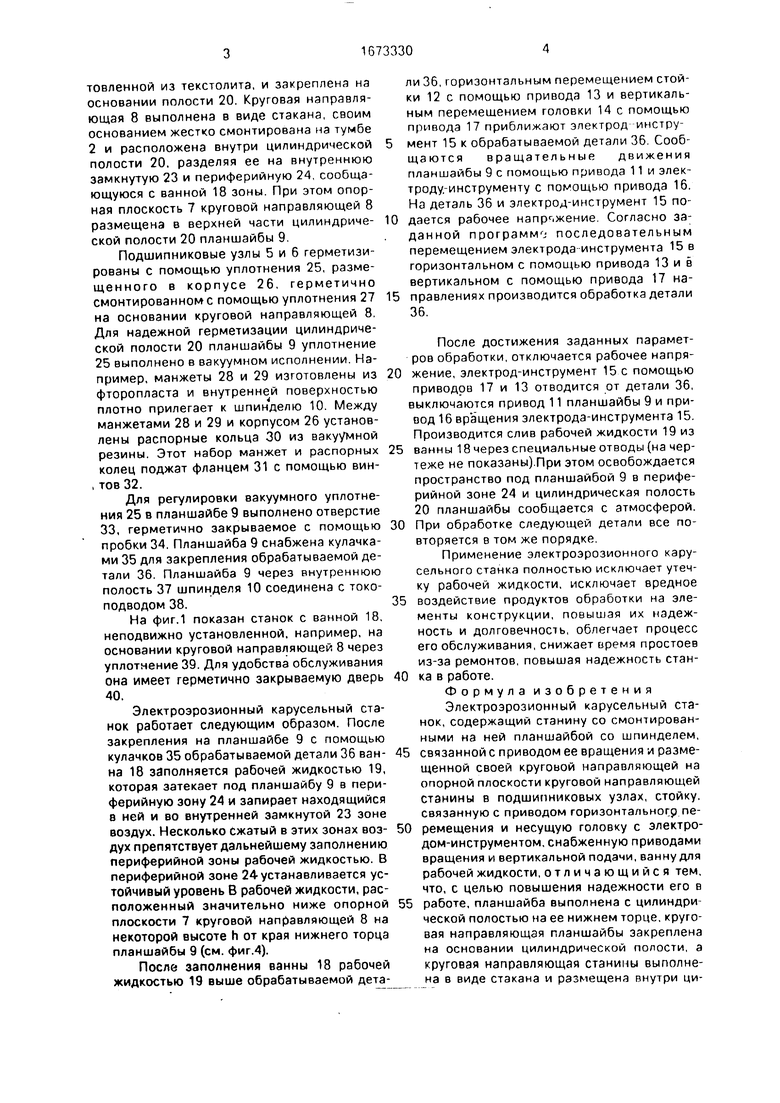
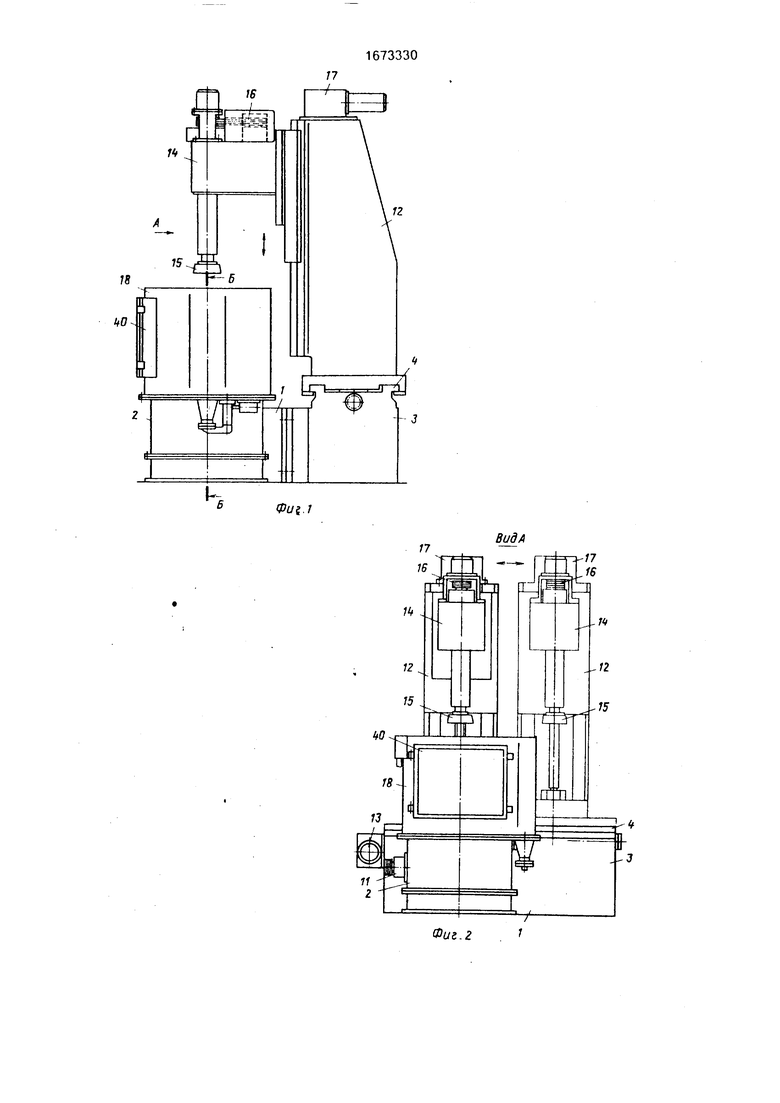
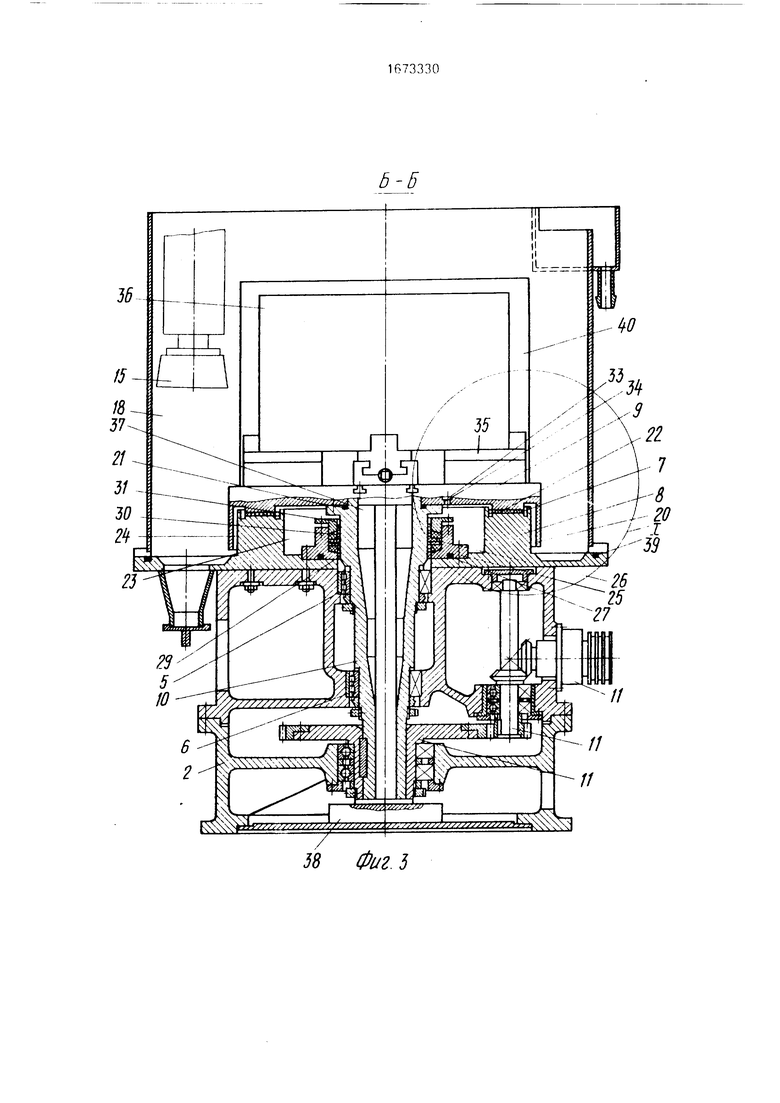
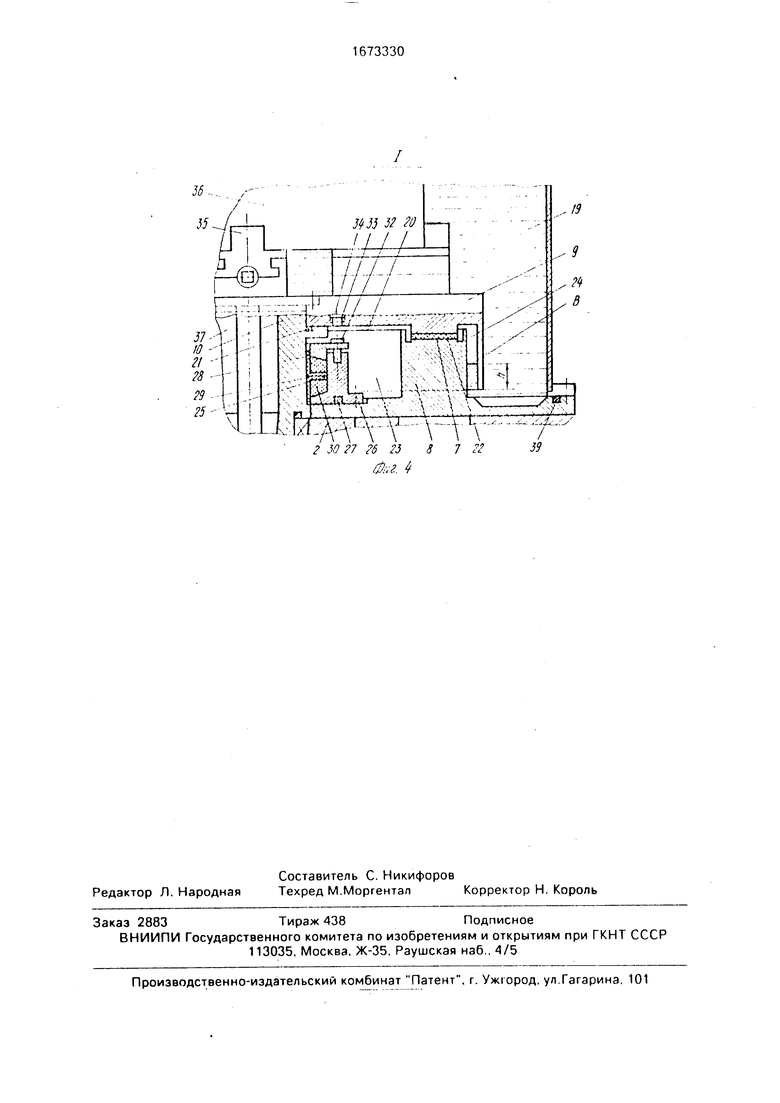
На фиг.1 изображен электроэрозионный карусельный станок; на фиг.2 - вид по стрелке А на фиг. 1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - узел I на фиг.З.
Электроэрозионный карусельный станок состоит из станины 1, выполненной из двух частей, соединенных между собой. Одна из них выполнена в виде тумбы 2, другая - в виде прямоугольной призмы 3 с горизонтальными направляющими 4. С помощью
подшипниковых узлов 5 и 6 на опорной плоскости 7 круговой направляющей 8 на тумбе 2 смонтирована планшайба 9 со шпинделем 10, связанная с приводом 11 ее вращения. На направляющих 4 прямоугольной части станины смонтирована стойка 12, связанная с приводом 13 горизонтального перемещения и несущая головку 14 с электродом-инструментом 15, снабженную приводами его вращения 16 и вертикальной подачи 17. На тумбе 2 смонтирована ванна 18 для рабочей жидкости 19 Планшайба 9 выполнена с цилиндрической полостью 20 со стороны ее нижнего торца и жестко соединена со шпинделем 10. Для герметизации стыка между планшайбой 9 и шпинделем 10 установлено уплотнение 21. Планшайба снабжена круговой направляющей 22. изго 0 vj со 1со со О
товленной из текстолита, и закреплена на основании полости 20. Круговая направляющая 8 выполнена в виде стакана, своим основанием жестко смонтирована на тумбе 2 и расположена внутри цилиндрической полости 20, разделяя ее на внутреннюю замкнутую 23 и периферийную 24, сообщающуюся с ванной 18 зоны. При этом опорная плоскость 7 круговой направляющей 8 размещена в верхней части цилиндрической полости 20 планшайбы 9.
Подшипниковые узлы 5 и 6 герметизированы с помощью уплотнения 25, размещенного в корпусе 26, герметично смонтированном с помощью уплотнения 27 на основании круговой направляющей 8. Для надежной герметизации цилиндрической полости 20 планшайбы 9 уплотнение 25 выполнено в вакуумном исполнении. Например, манжеты 28 и 29 изготовлены из фторопласта и внутренней поверхностью плотно прилегает к шпинделю 10. Между манжетами 28 и 29 и корпусом 26 установлены распорные кольца 30 из вакуумной резины. Этот набор манжет и распорных колец поджат фланцем 31 с помощью вин- , тов 32.
Для регулировки вакуумного уплотнения 25 в планшайбе 9 выполнено отверстие 33, герметично закрываемое с помощью пробки 34. Планшайба 9 снабжена кулачками 35 для закрепления обрабатываемой детали 36. Планшайба 9 через внутреннюю полость 37 шпинделя 10 соединена с токо- подводом 38.
На фиг.1 показан станок с ванной 18, неподвижно установленной, например, на основании круговой направляющей 8 через уплотнение 39. Для удобства обслуживания она имеет герметично закрываемую дверь 40.
Электроэрозионный карусельный станок работает следующим образом. После закрепления на планшайбе 9 с помощью кулачков 35 обрабатываемой детали 36 ванна 18 заполняется рабочей жидкостью 19, которая затекает под планшайбу 9 в периферийную зону 24 и запирает находящийся в ней и во внутренней замкнутой 23 зоне воздух. Несколько сжатый в этих зонах воздух препятствует дальнейшему заполнению периферийной зоны рабочей жидкостью. В периферийной зоне 24 устанавливается устойчивый уровень В рабочей жидкости, расположенный значительно ниже опорной плоскости 7 круговой направляющей 8 на некоторой высоте h от края нижнего торца планшайбы 9 (см. фиг.4).
После заполнения ванны 18 рабочей жидкостью 19 выше обрабатываемой детали 36, горизонтальным перемещением стойки 12 с помощью привода 13 и вертикальным перемешением головки 14 с помощью привода 17 приближают электрод-инструмент 15 к обрабатываемой детали 36. Сообщаются вращательные движения планшайбы 9 с помощью привода 11 и элек- троду.-инструменту с помощью привода 16. На деталь 36 и электрод-инструмент 15 по0 дается рабочее напряжение. Согласно заданной программа последовательным перемещением электрода инструмента 15 в горизонтальном с помощью привода 13 и в вертикальном с помощью привода 17 на5 правлениях производится обработка детали 36.
После достижения заданных параметров обработки, отключается рабочее напря0 жение, электрод-инструмент 15 с помощью приводов 17 и 13 отводится от детали 36, выключаются привод 11 планшайбы 9 и привод 16 вращения электрода-инструмента 15. Производится слив рабочей жидкости 19 из
5 ванны 18 через специальные отводы (на чертеже не показаны).При этом освобождается пространство под планшайбой 9 в периферийной зоне 24 и цилиндрическая полость 20 планшайбы сообщается с атмосферой.
0 При обработке следующей детали все повторяется в том же порядке.
Применение электроэрозионного карусельного станка полностью исключает утечку рабочей жидкости, исключает вредное
5 воздействие продуктов обработки на элементы конструкции, повышая их надежность и долговечность, облегчает процесс его обслуживания, снижает время простоев из-за ремонтов, повышая надежность стан0 ка в работе.
Формула изобретения Электроэрозионный карусельный станок, содержащий станину со смонтированными на ней планшайбой со шпинделем,
5 связанной с приводом ее вращения и размещенной своей круговой направляющей на опорной плоскости круговой направляющей станины в подшипниковых узлах, стойку, связанную с приводом горизонтально пе0 ремещения и несущую головку с электродом-инструментом, снабженную приводами вращения и вертикальной подачи, ванну для рабочей жидкости, отличающийся тем, что, с целью повышения надежности его в
5 работе, планшайба выполнена с цилиндрической полостью на ее нижнем торце, круговая направляющая планшайбы закреплена на основании цилиндрической полости, а круговая направляющая станины выполнена в виде стакана и размещена внутри ци516733306i
линдрической полости планшайбы, примежду ее днищем и нижним торцом планэтом последняя разделена стаканом на зо-шайбы, а внутренняя замкнутая зона снабны внутреннюю, замкнутую и периферий-жена уплотнением, установленным в
ную, сообщающуюся с ванной через зазорподшипниковом узле.
IS
0Ui.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для металлообработки | 1991 |
|
SU1811446A3 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ | 1991 |
|
RU2044610C1 |
| Электроэрозионный станок | 1981 |
|
SU963786A1 |
| Электроэрозионный станок для прошивки отверстий в крупногабаритных тонколистовых деталях | 1986 |
|
SU1419838A1 |
| Электроэрозионный вырезной станок с числовым программным управлением | 1980 |
|
SU948596A1 |
| Способ электроэрозионной резки | 1986 |
|
SU1340951A1 |
| Способ фиксации момента окончания электроэрозионной прошивки сквозных отверстий и устройство для фиксации момента окончания электроэрозионной прошивки сквозных отверстий | 1981 |
|
SU1007893A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к станкам для электроэрозионной обработки. Цель изобретения - повышение надежности в работе за счет исключения вредного воздействия продуктов обработки на направляющие станка. При заполнении ванны 18 рабочей жидкостью 19 последняя запирает в ее периферийной 24 и внутренней замкнутой 23 зонах воздух. Круговая направляющая 22 планшайбы 9 и опорная плоскость 7 круговой направляющей 8 тумбы 2 размещены выше уровня рабочей жидкости в периферийной зоне и защищены от воздействия рабочей жидкости и продуктов обработки. 4 ил.
ВидА
Фиг. 2
I
JЈ #.
-1 . 1
i i, /. //1-- if I
т -T7- ipf h 7
-i 1« - л
w v -
2 Ж 27 6 23 S 7 22
&.г 4
м л 32 го
I III
/. //1-f I
/ 39
| Решетов Д.Н | |||
| Детали и механизмы металлорежущих станков | |||
| Машиностроение: М. | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| ДЖИНО-ПРЯДИЛЬНАЯ МАШИНА | 1920 |
|
SU296A1 |
| Ачеркан Н.С | |||
| Металлорежущие станки | |||
| М.: Машиностроение | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Горный компас | 0 |
|
SU81A1 |
| Электрофизические и электрохимические станки | |||
| Каталог Всесоюзного научно- исследовательского института информации и технико-экономических исследований по машиностроению и робототехнике | |||
| М , 1986, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
